厌氧处理纤维素乙醇废水产甲烷动态研究
2016-11-18郭宏山李宝忠陈天佐中国石油化工股份有限公司抚顺石油化工研究院辽宁抚顺113001
张 蕾,郭宏山,李宝忠,陈天佐,朱 卫(中国石油化工股份有限公司抚顺石油化工研究院,辽宁抚顺113001)
厌氧处理纤维素乙醇废水产甲烷动态研究
张蕾,郭宏山,李宝忠,陈天佐,朱卫
(中国石油化工股份有限公司抚顺石油化工研究院,辽宁抚顺113001)
以纤维素乙醇废水为研究对象,在底物COD与接种物VSS的质量比分别为0.13、0.27、0.40、0.54,初始COD分别为5、10、15、20 g/L的条件下进行了BMP测试。结果表明:厌氧发酵30 d后各样品的BMP测试结果分别为37.7、81.2、114.2、153.0mL/gVSS,厌氧生物可降解率RA在80%以上。利用修正的Gompertz模型对累积产甲烷量进行非线性拟合,模型可以准确地预测出不同初始有机负荷下的最大产甲烷速率、厌氧启动延滞期以及合适的停留时间。BMP测试结束后,测得COD去除率达到80%以上,pH和碱度均显著提高。
厌氧处理;纤维素乙醇废水;产甲烷潜力
以秸秆等农林废弃物为原料的纤维素制乙醇技术,符合我国绿色低碳和节能减排的战略,也符合中石化“发展绿色产业,走低碳发展道路”的企业发展战略。纤维素燃料乙醇作为生物燃料乙醇的未来发展方向,对国家能源多元化供应和温室气体减排具有积极的推动作用〔1〕,具有可再生和环境友好等双重属性,是唯一可存储和运输的可再生能源〔2〕。
发酵法生产纤维素乙醇所产生的剩余精馏废液即是纤维素乙醇生产废水。与玉米等粮食燃料乙醇废水相比,纤维素乙醇废水中不仅含有发酵过程产生的乳酸、乙酸、甲酸、丁酸等易生物降解的小分子有机酸〔3〕,还含有纤维素原料在水解过程中产生的溶解性木质素、糠醛、呋喃、酚等难生物降解有机物〔4〕,这些中间产物在很大程度上会抑制厌氧微生物活性,使厌氧生物处理出现各种各样的问题。因此,采用厌氧生物法处理此类高浓度纤维素乙醇废水时,有必要将纤维素乙醇废水进行适当稀释。选取合适的进水浓度,以及进水浓度与厌氧微生物之间的比例,是提高厌氧处理效率及能源回收效率的关键因素。
厌氧产甲烷过程与厌氧生物处理对COD的去除息息相关,而目前关于初始有机负荷与厌氧产甲烷和COD去除率三者之间的机理研究和预测的相关报道较少。本研究以纤维素乙醇废水为例,将废水稀释不同浓度后进行批次厌氧生物处理实验,并对累积产甲烷量进行非线性回归,得到不同浓度下厌氧处理纤维素乙醇废水产甲烷的关键参数。结合批次实验前后水质的分析结果,该项研究可为厌氧处理纤维素乙醇废水的工业化设计提供理论参考。
1 材料与方法
1.1试验材料
纤维素乙醇废水取自肇东纤维素乙醇生产中试现场,水质分析结果:COD 63 100mg/L,BOD530 200 mg/L,氨氮0,总磷46mg/L,硫酸盐5 430mg/L,硫化物1.26mg/L,pH 4.36。
厌氧发酵的接种污泥取自山东德州保龄宝制糖有限公司水处理车间的颗粒污泥,其理化性质:尺寸3.1~6.0mm,TS 12.67%,VS 11.18%,沉淀速度133.1 m/h,不完整系数0.03,辅酶F420 0.147μmol/gVSS。
1.2试验装置
