SUMITEN610F-TMC钢焊接接头消氢及消应热处理比对分析
2016-11-18陈忠敏
陈忠敏
(中国水利水电第十四工程局有限公司,云南昆明650032)
SUMITEN610F-TMC钢焊接接头消氢及消应热处理比对分析
陈忠敏
(中国水利水电第十四工程局有限公司,云南昆明650032)
SUMITEN610F-TMC钢属低碳高强度钢,强度等级610 MPa,高强钢焊接工艺参数的合理性至关重要。本文通过在相同焊接方法、焊接条件及焊接参数下,采取分组焊接工艺评定比对,进行拉伸、冲击、弯曲、硬度及宏观金相试验,分析及评估消氢及消应焊后热处理对SUMITEN610F-TMC钢的焊接接头综合机械性能的影响,为该材料的焊后热处理选择提供施工经验与技术借鉴。
SUMITEN610F-TMC钢;焊接接头;消氢及消应热处理;比对分析
1 引言
科卡科多辛克雷(Coca codo Sinclair简称CCS)水电站工程共布置2条压力管道,1管4机,主管进口内径5.2m,支管出口内径2.6m,工程量约为10000t,其中岔管管壁最厚88 mm,肋板最大厚度170 mm。压力钢管材料采用日本住友金属工业株式会社SUMITEN610钢,钢板厚度100 mm以下按TMCP(控温控轧)状态交货,材料牌号SUMITEN610F-TMC;钢板厚度100 mm以上按QT(调质)状态交货,材料牌号SUMITEN610Z。该材料含碳量、碳当量及裂纹敏感性低,焊接性能好,强度等级610 MPa。
