一种金属线材的清洗设备
2016-11-18金鑫
金鑫

摘 要:针对标准件金属线材清洗行业的需求,设计了一种基于空化射流技术的金属线材清洗系统,包括盘圆释放装置、清洁剥壳装置、烘干装置和收卷装置。对比原有设备,改进了结构设计,降低环境污染并节约了成本。本设备结构简单,效率高,质量高。
关键词:空化射流;空化喷嘴;金属线材;清洗
中图分类号: TB492 文献标识码: A 文章编号: 1673-1069(2016)33-186-4
0 引言
目前标准件金属线材生产行业中,盘圆的除锈主要是采用化学的方法,利用酸洗除锈。这种方案对于大气、土壤、地表水和地下水都有很大的污染性,并且后续无害化处理成本很高。所以找到一种对环境无害、成本在可控范围内的盘圆除锈方法就显得较为迫切。空化射流除锈方案就是在目前这种情况下提出的。
空化射流的原理是通过外部条件在流体内部诱发空化效应,产生大量的空化泡,这些空化泡破灭时产生的能量高度集中,其作用面积非常小,从而在物体的表面,许多极小面积的区域会产生应力集中和高冲击力的现象,这就给所受物体带来空蚀破坏,进而达到清洗的目的。
空化射流技术是将空化作用引入到高压水射流而形成的一种新型高压水射流技术,在同等条件下,空化射流相对于普通高压水射流具有破碎和切割能力更高的特点。时下空化射流已在船舶表面清洗,建筑物表面清污等行业应用。用在盘圆除锈的工艺当中,产生空化射流的理论基础是可靠的,技术是成熟的,是完全可以实际应用的。
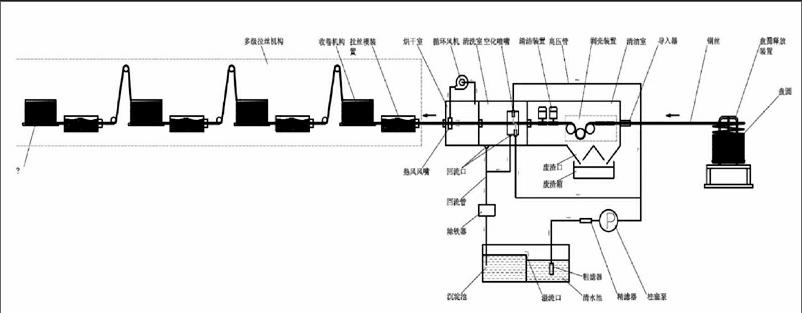
1 空化射流清洗标准件总体方案设计
整个方案工艺设备包括盘圆释放装置、剥壳及校直装置、表面清洁装置、空化喷嘴、烘干室、清洗水回流及初步净化设施、储水池、加压泵、拉丝装置和收卷机构等,其中剥壳及校直装置、表面清洁装置是在一个相对密闭的清洁室内完成,其目的是减少污染,改善工作环境。
1.1 盘圆释放装置
盘圆释放装置底部为一个基座,基座中央安装有轴承,支撑一个圆盘,圆盘上固定用圆管或其他形式的轴芯,圆盘下有一个强度足够的轴安置在基座上,在外力的作用下,可以让圆盘绕轴做旋转运动。未处理的线材可套放在其上,当拉拽线材时,整卷的线材随轴芯一同旋转。它的作用是约束盘圆,使其按照要求释放。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-1.jpg>
图1 盘圆释放装置
线材是以盘圆的形式整体套装在中间的轴芯上的,四周有3~4个定位杆约束盘圆,线材进给的动力是由最后工序收卷机构提供的,线材沿箭头方向进给,同时拽拉轴芯旋转,实现盘圆的有序释放。
1.2 清洁室
清洁室的入口有一个导入器,是用金属圆管加工而成,内部安装有剥壳装置及表面清洁装置。清洁室底部有开口,开口下部有一个方便取放的金属废渣箱[1,2],用来收集从线材上清洁下来的铁锈及其他附着物。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-2.jpg>
图2 清洁室示意图
1.2.1 剥壳装置
剥壳装置的作用是校正有一定弯曲和不很规则的线材,并可以起到对线材表面附着的不很牢固的锈蚀及其他多余物进行初步清理。包括2组以上的校直轮组及安装它们的机架。线材进入清洁室后,首先被第1组滚轮左右校正,使本来因盘卷而弯曲的线材在第一组滚轮的前后碾压之下得到初步的校直;线材通过第二组轮,经过上下有一定弧度的弯曲,对线材的金相有一定的改善,表面因不同方向的拉伸和收缩,可使部分锈蚀及附着力不强的其他污物脱落,完成初步的剥壳。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-3.jpg>
图3 剥壳装置
1.2.2 表面清洁装置
由2个以上的刷子组成,布置在线材的两侧,刷子由电机驱动,以合适的速度旋转,按照一定的顺序布置。钢刷的材质为金属,如果材质过硬或压在线材上的力较大,会在线材表面留下划痕,影响产品的表面,可能造成最终产品的不合格或品质下降,刷子材质过软或压线材力过小有可能达不到表面清洁的要求,所以具体的形式需要经过试验验证。电机及刷子需要采购,其他的需要自行设计加工。它的作用是用物理的方法尽可能去除线材表面的锈蚀,为后续工艺做准备。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-4.jpg>
