水轮机引水盖板损坏原因及处理方法
2016-11-17成安
成安
(安康水力发电厂,陕西 安康 725000)
水轮机引水盖板损坏原因及处理方法
成安
(安康水力发电厂,陕西 安康 725000)
安康水电站4台水轮机转轮引水盖板先后发生了开裂现象。从机组设计、安装、设备运行三个方面分析了转轮引水盖板开裂的原因。引水盖板设计不合理、制造安装存在缺陷、机组在振动区运行三个因素造成了转轮引水盖板损坏。介绍了转轮引水盖板修复处理的工艺和措施。
引水盖板开裂;水轮机转轮;设计;振动区
1 4台机转轮引水盖板故障情况
安康水电站安装4台200 MW的水轮发电机组,其水轮机型号为HL220-LJ-550,设计水头为76.2 m,设计流量为304 m3/s,额定转速为107.1 r/min,转轮直径为5 500 mm。第一台机组(4号机)于1990年12月投运,第四台机组(1号机)投运于1992年年底。投产后的数年时间内,设备运行稳定,未发生设备损坏现象。自1998年5月至1999年3月,4台机相继发生水轮机引水盖板开裂、掉块等设备损坏事故,导致被迫停机抢修。
1.1 1号机损坏情况
1998年5月,进行转轮上平面检查时发现,转轮引水盖板存在掉块现象,其形状为边长400 mm的正方形,掉块位于转轮分瓣法兰附近,在引水盖板外圈环焊缝和引水盖板中心立筒焊缝开裂较多,引水盖板板面也有一些裂纹,开裂总长度约1 450 mm,如图1所示。
1.2 4号机损坏情况
1998年6月,对过流部件进行检查,发现转轮引水盖板有掉块现象,其尺寸为720×580 mm2,引水盖板分布有较多的分散裂纹,开裂总长度约1 440 mm,大部分裂纹分布在转轮分瓣法兰两侧,如图2所示。
1.3 2号机损坏情况
1999年2月25日,引水盖板检查发现,其外圈环焊缝开裂较严重,开裂长度超过周长的一半,8个泄水孔焊缝和其他部位有开裂现象,裂纹总长度1 501 mm,如图3所示。
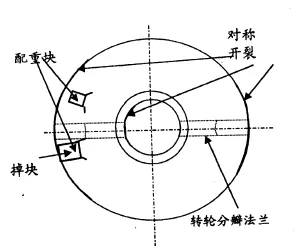
图1 1号机引水盖板损坏示意图

图2 4号机引水盖板损坏示意图
1.4 3号机损坏情况
1999年3月12日,3号机小修中分解检查发现,引水盖板有多处开裂,主要是外圈环焊缝、10个泄水孔焊缝和配重块处,裂纹总长度约1 340 mm,如图4示。
2 原因分析
引起引水盖板开裂的因素比较多,既有设计、安装原因,也有运行方面的原因,主要有以下几个方面。
2.1 引水盖板设计不合理
引水盖板刚度不够。水轮机转轮引水盖板面积大、板材薄,其外径为5 030 mm,内径为2 130 mm,引水盖板板厚为22 mm,而引水盖板的支撑和固定措施考虑不周,其支撑只有内径侧立筒和转轮上冠外缘,中间全部悬空,悬空面积约16 m2,引水盖板刚性不足,当受到转轮振动影响或顶盖水压脉动严重时,引水盖板振动幅度较大,长时间在强烈振动环境下运行,将造成引水盖板疲劳破坏[1]。
引水盖板连接焊缝设计强度不足。引水盖板结构的直角搭接均是焊高为8 mm的单边角焊,外圈的焊缝为单边V型坡口周焊,坡口较小,坡口深10mm,为非清根焊缝。对于板厚为22 mm引水盖板的结构来说,焊缝显得薄弱。
引水盖板与转轮上冠法兰过于靠近。引水盖板下平面与上冠上平面的间隙过小,相互之间没有焊接在一起,当外力引起引水盖板剧烈振动时,转轮上冠法兰和与其对应的引水盖板就会发生碰撞,引水盖板碰撞点的周围产生交变应力,造成引水盖板开裂或掉块。检查结果表明,转轮上冠法兰和引水盖板确实发生了较严重的碰撞,1、4号机引水盖板在转轮上冠法兰对应位置开裂严重与二者相撞密切相关。
2.2 安装质量不良
引水盖板焊缝质量不良。由于当时管理体制的原因,业主单位无法监督和约束施工单位,不能到施焊现场把关,造成施工单位不够重视焊接工艺和焊接质量,存在诸多焊接缺陷,埋下了引水盖板开裂的隐患。4台机引水盖板开裂部位大部分位于外圈环焊缝和立筒焊缝上,2号机尤为突出。
