UASB双循环设计及其在煤化工废水处理中的应用
2016-11-16罗瑞春于永胜李凯军
罗瑞春,于永胜,李凯军
(1.博天环境集团股份有限公司,西安 710065;2.中国新时代国际工程公司,西安 710018)
技术与经验
UASB双循环设计及其在煤化工废水处理中的应用
罗瑞春1,于永胜2,李凯军2
(1.博天环境集团股份有限公司,西安 710065;2.中国新时代国际工程公司,西安 710018)
介绍了UASB双循环设计的结构、工艺原理、技术创新点及在实际工程中的应用。UASB双循环设计有效地解决了上升流速和沉淀区沉淀效果的矛盾问题,既保证了合理的上升流速,使废水与污泥能够充分接触,又保证了出水不跑泥,维持反应器内的污泥浓度。将该独特的UASB双循环设计应用于工程实践,在进水CODCr的质量浓度约为8 000 mg/L,总循环倍数为400%,其中内循环300%,外循环100%,上升流速控制在0.8 m/s,沉淀区表面负荷为0.37 m3/(m2·h)的运行条件下,UASB运行稳定,抗冲击负荷能力强,出水CODCr的质量浓度稳定在1 300 mg/L左右,去除率大于80%,大大降低了后续好氧生化处理的压力。
UASB;双循环;煤化工废水;工程应用
煤化工企业排放废水以高浓度煤气洗涤废水为主,不仅有机污染物浓度很高,而且还含有大量酚、氰化物、油、氨氮等有毒、有害物质。目前,常采用厌氧和好氧相结合的组合工艺处理该类废水,厌氧工艺一般作为好氧工艺的预处理[1]。高效的厌氧反应器不仅能减少后续好氧工艺的处理规模,同时还能产生新能源——沼气,降低运行费用。
UASB是煤化工高浓度废水中的常用预处理工艺。UASB是荷兰教授Let-tinga等[2]于1978年开发研制的一项废水厌氧生物处理技术。作为第二代厌氧反应器的代表,UASB是目前应用最广泛的厌氧反应器,但UASB在运行中会出现短流、死角和堵塞等问题[3]。特别是在处理煤化工废水或类似的难降解高浓度有机废水时,普遍存在CODCr去除率不高,经常发生布水短流、出水跑泥等现象;对水质和负荷变化也较敏感,耐冲击负荷能力较差,运行不稳定等缺点。即使部分反应器通过改进,有机物去除率、堵塞和短流等现象有了很大改善,但是仍然存在厌氧活性污泥流失严重,反应器内厌氧活性污泥浓度维持困难的现象。
针对目前UASB在实际运行中所存在的问题,根据大量的工程实践,在UASB理论基础上通过改进引入双循环模式,有效解决了传统UASB的弊端。该反应器应用在某煤化工项目中,经过长期运行、实时监测表明,UASB双循环反应器具有CODCr去除率高、产气率高、布水均匀,运行安全稳定的特点。
1 理论依据及解决办法
1.1 厌氧反应器双循环设计的理论依据
(1)高速率厌氧处理系统必须满足以下原则[4]:①能够保持大量的厌氧活性污泥和足够长的污泥龄;②保持废水和污泥之间的充分接触。UASB为了满足高效厌氧处理系统的条件,设计中一般考虑通过减少出水跑泥来保持反应器中的污泥浓度和污泥龄,通过增加反应器内的上升流速来提高废水和污泥之间的充分接触与混合。