CCS电站主合同约定:该电站所有设计及施工项目均采用美国技术标准。SUMITEN610钢未收集在ASME规范材料标准中,无法对应规范中的钢板类别号,焊后热处理的选择无技术标准可供参考。施工前,业主及咨询要求钢管所有对接焊缝进行600℃×2 h焊后热处理消应(PWHT),中国承建方建议高强钢不宜做焊后热处理消应[1],焊后消氢处理可以一定程度减小高强钢的焊接残余应力[2],在选取相互匹配的焊材和合适的焊接工艺情况下,进行200℃×2 h的消氢后热处理,即可获得合格的焊接接头。但业主及咨询坚持己见,无法说服。
经与业主及咨询协商,采取分组焊接试验比对方法决定是否进行焊后高温热处理:相同焊接方法、焊接条件及焊接参数下在试板上施焊,焊后1组进行200℃×2 h的消氢处理,另1组进行600℃×2 h热处理消应,消氢及消应处理采用履带式电加热块加热,焊接试块加工后在厄瓜多尔基多工业大学进行拉伸、冲击、弯曲、硬度及宏观金相试验。
本文依托CCS水电站焊接工艺评定试验,对SUMITEN610F-TMC钢焊接试板的焊缝及热影响区进行力学性能试验比对,分析及评估消氢及消应热处理对焊接接头综合性能的影响,为该材料的焊后热处理选择提供施工经验与技术借鉴。
2 焊接工艺评定试验项目及方法