安装工艺不当。安装时,引水盖板上随意开孔,且加配重位置不合适。工地安装时,转轮的配重焊在了引水盖板的下平面上,且多处挖孔配制。一是多处开孔后的补焊,均为封闭焊缝,容易产生裂纹;二是单侧焊接,另一侧无法完全熔透,为天然缺陷;三是配重增加了引水盖板的局部惯性。引水盖板振动时,由于三种缺陷存在,必然引起其局部损坏。检查中发现部分开裂部位在开孔和焊配重块处,1、4号机较为明显。
2.3 机组长期运行于非最优工况
由于电力系统的需要及上游水位的变化,水轮机不可能经常处于设计工况下运行。水轮机在偏离最优工况运行时,会产生剧烈的水压脉动、振动、气蚀及噪声。
非最优工况加剧引水盖板振动。机组的水力振动主要是由压力脉动引起的,压力脉动是激振源。压力脉动产生的原因主要有两个方面,一是由于过流部件中流场的速度分布不均匀产生的压力脉动;二是水流流过一些绕流体后出现脱流漩涡,如卡门涡列和尾水管中的涡带,脱流的漩涡诱发压力脉动。机组在非最优工况下运行时,有流场分布不均匀产生的压力脉动,也有脱流漩涡引起的压力脉动,机组偏离最优工况越远,水流的圆周速度分量越大,脱流漩涡越严重,产生的压力脉动越剧烈,特别是尾水管的周期性压力脉动,对机组影响最大,剧烈压力脉动激起转轮、顶盖等部件的强烈垂直振动,有时甚至产生共振[2-3]。根据机组稳定性测试结果,机组在80 MW以下负荷运行时产生剧烈振动。
非最优工况引水盖板压力脉动严重。在空载和小负荷工况下运行时,由于转轮出口的旋转水流以及脱流漩涡和气蚀等影响,尾水管产生较严重的低频压力脉动,在其影响下,蜗壳压力、转轮进出口的压力也发生周期性脉动,引水盖板外径侧经上止漏环间隙与蜗壳水相连,内径侧通过10个泄水孔与转轮出口水流相连,蜗壳压力和转轮出口压力脉动均能传导到引水盖板上,引水盖板处压力脉动使其承受交变应力的作用,易引起疲劳破坏。机组稳定性试验结果表明,安康水电厂蜗壳压力脉动非常剧烈,脉动值达设计水头的40%[4]。
在1991年至1997年的7年时间里,安康水电厂机组主要在10万kW负荷以上工况运行,很少在空载和低负荷工况运行,机组运行状况良好,没发生严重异常情况。后来,因电网的需要,安康水电厂4台机组空载调压、带10万kW以下负荷运行的时间显著增加,1997年年底到1998年,4台机组空载荷调压和低负荷运行的时间比例接近15%,2号机空载调压和低负荷运行的时间比例超过1/3。机组在空载调压和低负荷运行一段时间后,4台机先后出现了引水盖板损坏、上止漏环严重损坏、尾水管里衬损坏等问题。事实证明,转轮引水盖板损坏与机组在非最优工况区运行有紧密关系。
3 引水盖板的处理方法
4台机转轮引水盖板第一次处理都属于抢修性质,由于受到工期紧的限制,不可能从根本上解决问题,只能对引水盖板进行简单补焊和加固。后来,1号机在扩大性大修中进行了引水盖板更换,4、3号机在机组大修中进行了结构改造(取消钢质引水盖板,填充钢筋混凝土)。
3.1 1、4号机引水盖板的补焊处理
按照常规,引水盖板的检查和处理,需要在拆吊顶盖的扩大性大修中进行。为了迅速完成抢修工作,安康水电厂采用了在底环上加千斤顶,将顶盖顶起一定高度并固定,检修人员钻到顶盖和引水盖板之间进行修复的方法。为了缩短检修工期,减少拆装工作,仅分解水导、主轴密封、接力器推拉杆以及妨碍顶盖起升的所有管道和花铁板等,将导叶、套筒、拐臂等部件和顶盖一起顶升[5]。起落顶盖时,分别用两组(每组8个)32 t的螺旋千斤顶转换操作,起升高度在560~580 mm比较合适。为了顶盖的起落安全和快速回位,加装了8根M64的导向螺杆,并在起落的过程中,用10 t的千斤顶调整顶盖和导叶的位置。
引水盖板补焊处理时,对开裂的焊缝和板面裂纹,用碳弧气刨刨出深21 mm的U型坡口,磨去渗碳层,焊前将翘起的引水盖板外缘用千斤顶压实,选用抗裂性能好的E5015焊条进行焊接,焊前进行预热,每焊一层均用风铲进行锤击,以消除焊接应力和防止产生焊接裂纹,为防止产生焊接变形,采取对称焊和分段焊[6];对引水盖板掉块位置,用22 mm厚相同材质钢板进行了镶补;为了消除配重块对引水盖板的影响,将原焊于引水盖板上的配重块移到转轮上冠上表面进行焊接。