采用全自动甲烷潜力测试系统二代(AMPTS-Ⅱ)进行中温批式厌氧消化实验。该装置主要由厌氧发酵单元、吸附单元和气体计量单元组成。在厌氧发酵单元中,装有反应底物的发酵瓶容量为500mL,带有机械搅拌装置。吸附单元装有80mL含有酚酞指示剂的3mol/LNaOH溶液,用以吸附厌氧消化过程中产生的CO2和H2S等酸性气体。在气体计量单元中,默认收集的气体是甲烷。
1.3试验方法
在BMP(BiochemicalMethane Potential,产甲烷潜力)测定中,为了获得较为理想的甲烷生成潜力,需要维持发酵瓶内的pH、营养液、微量元素以及碱度等各项指标在一个适宜的范围内,以保证良好的厌氧发酵环境〔5〕。试验前向纤维素乙醇废水中投加NaOH调节pH至7.0,并按照m(C)∶m(N)∶m(P)= 500∶5∶1投加氯化铵和磷酸二氢钾,使废水营养均衡,满足厌氧发酵的必要条件。将稀释不同浓度的纤维素乙醇废水与100 g接种污泥按照质量比3∶1进行混合,在37℃条件下进行厌氧中温发酵,物料配比如表1所示。
表1 纤维素乙醇原水与接种污泥配比
物料按配比装进反应瓶后,手动摇匀,然后利用橡胶塞将瓶口封住,连接机械搅拌,再将瓶子装进37℃的恒温水浴锅。采用聚乙烯软管将试验装置的各个单元连接起来,充氮气2~3min吹扫发酵瓶内液面上部的空气,使其保持厌氧环境。开启连续搅拌,搅拌强度为80 r/min,启动试验。试验结束后,从电脑中导出标况状态下的产气数据。
1.4分析方法
(1)水样常规分析。COD:重铬酸钾法;BOD5:稀释接种法;pH:PP-15-P11专业型酸度计;NH3-N:蒸馏-中和滴定法;总磷:钼酸铵分光光度法。
(2)厌氧颗粒污泥分析。总固体(TS)、挥发性固体(VS):重量法;污泥尺寸、沉淀速度、不完整系数:参照参考文献〔6〕。辅酶F420:紫外-可见分光光度法〔7〕。
(3)数据处理与分析。BMP试验中的累积CH4产量采用修正的Gompertz模型回归分析〔8〕,利用OriginPro8.0软件进行数据非线性拟合及绘图。
2 结果与讨论
2.1总体产甲烷潜力
通过BMP测试可得到废水中的有机污染物在厌氧发酵过程中可能转化为甲烷的数量。根据CH4与COD的转化关系,标准状态下厌氧处理1 g COD理论上可以产生350mL的CH4。厌氧生物可降解率RA为BMP测试中实际产甲烷量与理论产甲烷量的比值,用以评价废水的厌氧生物降解程度〔9〕。本次中温厌氧发酵共进行了30 d,试验结果见表2。
表2 不同初始有机负荷下纤维素乙醇废水的BMP测定结果
由表2可知,在底物COD与接种物VSS的质量比分别为0.13、0.27、0.40、0.54,初始COD分别为5、10、15、20 g/L的条件下,厌氧发酵30 d后各样品的BMP测试结果分别为37.7、81.2、114.2、153.0 mL/gVSS,呈逐渐升高的趋势。各样品的厌氧生物可降解率RA均在80%以上,说明纤维素乙醇废水易于厌氧生物处理。当废水初始COD为10 g/L,底物COD与接种物VSS的质量比为0.27时,其RA达到最大,为86.5%,此时废水的厌氧生物处理效率最高。
2.2不同初始负荷对甲烷产量的影响
图1~4描述了厌氧发酵48 h内纤维素乙醇废水在不同初始有机负荷下的甲烷产量随时间的动态变化。