焊接方法采用焊条电弧焊(SMAW)、气体保护焊(GMAW)及埋弧焊(SAW)三种方法分别施焊,母材SUMITEN610F-TMC,焊接材料为日铁住金溶接工业株式会社焊材:NITTETSU L-62CF(焊条)、NITTETSU Y-204B(埋弧焊丝)、NITTETSU YM-60C(气保焊丝)。焊接工艺评定试验项目见下页表1,评定方法及检测标准按ASME《锅炉及压力容器规范第Ⅸ卷焊接和钎焊评定》及ASTM E18《金属材料洛氏硬度的标准试验方法》执行,评定项目为拉伸、弯曲、冲击、硬度及宏观金相。
3 试验对比分析
对接坡口试验的取样位置见下页图1,试样加工后进行力学性能试验,根据基多工业大学的技术报告,进行各项试验对比分析。
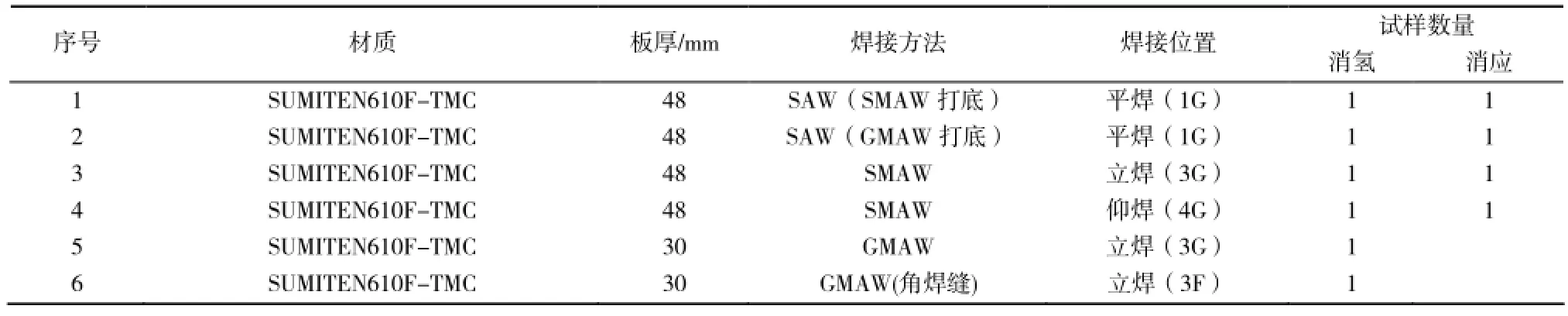
表1 焊接工艺评定试验项目
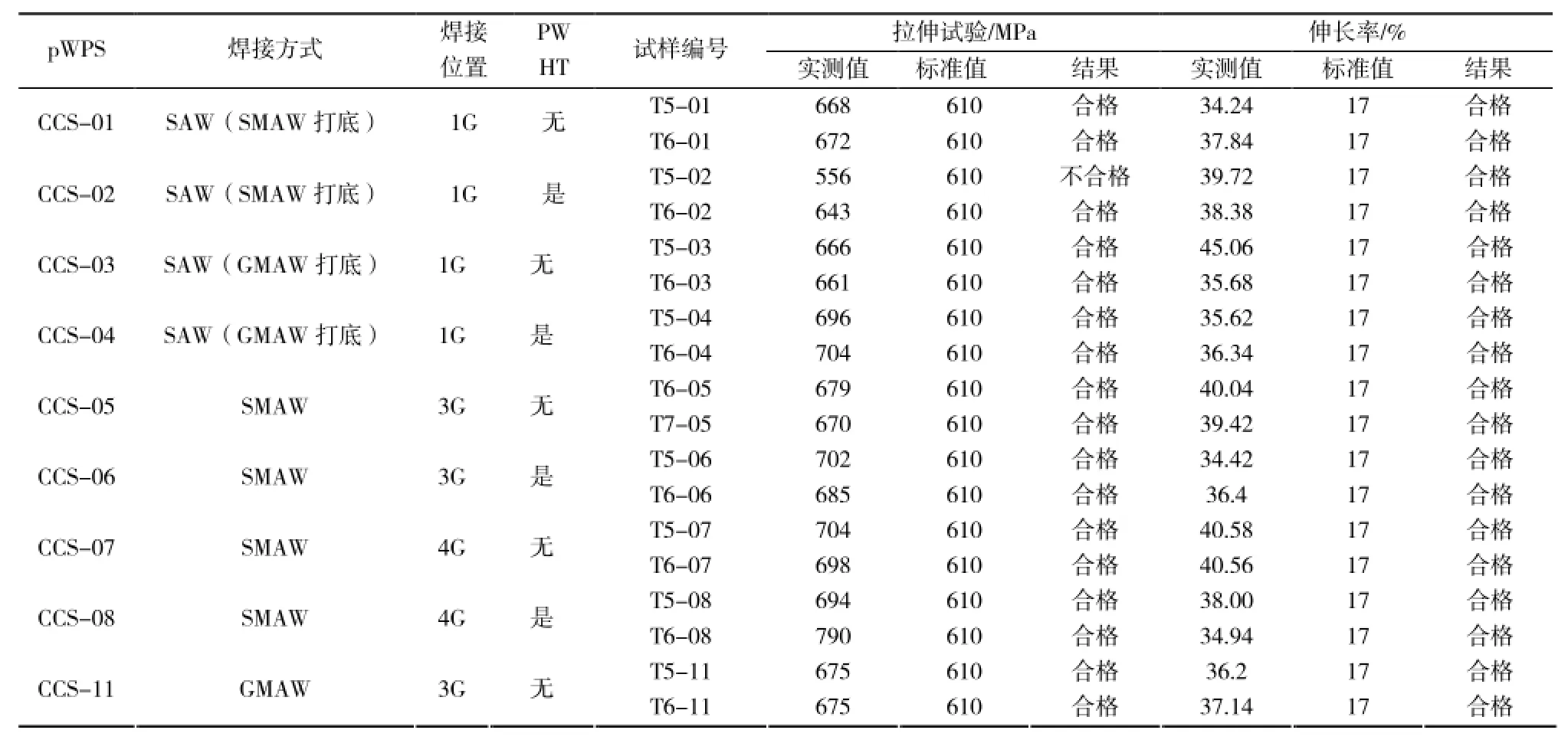
表2 拉伸试验数据与结果
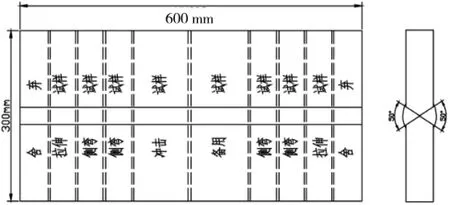
图1 对接坡口焊取样位置图
3.1拉伸试验
拉伸试验检测按ASME第Ⅸ卷QW-150执行,试验数据及结果见表2。
除02组的拉伸强度不合格外,其他组号的拉伸试验均合格。为避免试验出现偶然因素,对01及02组再次补充取样进行拉伸试验对比,01组号拉伸试验实测值分别为690 MPa、802 MPa;02组号实测值分别为578 MPa、585 MPa,补充试样的拉伸试验依然是02组不合格,排除了试验发生的偶然因素。
