基于PLC的常规加注模拟训练设备控制系统的设计与实现
2016-11-17周李成李宗梅
李 俊,周李成,周 慧,李宗梅
(1.装备学院昌平士官学校 测试发射系,北京 102200; 2.北京航天测控技术有限公司,北京 100124;3.北京东昆科技有限公司,北京 100102)
基于PLC的常规加注模拟训练设备控制系统的设计与实现
李 俊1,周李成2,周 慧2,李宗梅3
(1.装备学院昌平士官学校 测试发射系,北京 102200; 2.北京航天测控技术有限公司,北京 100124;3.北京东昆科技有限公司,北京 100102)
根据常规加注模拟训练设备实际的控制要求,设计了以PLC作为核心控制器的训练设备控制系统,概述了该系统的硬件设计,详细介绍了基于集成开发环境的软件设计;经过实验室测试和现场联调,该系统实现了多种加注工艺流程、数据实时监测、手/自动控制、故障分析及处理、参数设置与储存等功能,不仅能够满足训练设备所有的控制要求,还具备强大的远程控制能力和人机交互能力,有良好的可靠性和实时性。
常规加注;训练设备;控制系统;PLC
0 引言
运载火箭液体推进剂的加注工作是十分重要的,它关系到运载火箭能否安全顺利地发射,以及火箭能否把卫星准确送入轨道[1]。但是由于设备比较昂贵,不能在发射任务以外的时候供操作士官进行训练。装备学院昌平士官学校特燃加注专修室作为培训该类士官的基地,模拟基地加注系统研制开发了常规加注训练设备,满足士官操作能力训练的任务。常规加注训练设备是集电、气、液为一体的复杂系统,其控制系统设计及其重要[2]。
常规加注模拟训练设备具有结构组成复杂,数据参数复杂的特点。与其它控制器相比,PLC具有可重复编程的特点,程序设计周期短,并且能够在强电磁环境中稳定工作,具有很高的运行速度和可靠性[3]。
本文控制系统下位机采用西门子S7-1200PLC作为控制器,通过以太网与上位机通讯。上位机采用两台研华工控机,一台是监控机,仅用于显示监测系统工艺流程;另一台作为操作平台,可进行参数设置和各种操作,对重要画面和操作进行了权限管理,实现对各工艺流程的参数设置和操作。该系统具有强大的人机交互能力和远程扩展能力,可根据要求对控制系统进行改进、升级,易于与上层管理系统进行信号交互。
1 控制系统要求及组成
1.1 控制要求
PLC控制系统作为加注模拟训练设备的监控装置,必须满足加注模拟训练设备的控制要求,具体内容如下:
1)数据采集和显示:该系统实现4点高速计数输入,8点DI、54点DO、24点AI、4点AO和7点RTD输入。可通过监控画面实现对流量、压力、温度、体积等过程参数的显示和阀门状态的监控。不同阀门状态用颜色加以区分。
2)工艺流程实现:系统工艺流程分为加注流程和辅助流程。加注流程包括准备加注、开始加注、全速加注、减速加注和补加。辅助流程包括气检、灌泵、打回流、倒罐、升降温、放空和泄回等。不同工作过程,可在操作平台进行操作,相应的流体流动状态和阀门状态在监控机上动态显示。
3)系统参数设置与存储:系统参数设置包括加注参数、电动调节阀开度设置、加注方式及设备选择、报警参数设置和其他参数设置。提供了友好的参数设置界面,方便使用者设置。
4)手动/自动控制:对加注流程设置有手动/自动控制选择,在手动方式下,训练人员在操作平台的“加注过程-手动”画面上进行操作,加注过程可单步执行。在自动方式下,控制系统按预设的液位或体积进行加注过程的自动切换,实现从准备加注一直到补加的自动加注。
5)单点操作:可对每个阀门、加注泵、电调阀进行单独的开关和启停。
6)历史记录和故障报警及查询:可对参数设置和重要工艺过程进行记录,可根据需要进行工艺记录、工作状态、加注量和加注参数等的查询。当故障发生时,系统自动报警并记录故障数据。
7)远程控制,控制系统具有与远程设备通信的接口,可方便其他上位管理系统通过以太网访问和控制PLC或工控机。
1.2 控制系统组成
按照控制要求,本文涉及的常规加注模拟训练设备控制系统主要由PLC、两台工控机和投影显示设备组成。PLC控制器通过模拟量采集模块和数字量采集模块完成对加注系统中两个贮罐、火箭贮箱、放空罐及各加注管路中的液位、温度、压力、流量等参数的数据采集工作,利用开关量输出控制各个阀门的开关及加注泵的启停,利用模拟量输出控制电调阀的开启高度,从而实现对加注过程及各个辅助工艺过程的控制。一台工控机作为监控机,主要用于监测整个加注系统的工作状态,显示各工艺参数及各阀门状态;另一台工控机作为操作平台,可对系统进行参数设置和工艺操作,可记录和查询历史数据和故障报警。系统具有远程扩展能力,远程用户可通过以太网访问工控机或PLC。常规加注模拟训练设备控制系统结构如图1所示。
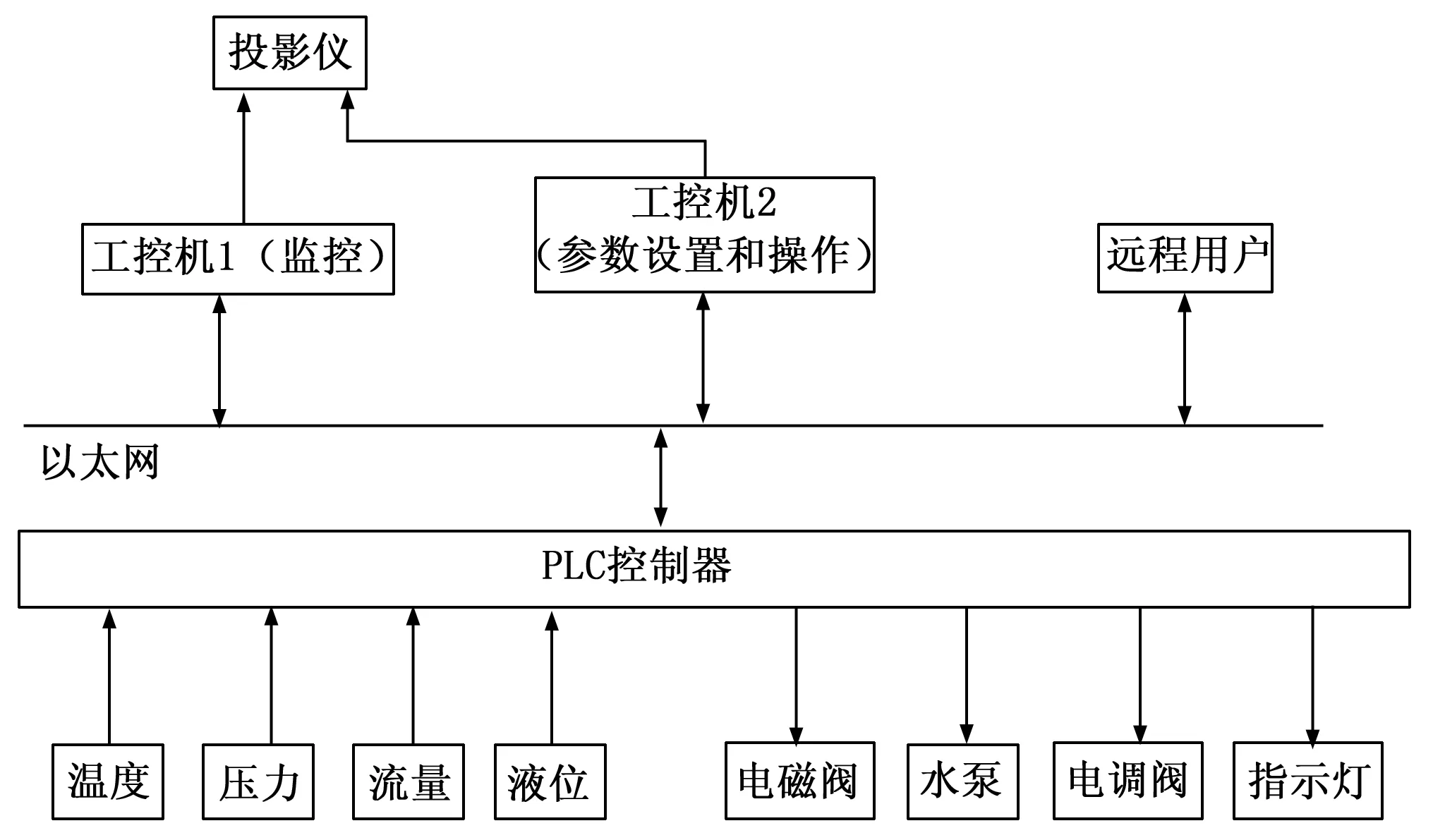
图1 常规加注模拟训练设备控制系统结构图
2 控制系统硬件设计