4号机引水盖板补焊处理时,针对引水盖板与转轮上冠法兰相碰撞问题,将引水盖板与转轮上冠法兰焊在一起,以防二者再发生相撞。具体做法是,引水盖板上刨开一条长孔,孔的尺寸为600×30mm2,长孔的两边均布两排塞焊孔,在长孔和塞焊孔处施焊。
3.2 2、3号机引水盖板的加固处理
2、3号机引水盖板检修处理基本按照1、4号机的方法进行,为了解决引水盖板刚度不足的问题,对其进行了加固。在上冠与引水盖板之间加装6根Ф275×7.5 mm的钢管支撑,6根钢管沿圆周方向均布,分布圆直径为Ф4 067 mm,其上下部分别与引水盖板和上冠焊接牢固,顶部加焊封盖。
3.3 1号机引水盖板更换
1号机扩修时,割除旧引水盖板,更换了新引水盖板,增加了如下措施:1)新引水盖板板厚由原来的22 mm增加到30 mm;2)引水盖板上12个箱格内,均布12个Ф425×12.5 mm厚壁钢管支撑,以解决引水盖板刚度不够的问题。钢管与引水盖板和上冠分别焊接牢固,最后在支撑钢管顶部加焊封盖并磨平;3)加大各处焊缝尺寸,提高引水盖板与转轮上冠焊缝金属融合度,以防止焊缝再度开裂;4)为解决引水盖板与转轮上冠法兰碰撞问题,按4号机同样的方法,将引水盖板与转轮分瓣法兰焊在一起。
3.4 3、4号机取消引水盖板
为了彻底解决引水盖板开裂问题,参照某大型水电厂的方法,取消钢质引水盖板,用钢筋混凝土把上冠凹坑部分填平。具体做法是:把引水盖板平面布置的钢板割除,引水盖板立筒做为混凝土的内挡圈予以保留,保留部分钢结构与上冠焊缝补强,均匀对称布置钢筋网,腔体内浇入高标号混凝土。10个泄流孔处预焊20 mm厚的半环形钢板,以消除泄水孔处的气蚀和磨损。在转轮分瓣法兰处,因其上平面与混凝土表面距离太小,考虑到混凝土厚度太薄易破碎,加一厚度适宜的钢板并焊牢。因引水盖板处理后不起吊转轮,转轮不具备做静平衡试验的条件,所以,必须严格保证钢筋布置和混凝土浇筑的对称性,不改变转轮原有的静平衡状态。
4 引水盖板处理后的运行情况
经过修复、加固、改造后,4台机组运行稳定,引水盖板经受住了长期运行的考验。处理后4台机组运行了十几年,都经历了数次大修,各台机组再未出现异常情况。机组大修中分解检查,经过改造的4、3、1号机引水盖板无开裂、掉块等损怀现象,未经改造的2号机引水盖板仅有过个别焊缝开裂现象,且经过几轮补焊后不再开裂。实践证明,上述处理措施是切合实际、卓有成效的,能保证机组长期安全稳定运行。不可否认的是,后来机组避免了在10万kW以下负荷运行,对机组稳定运行发挥了重要作用。
5 结语
(1)悬空的引水盖板是分瓣转轮外法兰联接的产物。设计制造以及安装检修均未引起足够的重视,导致事故频繁发生。转轮在设计制造时,考虑此问题,应从根本上加以解决。如大型转轮分瓣联接,应采用内法兰结构,就不需要引水盖板。
(2)对于已运行的电站,此类结构引水盖板的水轮机,须定期用内窥镜检查,及时修补与加固,而把引水盖板与转轮分瓣法兰焊在一起是必要的。
(3)顶盖连同全部导叶拐臂等一起起落抢修引水盖板的方法,既节省抢修时间,又安全可靠。
(4)上冠空腔填充混凝土的方法是一种可行的处理措施,该方法简单易行,处理后可长期安全可靠运行。
[1]贺 梅,李郁侠,柴双明.安康水电厂1号水轮机引水盖板开裂成因分析[J].西北水电,2000(1):43-45.
[2]常近时,寿梅华.水轮机运行[M].北京:水利电力出版社,1983.
[3]程良骏.水轮机[M].北京:机械工业出版社,1984.
[4]李成家.安康水电厂200MW水轮发电机组运行稳定性分析[J].陕西电力,2000(4):31-34.
[5]韦 强.龙羊峡水电厂3号机转轮引水盖板破损处理及其原因分析[J].西北水电,1996(4):47-50.
[6]陈兆毅.水轮机转轮补焊工艺实例探讨 [J].水电站机电技术,2015(3):46-48.
2016-06-26
成 安(1964-),男,工程师,主要从事水轮发电机组检修技术工作。
TK730.3+18
B
1672-5387(2016)10-0060-04
10.13599/j.cnki.11-5130.2016.10.018