数据分析:试验数据说明试样进行焊后热处理消应后,拉伸强度敏感度高,强度波动大,稳定性差。拉伸试验对比情况见图2所示。
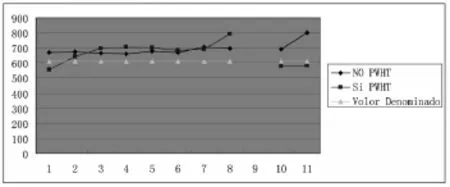
图2 拉伸试验对比示意图
3.2弯曲试验
弯曲试验检测按ASME第Ⅸ卷QW-160执行,试验结果为所有试样的导向弯曲试验均合格。
试验分析:焊后热处理消应对试样弯曲无明显影响。
3.3冲击试验
冲击试验检测按ASME第Ⅸ卷QW-170执行,试验数据及结果见下页表3及表4。
数据分析:在0℃及-20℃时,消氢处理的试样冲击韧性均比热处理消应的试样高,表明热处理消应对试样的冲击韧性有显著的下降,数据比对情况见图3~图6。
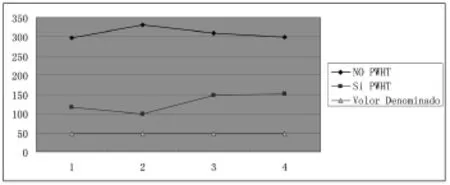
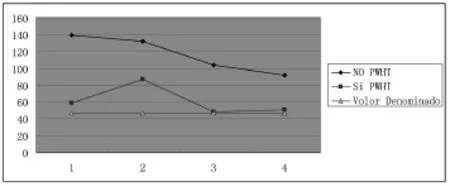
图4 -20℃韧性试验(焊缝区)数据对比图
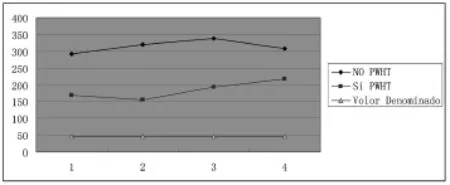
图5 0℃韧性试验(热影响区)数据对比图

图6 0℃韧性试验(焊缝区)数据对比图
3.4硬度试验
硬度试验检测按ASTM E18《金属材料洛氏硬度的标准试验方法》执行,分别在母材、热影响区、焊缝区进行硬度测试,每组试样测试3行13列,根据测试数据绘图,见图7~图10。
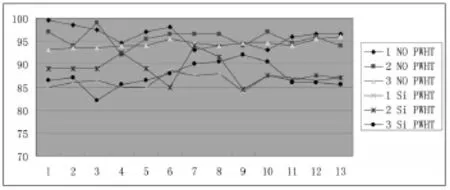