图4 表面清洁装置
1.2.3 空化喷嘴
空化喷嘴是组合使用的,固定在线材的不同方向,向线材同时喷射空化水流,水流涵盖线材横截面的整个圆周,不可有死角。要实现这个目标,首先保证喷嘴数量,最少是2个。喷嘴在工作时还要可以在一定的角度内来回转动。它的作用就是利用产生的空化水流,不断地冲击线材的四周,达到深度除去锈蚀的功能。
具体的喷嘴数量以及喷嘴是否需要转动还要根据实验装置的效果来定,实验装置中需要为可能的设置留有接口。
空化射流除锈是用水作为除锈介质的,所以整个过程会产生很多混有铁锈及其他杂质的污水,这部分污水需要收集起来,一是减小环境污染,二是为了循环利用。所以这部分应当处于相对封闭的腔体内,这就是清洗室。清洗室有线材进出口,可以固定空化喷嘴,有为喷嘴提供高压水的入水管道,还有收集产生废水的回流水道,如图5所示。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-5.jpg>
图5 空化喷嘴
1.3 烘干室
烘干室由风机、热风嘴、导入嘴、导出嘴及密闭的烘干室组成。烘干室可以营造一个个封闭的环境,将热风嘴产生的热量圈禁其中,内部的温度较高,线材在上一道工艺粘连在其表面的水分在这里烘干。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-6.jpg>
图6 烘干室示意图
如图6所示,热风嘴中有加热装置,当循环风机将热风送入热风嘴后,空气带走加热装置的热量,吹向穿嘴而过的线材,气化附着在线材表面的水分。烘干室是一个密闭的空间,出入口各安装一个金属管,可以通过线材控制热量流失。循环风机应安装在烘干室的外面,一端通过管路与室内连接,另一端有管路接到加热嘴。
1.4 清洗水回流及初步净化设施
净化设施由篦子、管路、除铁器及沉淀池组成。清洁室内冲洗完的污水通过回流嘴沿管路回流,中间有磁性除铁器,将污水中的部分铁锈去除,污水继续流入沉淀池。在沉淀池中加入一些絮凝剂,经过重力沉淀,上部相对清澈的水溢流到清水池就可以继续使用了。这道工序可以节约大量的水资源,有利于环境保护。
1.5 加压泵
提供产生射流的压力,一般是柱塞泵。加压泵的出口通过高压管连接到空化射流喷嘴,入口前需要安装一个目数较高的过滤器作为精滤器,保护柱塞泵。精滤器通过管路连接到一个粗滤器,粗滤器被放置在清水池中,可以方便汲水,粗滤器可以过滤掉水中较大的杂物,其作用一是保护精滤器,二是提高效率。
1.6 拉丝装置
线材通过拉丝装置实现变径。它的原理是线材通过一个直径由粗变细的合金部件,在收卷机构提供强力拉拽之下,线材被挤压塑性变形,直径由粗变细。如果一次变径不能满足要求,可以多次重复此工序,直至达到要求为止(图7)。
1.7收卷机构
提供线材变径的动力,并使变径后的线材成卷,方便运输。
2 关键技术
2.1 喷嘴的作用及要求
整套方案的关键技术就在于空化喷嘴,喷嘴的性能,结构合理与否直接关系到使用寿命及除锈效果的好坏。一部分资料也有对空化射流喷嘴的形式有所提及,只是应用场所不同,有一定的借鉴意义。
喷嘴是水射流发生装置的执行元件,喷嘴的作用是通过喷嘴内部的孔横截面的收缩,将流经喷嘴的高压水的能量聚集,并转化为动能,然后以高速度向外射出,以产生对工件的有效冲击作用,使得线材上铁锈及各种污染物脱落,从而达到清洗工件的目的。
喷嘴直接影响到水射流的品质和效率,为了能够达到有效清洗工件上污染物的目的,相对理想的喷嘴应该满足以下几个条件:
①从喷嘴射出的水束能够有效地将压力转化为对工件污染物的冲击力;
②水射流流畅,不容易产生堵塞的现象;
③在能够有效清洗的前提下,尽可能使水耗达到最低;
④在能够有效清洗的前提下,保证喷嘴拆卸方便,并尽可能降低制造成本;
⑤喷嘴的压头损失应尽可能地小,并能够产生稳定的水射流,以利于对工件污染物的清洗。
对于不同形式的喷嘴,所产生的清洗效果也不同,因而我们需要合理地选择喷嘴的形式,从喷射出的水束的形状来看,我们可以将喷嘴分为针形喷嘴和扇形喷嘴,研究表明在高压冲洗状况下,针形喷嘴比扇形喷嘴的冲洗效果好。为了突出空化喷嘴的优势,因此我们选用冲洗效果好的针形喷嘴来与之进行对比实验。