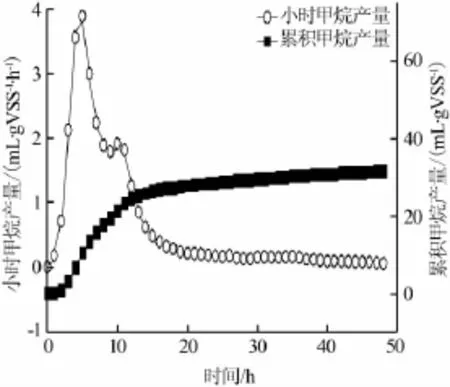
图1 底物COD与接种物VSS质量比为0.13下的产甲烷动态趋势
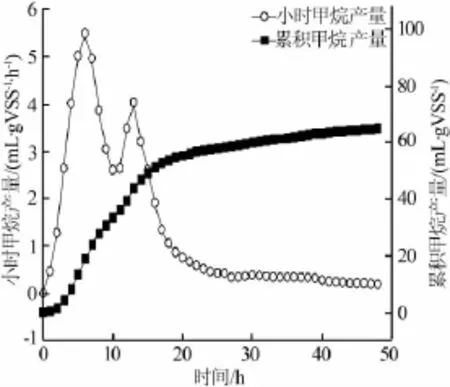
图2 底物COD与接种物VSS质量比为0.27下的产甲烷动态趋势

图3 底物COD与接种物VSS质量比为0.40下的产甲烷动态趋势
试验结果表明,不同初始有机负荷下的纤维素乙醇废水在厌氧发酵初期迅速产甲烷。在底物COD与接种物VSS的质量比分别为0.13、0.27、0.40、0.54,初始COD分别为5、10、15、20 g/L的条件下,厌氧发酵48 h的累积产甲烷量分别为31.5、65.0、91.5、121.1mL/gVSS。累积产甲烷量随初始有机负荷的递增呈梯度增长,这表明在此负荷范围内厌氧发酵没有显著的抑制情况。由于纤维素乙醇废水在发酵制乙醇的阶段就已经得到了充分的酸化,因此厌氧处理阶段不经历水解过程,主要是甲烷化的过程,所以产甲烷速度较快。
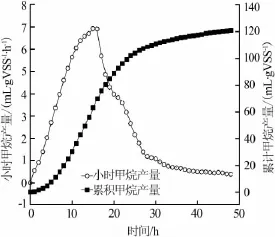
图4 底物COD与接种物VSS质量比为0.54下的产甲烷动态趋势
小时甲烷产量随着反应时间的增加开始迅速增大,到达最大值后逐渐下降,待产气结束后达到最低。当底物COD与接种物VSS的质量比为0.13,初始COD为5 g/L时,BMP-1样品在反应第5小时出现了产甲烷峰值,其值为3.89m L/(gVSS·h),随后产甲烷速率迅速下降。BMP-2和BMP-3样品的小时甲烷产量有2个明显的产甲烷峰值,第1个峰值出现的时间早,且明显高于第2个峰值,说明这一阶段的产甲烷速率较大,主要是产甲烷菌快速利用发酵生成的溶解性有机酸所致;随着底物浓度的不断消耗,之后的产气速率逐渐回落,出现第2个产气峰值,这一阶段废水中剩余有机物的水解是产甲烷速率的限速步骤〔10〕;随后产气过程进入缓慢产气阶段,产气几乎趋于停止,没有明显的产气峰值,这一阶段的产气主要是由水中难降解的有机物贡献所致。在较高的初始有机负荷下,当底物COD与接种物VSS的质量比为0.54,初始COD为20 g/L时,BMP-4样品只出现了1个更高的产甲烷峰值,为6.92 mL/(gVSS·h)。W.Zhang等〔11〕在以猪粪为发酵原料的研究中发现,产甲烷过程出现的峰值数量以及峰值大小主要取决于底物组分的性质。
2.3不同初始负荷下厌氧消化动力学分析
为了科学地表征不同初始负荷对纤维素乙醇废水厌氧产甲烷过程的影响,本研究采用描述生长规律的S型曲线Modified Gompertz(MG)方程〔见公式(1)〕,对累积产甲烷数据做非线性回归模拟。

式中:Y(t)——标况下时间t时刻的累积产气量,mL;
Am——标况下最大累积产气量,mL;
Bm——标况下最大产气速率,mL/h;
α——发酵启动滞留时间,h。
将主要产气阶段前48 h内的累积产甲烷数据带入修正的Gompertz方程,得到模型参数,见表3。

表3 修正的Gompertz方程的模型参数与相关生物学参数及分析