为了满足常规加注设备模拟训练设备控制系统的控制要求,选用西门子S7-1200系列产品作为控制器。S7-1200控制器使用灵活、功能强大。设计紧凑、组态灵活且具有功能强大的指令集。CPU将微处理器、集成电源、输入输出电路、内置PROFINET、高速运动控制I/O以及板载模拟量输入组合到一个设计紧凑的外壳中来形成强大的控制器。CPU选用1214C系列,具有14点数字量输入、10点数字量输出,最多可组态6点高速计数器。通过扩展1块16DI/16DO模块、2块16点DO模块,3块8点AI模块和1块8点RTD模块,实现对常规加注模拟训练设备的温度、压力、流量和液位(或体积)等工艺参数的采集,从而控制各种阀门的开关和水泵的启停。CPU具有内置的以太网接口,通过网线和路由器与两台上位机通讯。上位机采用Windows7.0系统,组态软件采用MCGS。通过组态软件可监控常规加注模拟训练系统的状态和对其进行参数设置。为了满足教学训练应用,上位机配有VGA接口,两台上位机通过VGA接口同时连接到一台投影仪上,可通过遥控器切换投影至大屏进行教学训练显示。
3 控制系统软件设计
控制系统软件设计可分为PLC程序设计和上位机软件设计两个部分。
3.1 PLC程序设计
PLC程序设计采用STEP7编程软件,STEP7提供了标准编程语言,用于方便高效地开发具体用户控制程序。常规加注模拟训练设备控制系统主要流程包括:实时数据采集、加注流程、辅助流程、故障分析处理。程序主流程如图2所示。
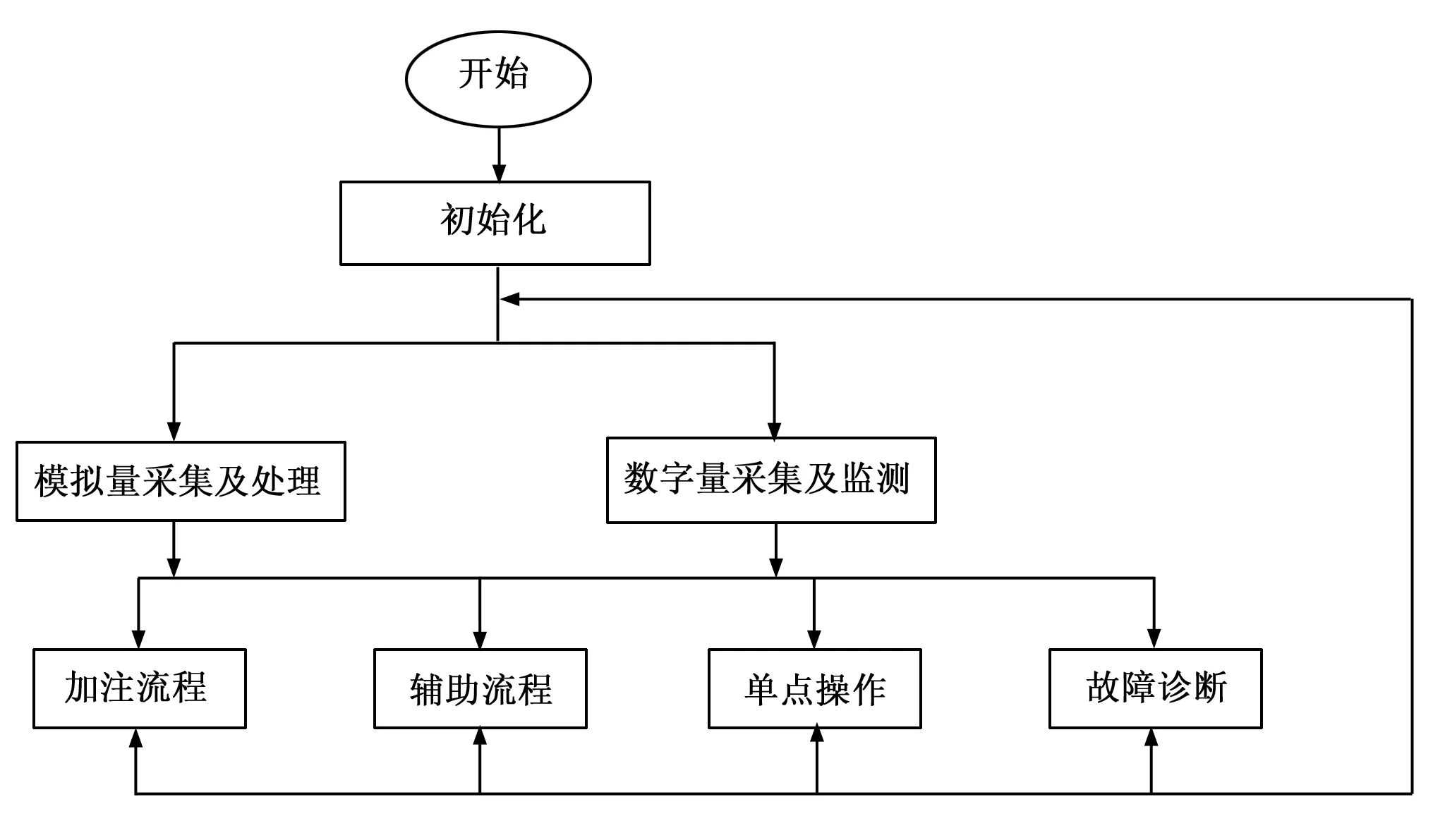
图2 控制系统PLC程序主流程图
3.1.1 数据采集功能设计
模拟量输入模块对模拟量输入进行采集和滤波,模拟量输入采用电流输入。模拟量输入信号包括温度、流量、压力和液位。RTD输入模块用于对温度信号进行采集和滤波。温度传感器型号为PT100。数字量输入模块用于对开关量输入信号进行采集,包括控制开关,手动自动选择和急停等信号。CPU模块自带的高速计数通道主要对流量脉冲输入进行采集和处理。
3.1.2 加注工艺流程设计
加注过程分为手动和自动两种方式,具体流程如图3所示。手动加注过程中,每个阶段可分步进行,某一阶段完成后,系统均进入待机状态。操作员根据需要选择下一次执行哪个加注阶段,还是结束整个加注过程。
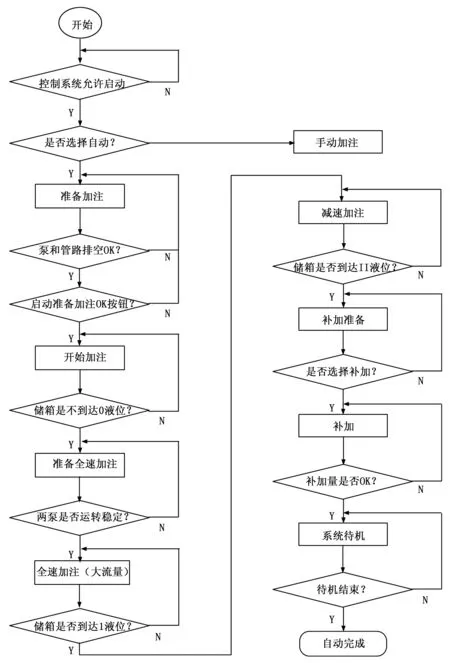
图3 自动加注流程图
PLC软件梯形图设计自动加注过程主要分为五个阶段:准备加注、开始加注、全速加注、减速加注、定量补加,其工作流程如下:
1)控制系统启动,若选择自动,则进入2);
2)准备加注程序启动,并判断并泵和管路排空是否完成,若“是”,则进入3);若“否”,则继续执行2);