2.2 喷嘴的结构及参数
喷嘴的结构参数主要包括:喷嘴出口孔直径、喷嘴出口孔长径比、入口角和出口角等。针形的喷嘴的模型和空化喷嘴模型如图8所示。
2.2.1 喷嘴出口孔直径
设计一个喷嘴,我们首先要选定的就是喷嘴出口孔的直径,它是确定其他参数的依据[3]。一般地,我们选定出口孔直径时,主要考虑两个因素,水耗的多少和喷嘴是否会有堵塞的危险。而这两个因素成对立关系,即孔径越大水耗相应的就越大,堵塞的危险性越低;孔径越小,堵塞的危险性越高,而相应的水耗越小。结合这两个因素,设计喷嘴时,我们主要以降低水耗为目的,所以尽量取小直径的喷嘴,而堵塞的危险性,我们可通过过滤进水等措施来实现。
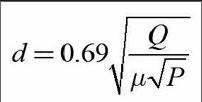
孔径关于射流流量和射流压力公式:
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-...jpg>
这个公式计算的结果,可以通过图9具体地表现出来。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-9.jpg>
图9
从图9中我们可以看到,孔径d对射流流量Q有一个临界值d0,当d<d0时,射流流量Q随d增加的较为缓慢;当d>d0时,射流流量Q随d增加急剧上升,这在高压条件下表现得更为明显。所以我们在设计喷嘴时,出口孔径d应尽量接近临界值d0,因为当d过小时,这增加了堵塞的危险,当d过大时将增加水耗,结合喷嘴模型图与计算公式我们取孔径的d=1,这样一来,我们在降低水耗的同时,也降低了堵塞的危险性。
2.2.2 喷嘴出口孔的长径比
所谓长径比就是喷嘴的圆柱段的长度与孔径的比值,我们用来Z/d表示。它是影响射流状态的一个重要参数,流动系数和流动阻力都受到它的影响。通过它的大小,我们可以知道喷孔是薄壁喷孔还是细长喷孔,流体经过这两种喷孔时所出现的流动状态不同,由流体力学原理我们知道,细长孔具有相对较高的流量系数,故而有较高压力能,即较高的喷射能量转换效率。相关实验研究表明喷孔的长径比f/d取4较为合理。
2.2.3 喷嘴的入口角和出口角
喷嘴的入口角是决定喷嘴流动阻力的主要因素,根据相关机构大量实验研究表明:喷嘴的入口角过小,射流的密集性就降低,并且增加了喷嘴的轴向尺寸;入口角过大,出口边界层的厚度就降低,因而射流的密集性也随着入口角的增加而降低。由此我们可以知道入口角应该有一个最佳值。入口角过大或过小都会增加流动阻力,影响到流动阻力也就影响到流动系数[4]。流动系数μ与入口α角口关系曲线图如图10所示。
<E:\123\中小企业管理与科技·下旬刊201611\1-197\66-10.jpg>
图10 流动系数μ与入口α角口关系曲线图
由图10我们可以知道,在波峰处喷嘴的流量系数最大,其值大约为μ=0.96,与其相对应的入口角的大小约为α=13.5°。考虑到喷嘴的加工要求,我们建议采用入口角α=30。针形喷嘴我们不设计出口角,只对空化喷嘴设计一个出口角,根据现有的实验结果我们选用出口角为60°。
2.3 喷嘴最终模型
通过以上的分析与设计,结合具体实验环境和加工条件,我们将针形喷嘴和空化喷嘴的外形设计如图11所示。
3 结束语
针对标准件清洗行业的需求,本文设计了一种基于空化射流技术的标准件清洗系统,包括盘圆释放装置、清洁剥壳装置、烘干装置和收卷装置。应用空化射流技术,通过对空化喷嘴的结构和参数的研究,实现对标准件的清洗,无论在清洗效果、清洗效率及节能环保方面都远优于传统用设备的清洗模式。
参 考 文 献
[1] 林百春.不锈钢表面处理:酸洗、钝化与抛光[J].材料开发与应用,2006(3):36-39.
[2] 催温霞,等.铝盐絮凝剂及其环境效应[J].工业水处理,1998,18(3):6-8.
[3] 王起棣,张慧生.表面张力对固壁近旁空化气泡溃灭特性的影响[J].复旦学报(自然科学版),2003,42(2):201-207.
[4] 张凤华,张晓琪,唐川林,杨林,廖振方.淹没水射流空化发生的动力判据[J].水动力学研究与进展,2002,17
(4):460-466.