图7 01与02组的硬度对比图
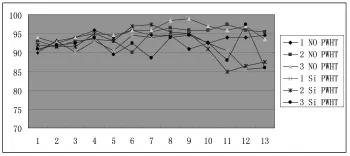
图8 03与04组的硬度对比图
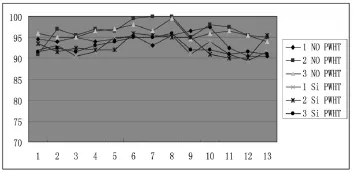
图9 05与06组的硬度对比图
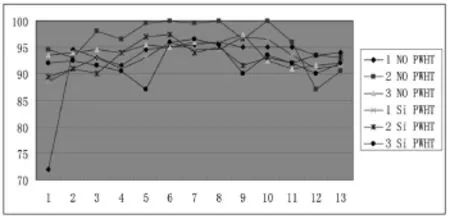
图10 07与08组的硬度对比图
数据分析:根据图7~图10所示,显而易见,焊后热处理消应后的试样硬度有所降低。
3.5宏观金相检验
宏观金相检验按ASME第Ⅸ卷QW-183执行,检验情况为所有试样的焊缝与母材基体熔合较好,焊缝区域未发现缺陷,其中第10组试样的焊缝完好,第2组试样的断裂位置发生在基体与焊缝熔合处,其他试样断裂位置发生在基体材料处。
数据分析:宏观金相显示,所有的完整焊缝试样中母材与焊接材料熔合良好,在焊缝区域无任何缺陷存在。但02组拉伸试验的断口位置在母材与焊缝之间的熔合处,且低于母材抗拉强度,说明试样拉伸
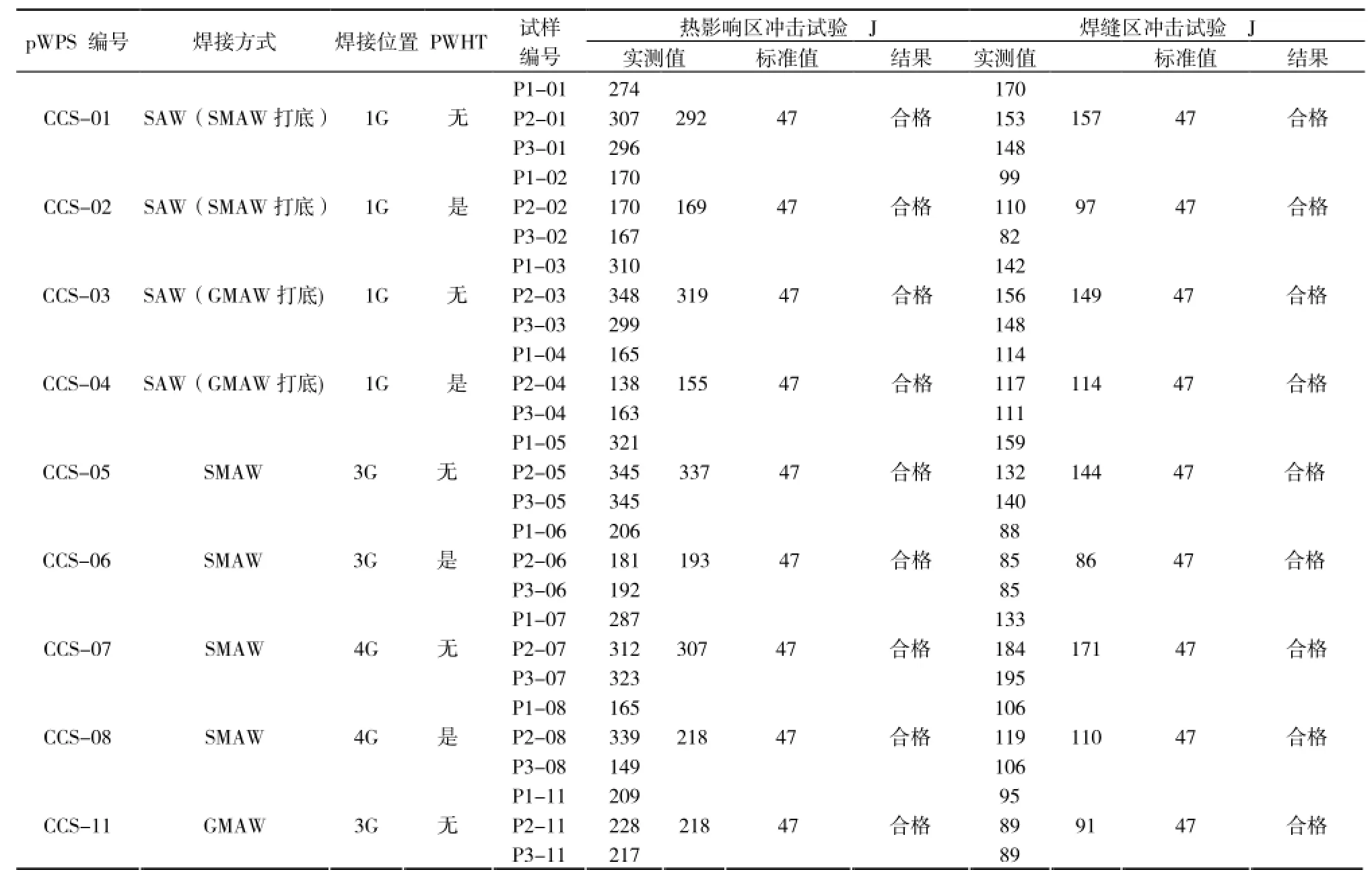
表30 ℃冲击试验数据与结果
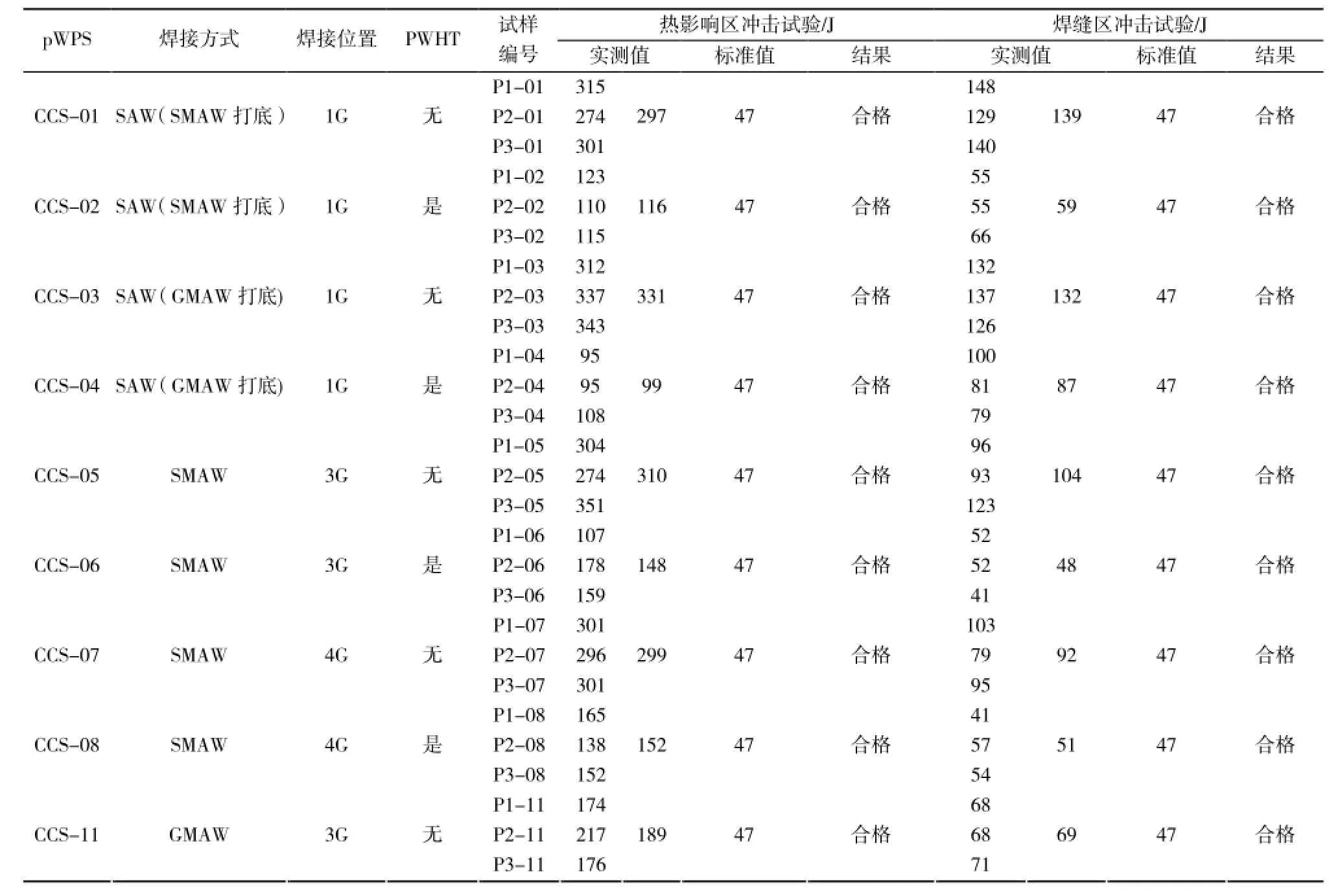
表4 -20℃冲击试验数据与结果
强度对热处理消应敏感性高且波动较大。
4 结论
通过焊接工艺对比试验,结论如下:
(1)SUMITEN610F-TMC钢在选取相互匹配的焊材和合适的焊接工艺情况下,进行200℃×2h的消氢处理,即可获得合格的焊接接头。
(2)在相同焊接参数条件下,焊后消氢处理比热处理消应的焊接接头性能好。实施热处理消应后,焊接接头性能降低,主要体现为抗拉强度敏感性高且波动较大,冲击韧性显著降低。
(3)为保证良好的焊接接头性能,规避导致焊接接头强度不稳定及韧性降低的风险,SUMITEN610F-TMC钢焊接后不宜实施焊后热处理消应。
(4)焊接工艺评定(消氢处理状态下)试验各项指标均合格;预焊接工艺规程通过焊接工艺评定验证,具备正确性及指导性。
通过焊接对比试验实践证实:高强钢当做焊后热处理消应时,温度控制不好,很容易超过钢的调质回火温度或控轧终了温度,改变其金相组织,从而恶化其性能[1]。最终CCS水电站压力钢管焊接只进行200℃×2 h的消氢处理,未进行600℃×2 h的热处理消应,在保证焊接质量的前提下,优化焊接工艺参数,有效提高劳动生产率,施工速度得到显著提高。
[1]GB 50766-2012水电水利工程压力钢管制作安装及验收规范[S].
[2]薛翠翠,李振岗,张建勋.焊后消氢处理工艺对高强钢焊接残余应力的影响[J].焊管,2013(10).
TG40
B
1672-5387(2016)09-0049-05
10.13599/j.cnki.11-5130.2016.09.017
2016-06-03
陈忠敏(1970-),女,高级工程师,从事水工金属结构制造及安装工作。