3)判断“准备加注OK”按钮是否按下,若“是”,则进入4);若“否”,则返回2);
4)开始加注,并判断储箱是否到达0液位,若“是”,则继续执行4);若“否”,则进入5);
5)准备全速加注,并判断两泵是否运转稳定,若“是”,则进入阶段6);若“否”,则继续执行5);
6)全速加注(大流量),并判断储箱是否到达I液位,若“是”,则进入7);若“否”,则继续执行6);
7)减速加注,判断储箱是否到达II液位,若“是”,则进入8);若“否”,则继续执行7);
8)补加准备,并判断是否选择补加,若“是”,则进入9);若“否”,继续执行8);
9)补加,并判断补加量是否OK,若“是”,则进入10);若“否”,则继续执行9);
10)系统待机,并判断待机是否结束,若“是”,自动完成;若“否”,继续执行10)。
自动加注过程中,有三个步骤需要人为干预:1)全速加注时,确认两个泵都工作正常后,操作员需要按操作确认键,将两个相应电磁调节阀的开度调整到某一开度; 2)减速加注完成后,系统进入待机状态。检查完系统设定好补加量后,操作员需要操作补加启动键,开始补加过程;3)补加结束后,系统进入待机状态,操作员按待机结束键,结束整个加注过程,该流程如图4所示。
3.1.3 辅助加注工艺流程设计
设备辅助加注工艺流程包括气检、灌泵、打回流、倒罐、调温、放空和泄回,如图4所示。不同工作过程,可在操作平台进行操作,相应的流体流动状态和阀门状态在监控机上动态显示。
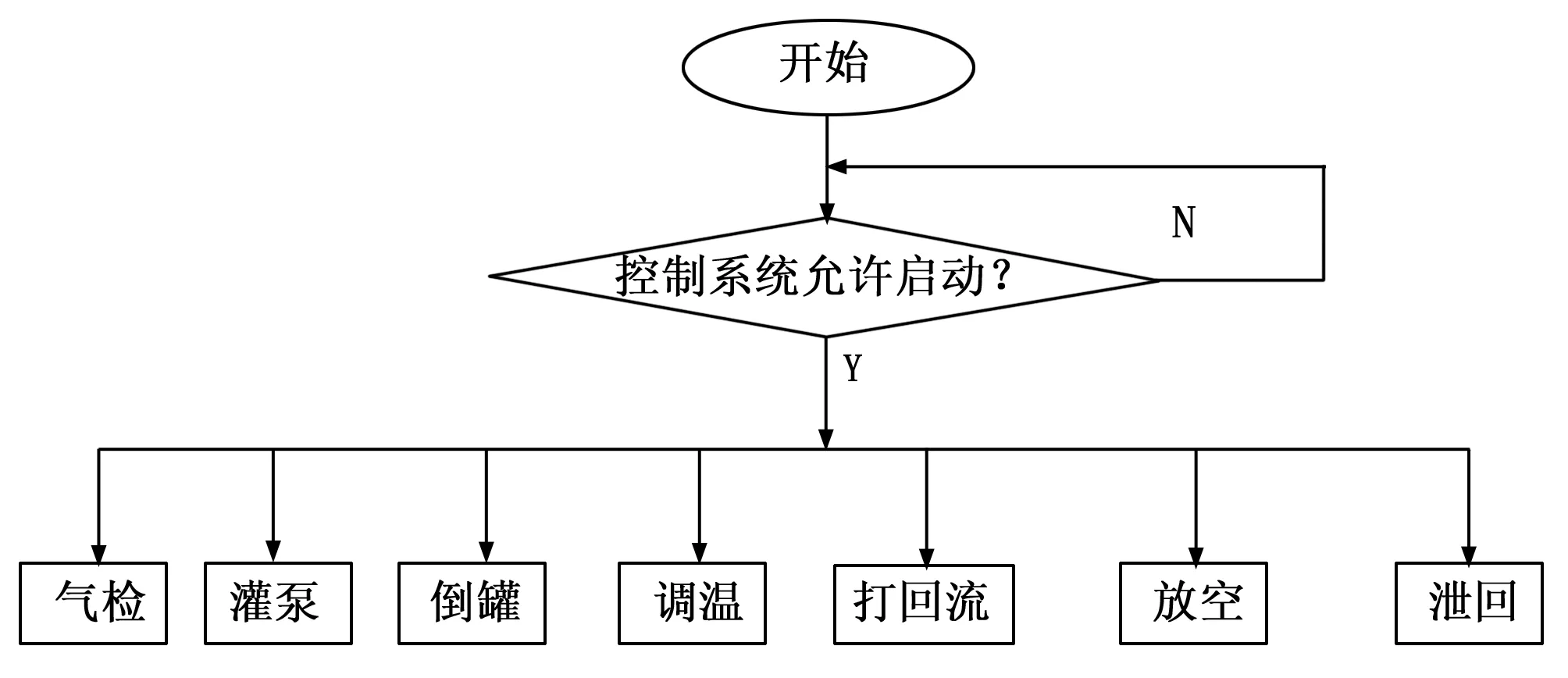
图4 辅助加注工艺框架图
辅助流程设计过程,充分考虑实际系统的各种工况,根据需求进行系统简化,尽可能全面地再现实际系统的各个流程,达到让学员全面理解工艺流程的目的。
3.1.4 单点操作
在单点操作界面上可对每个阀门、加注泵、电调阀进行单独的开关和启停。单点操作可方便学员们理解各种阀门及泵的工作原理和动作过程,了解每个阀门在系统中的位置和具体功能。
3.1.5 故障诊断及记录
本控制系统可对各工艺过程参数的高低限、超高超低限进行报警和检测,每步加注过程进行超时检测,避免水泵空打等故障的发生。可对各种报警进行记录,通过查询历史报警记录,可分析故障原因。
3.2 上位机程序设计
系统中两台上位机系统组态软件均采用MCGS。MCGS 包括组态环境和运行环境两大部分。系统MCGS组态环境主要由主控窗口、设备窗口、用户窗口、实时数据库和运行策略组成。采用面向对象的技术,把大量的复杂操作和处理封装在功能模块的内部,提供给用户的只是一系列简单、直观的功能模块属性。把用户从繁琐的编程中解脱出来,通过动画效果实现实时监控[4]。