由表3可以看出,R2均大于0.9,说明修正的Gompertz方程能够较好地反映纤维素乙醇废水厌氧产甲烷的规律。随着初始有机负荷的提高,其最大产甲烷速率常数Umax呈升高趋势,当底物COD与接种物VSS的质量比为0.54,初始COD为20 g/L时,Umax达到最大,为158.0mL/(gVSS·d)。较高初始负荷条件下的启动滞留时间α值(5.33 h)明显高于较低初始负荷下的α值(1.43、1.81 h),这是由于在较高负荷下,纤维素乙醇废水中的有毒物质对厌氧微生物产生了抑制作用,厌氧微生物需要一定的适应期才能达到较高的活性。Umax对应的反应时间Tmax是厌氧产甲烷峰值出现的时间,废水在厌氧发酵过程中首先经历一段启动滞留期,产甲烷速率逐渐增加到达顶点后,开始以对称的形态下降,说明厌氧发酵启动到达最大产气速率所需的时间与产气峰值逐渐降低至产气结束所需的时间大致相当。因此,不同初始负荷下的纤维素乙醇废水厌氧处理的最佳停留时间是Umax对应的时间Tmax的2倍。
2.4试验结束后发酵液的特性分析
BMP试验连续运行30 d后结束,对各样品中的发酵液进行了采样分析,结果见表4。
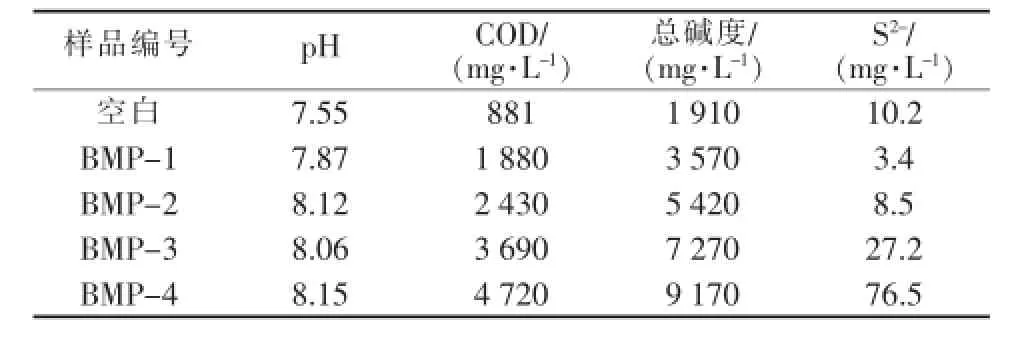
表4 厌氧发酵结束后发酵液分析结果
综合比较BMP试验前后的水质变化,试验结束时BMP-1~BMP-4样品的COD去除率分别为80%、84.5%、81.3%和80.8%,与厌氧生物降解率RA值相吻合,说明BMP测试中根据实际累计产甲烷量与理论产甲烷量比值计算得出的RA值可以很好地反应废水的厌氧生物降解性,因此,厌氧发酵过程中通过监测得到的生成甲烷气体的量可以实时动态地反映出厌氧处理有机物的程度。pH和碱度在厌氧处理后均呈升高的趋势。郑育毅等〔12〕的研究表明,在发酵过程产生的TVFA降解生成甲烷的过程中,发酵液的pH逐渐增加,达到上限8.14后,产甲烷过程逐渐停止。纤维素乙醇废水的初始有机负荷越高,BMP测试结束时其发酵液的pH也相应提高,这表明厌氧发酵过程中甲烷化的过程较为完全。另外,纤维素乙醇废水中含有较多的硫酸盐,在厌氧发酵中被转化为S2-,尤其当厌氧处理的进水浓度过高时,生成的S2-的量不可忽视。陆慧峰等〔13〕的研究表明,对于高浓度含硫酸盐的废水,采用低浓度高流量的方式更易使反应器获得高效,因此,厌氧处理纤维素乙醇废水不宜采用过高的进水浓度。
3 结论
(1)以纤维素乙醇废水为研究对象,在底物COD与接种物VSS的质量比分别为0.13、0.27、0.40、0.54,初始COD分别为5、10、15、20 g/L的条件下进行了BMP测试。结果表明:累积产甲烷量主要集中在前2天内,继续延长厌氧发酵的停留时间对累积产甲烷量的提高意义不大,总体产甲烷潜力分别为37.7、81.2、114.2、153.0mL/gVSS。纤维素乙醇废水属于易厌氧生物降解废水,各样品的厌氧生物降解率RA差别不大,均在80%以上。
(2)利用修正的Gompertz方程从原理上阐述了不同初始有机负荷下厌氧处理纤维素乙醇废水的产甲烷动态变化规律,预测结果可以指导厌氧处理纤维素乙醇废水对进水浓度、有机负荷及停留时间等关键运行参数的选取。
(3)BMP试验结束后,废水COD去除率达到80%以上,pH和碱度显著提高,厌氧甲烷化程度较为彻底。当进水COD过高时,废水对厌氧处理的抑制性增强,应考虑适当的预处理。
[1]林海龙,武国庆,罗虎,等.我国纤维素燃料乙醇产业发展现状[J].粮食与燃料工业,2011(1):30-33.