监控机系统由一个主流程画面组成,具体画面如图5所示。主要实现对过程参数、工艺流动状态、阀门、屏蔽泵、贮罐、放空罐和储箱状态的指示和监测,并建立动态连接。MCGS实现动画效果的主要方法是将用户窗口中图形对象与实时数据库中的数据对象建立动画连接,并设置相应的动画属性。在系统运行过程中,图形对象的状态特征由数据对象的实时数值驱动,用以实现图形的动画效果[5]。系统中的气体和液体采用不同颜色的流动条区分,阀门开关用不同颜色指示。便于学员全面理解系统的当前工作状态。加注流程完成后,可弹出统计报表,综合体现不同加注阶段各个贮罐和储箱的状态及加注量等信息。
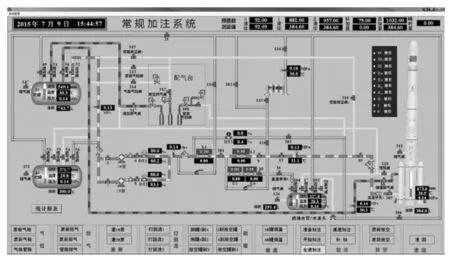
图5 设备控制系统的MCGS监控画面
具体内容如下:
1)界面设计:图形编辑器由图形程序和各种各样的工具组成,具有创建和修改过程画面的功能。用户可以根据需要添加自选图片、功能按钮、ActiveX控件等对象,并可以对这些对象进行静态和动态属性的设置,完成界面的设计。为满足发射机控制系统的人机交互需要,对人机界面需要显示的数据和提供的操作控制功能进行分类,设计了如图6所示的多级菜单界面。
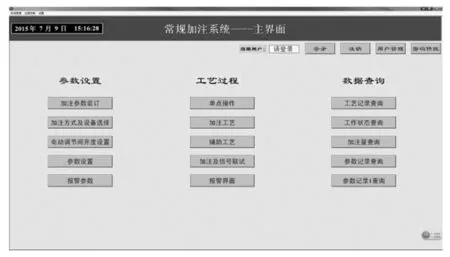
图6 系统多级菜单界面图
2)参数设置:MCGS系统可进行权限设置和管理,重要的参数设置和单点操作过程具有权限保护,防止非专业人员的误操作。加注参数装订、加注方式及设备选择和电动调节阀开度设置过程需要两步确认,再现了真实系统的参数设置过程。
3)工艺过程:可对加注工艺和辅助工艺进行操作和监控,同时检测系统报警。
4)数据记录和查询功能:数据记录包括过程记录和报警记录两部分。过程记录可在相应的查询画面中查询。报警记录在历史报警画面中查询。
5)远程通信:由于两台上位机均采用的是工控机和组态软件结构,具有以太网接口,组态软件组态灵活,便于将来与远程系统进行通讯扩展。
4 系统测试及分析
本系统测试过程包括实验室测试和现场联调。 实验室测试主要是模拟各个工艺流程,观测各个阀门的输出和泵的动作是否正常。主要用于检测逻辑和画面错误。现场联调则真实地对常规加注模拟训练设备进行测试。
测试的主要内容包括实时数据获取和显示、正常工艺过程测试、故障报警测试。首先,使系统所有设备和检测元件处于正常工作状态。监测所有过程参数是否能正确读取和显示。通过单点操作测试各个阀门及泵的工作状态是否正常。根据不同工艺流程要求,进行参数设置,测试各个流程动作是否正常,显示画面数据指示、流动状态指示、参数变化是否正常。其次,人为制造急停报警、过限保护报警和加注超时等工艺报警,测试各种报警是否能够发出声光提示和能被记录。最后对参数记录和查询功能进行测试。
经过测试表明,常规加注模拟训练控制系统实现了对运行状态的实时监测和显示、能够较全面地再现真实系统加注过程和辅助过程、具有故障诊断判断和保护功能、能够对工艺过程的重要参数和数据进行记录和查询。满足教学训练的目的。
5 结束语
本文以PLC控制器为核心,配合工控机系统,实现了对常规加注模拟训练设备的控制要求,基本满足了常规加注方向士官培训在岗位操作和工艺流程方面要求。经过调试检测和教学使用,表明系统功能完善合理,较好地模拟了真实系统,具有较好的可靠性。
[1] 张永吉,陈占海. 大型运载火箭推进剂加注量定量方式的研究[J]. 上海航天,1992,(6):11-12,51.
[2] 张 炜,张玉祥,黄先祥. 导弹推进剂加注设备实时智能诊断系统[J]. 推进技术,2002,23(6):489-491.
[3] Hermino Martinez-Garcia. Design of an Intelligent Field Transmitter [A]. The 14thIEEE international conference,Emerging Technologies & Factory Automation[C]. 2009:1-4.
[4] 黄戈里. MCGS组态技术的应用研究 [J]. 煤炭技术,2012,31(1):65-66.
[5] 邢满荣,张 鹏,王晓冬,等. 基于PLC和MCGS组态的机械手控制系统的设计[J]. 制造业自动化,2014,37(4):11-13,23.
Design and Implementation of Conventional Propellant Pour Training Equipment Control System Based on PLC
Li Jun1,Zhou Licheng2,Zhou Hui2,Li Zongmei3
(1.Changping NCO School, Equipment Academy Test Launch System,Beijing 102200,China;2.Beijing Aerospace Measurement & Control Technology Co.,Ltd,Beijing 100124,China;3.Beijing Dongkun Science and Technology Co.,Ltd,Beijing 100102,China)
Conventional propellant pour training equipment control system is designed with PLC as the core controller according to actual control requirements. The hardware design of the system is described and the soft ware design based on an integrated development environment is introduced in detail. Then after the laboratory test and field test,the system has realized many kinds of filling process,real-time data monitoring,manual/automatic control,fault analysis and processing,parameter settings,recording historical information and other function. It can meet all control requirements of training equipment,and has a powerful remote control ability and human-computer interaction ability,also with good reliability and real-time.
conventional propellant pour;training equipment;control system;PLC
2016-03-11;
2016-03-30。
李 俊(1971-),男,山西临汾人,硕士研究生,讲师,主要从事特燃加注、配气方向的研究。
1671-4598(2016)06-0117-04
10.16526/j.cnki.11-4762/tp.2016.06.032
TP273
A