[2]Dodder R S,Kaplan PO,Elobeid A,et al.Impact of energy prices and cellulosic biomass supply on agriculture,energy,and theenvironment:An integrated modeling approach[J].Energy Economics,2015,51:77-87.
[3]Liu Zhidan,He Yanhong,Shen Ruixia,etal.Performanceandmicrobial community of carbon nanotube fixed-bed microbial fuel cell continuously fed with hydrothermal liquefied cornstalk biomass[J]. Bioresource Technology,2015,185:294-301.
[4]Yao Lan,Yue Jun,Zhao Jian,etal.Application ofacidicwastewater from monosodium glutamate process in pretreatment and cellulase production forbioconversion of corn stover:Feasibilityevaluation[J]. Bioresource Technology,2010,101(22):8755-8761.
[5]Wang Bing,Strömberg S,LiChao,etal.Effectsofsubstrate concentration onmethanepotentialand degradation kineticsinbatchanaerobic digestion[J].Bioresource Technology,2015,194:240-246.
[6]刘永红.工业厌氧颗粒污泥自固定化过程中流体力学[M].西安:西安交通大学出版社,2011:101-108.
[7]胡纪萃,周孟津,何苗,等.废水厌氧生物处理理论与技术[M].北京:中国建筑工业出版社,2003:323-325.
[8]Zwietering M H,Jongenburger I,Rombouts FM,et al.Modeling of the bacterial growth curve[J].App lied and Environmental Microbiology,1990,56(6):1875-1881.
[9]张胜利,刘丹,王艳捷,等.CODCH4/COD值评价垃圾渗滤液厌氧可生化性的研究[J].环境科学与技术,2011,34(8):134-138.
[10]董慧峪,季民.剩余污泥厌氧消化甲烷生成势与产甲烷菌群多样性的比较研究[J].环境科学,2014,35(4):1421-1427.
[11]ZhangW,Lang Q,Wu S,etal.Anaerobic digestion characteristics of pigmanures depending on variousgrowth stagesand initialsubstrate concentrations in a scaled pig farm in Southern China[J].Bioresource Technology,2014,156(2):63-69.
[12]郑育毅,林鸿,罗鸿信,等.污泥与餐厨垃圾联合厌氧发酵产氢余物产甲烷过程底物指标变化[J].环境工程学报,2015,9(1):425-430.
[13]陆慧峰,郑平,张萌,等.高浓度制药废水毒性与SPAC反应器运行性能[J].化工学报,2012,63(5):1558-1565.
Dynam ic research on the anaerobic treatmentofcellulosic ethanolwastewaterproducingmethane
Zhang Lei,Guo Hongshan,LiBaozhong,Chen Tianzuo,ZhuWei
(China Petroleum and ChemicalCorporation Fushun Research Instituteof Petroleum and Petrochemicals,Fushun 113001,China)
Cellulosic ethanol wastewater as the researc h target,the BMP test is carried out,under the following conditions:the mass ratio of substrate COD/inoculum VSS are 0.13,0.27,0.40,0.54,respectively,and the initial COD are 5,10,15,20 g/L,respectively.The results show thatafter a 30 day anaerobic fermentation,the BMP test results of various samples are 37.7,81.2,114.2,153.0mL/gVSS,respectively,and anaerobic biodegradability RAis above 80%.Themodified Gompertzmodel is used for the nonlinear fitting of cumulativemethane production.The model can exactly predict the maximum methane production velocity,anaerobic starting lag phase,and suitable residence time,under different initial organic loading.After the BMP test,the COD removing rate obtained is higher than 80%,and both pH and alkalinity are improved remarkably.
anaerobic treatment;cellulosic ethanolwastewater;methane production potential
X703
A
1005-829X(2016)10-0060-05
张蕾(1984—),硕士,工程师。电话:024-56389237,E-mail:zhanglei.fshy@sinopec.com。
2016-08-04(修改稿)