(2)影响UASB内颗粒污泥形成和降解能力的因素。UASB内颗粒污泥的形成和对CODCr降解效果主要由污泥粒子的水力和气力分级作用决定的,如何控制分级作用处于合适的范围,是保持反应器具有颗粒污泥和高处理效能的必要条件[5-6]。分级作用特别低时,反应器区内会保持大量的分散态细菌,由于其传质阻力小,能优先捕获营养物质而大量繁殖,并抑制了传质阻力大的颗粒污泥的形成,使反应器处于低水平处理能力的状态;当分级作用很大时,不仅分散态的细菌随出水大量流失,而且一些能改善出水水质的较小颗粒污泥也频频流失,造成反应器内有效污泥浓度的降低,从而导致反应器处理效率降低[5]。污泥粒子的水力和气力分级主要由反应器内的上升流速和由表面产气率促成的上窜气泡对反应区内污泥粒子产生的负载作用决定的,后者主要由UASB的反应效果决定的,控制起来比较麻烦,前者可以通过人为增加循环的办法加以控制,且UASB的水力循环设计的优越性已经在实验室规模得到了验证[7-8],故解决思路主要集中在UASB水力循环的设计上。
1.2 传统UASB在煤化工废水处理中存在的问题
煤化工高浓度废水CODCr质量浓度高达12000~20 000 mg/L,同时由于水中的有毒有害物质的影响,UASB的设计负荷一般比较低,且来水CODCr浓度波动较大,为了增加系统的抗冲击能力,同时满足对池深、上升流速的要求,通常会对传统的UASB进行改进,常用做法是增加循环,一方面能通过循环水稀释进水浓度来减少来水的负荷冲击,另一方面可以提高反应器内上升流速。常用做法是:①将反应器出水回流至进水端;②将三相分离器下端的污水回流至进水端[5]。采用第①种回流方式将导致沉淀区的负荷增加,从而导致沉淀效果降低,跑泥现象严重,反应器内的污泥浓度难以维持;采用第②种回流方式,由于回流水悬浮物浓度很高,容易堵塞布水器。
1.3 解决思路
基于以上理论及实际工程实践总结,为了解决沉淀区沉淀负荷和上升流速的矛盾,本设计采用双循环设计,将循环分为内、外循环,内循环主要将三相分离器下端的废水回流至进水端,外循环主要将出水回流至进水端。总的循环量按照反应器需求的上升流速确定,外循环的循环倍数根据沉淀区的沉淀负荷确定,内循环的循环量为总的循环量减去外循环量。
Q总=Q内+Q外(1)
Q总=v·A-Q进(2)
Q外=q·A-Q进(3)
式中:v——反应器上升流速,m/h;
A——反应器的截面积,m2;
q——反应器沉淀区的沉淀负荷,m3/(m2· h);
Q进——反应器的进水量,m3/h;
Q内——反应器的内循环量,m3/h;
Q外——反应器的外循环量,m3/h;
Q总——反应器的总循环量,m3/h。
UASB双循环结构示意如图1所示。
2 工程实例
将UASB双循环设计应用于某煤化工企业煤制油项目中的费托合成废水处理,取得了良好的运行效果。
2.1 进水水质和水量
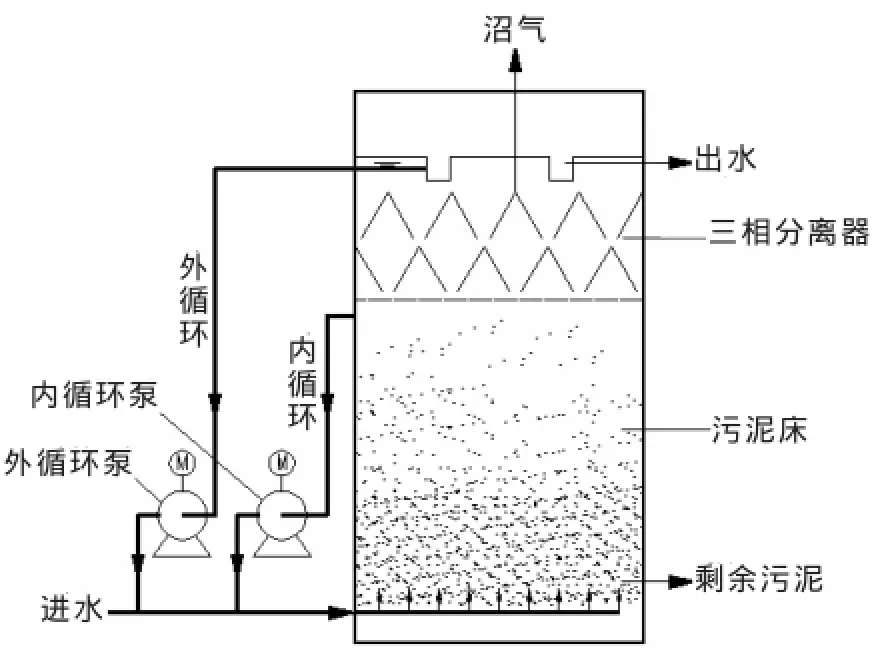
图1 UASB双循环结构示意Fig.1 Structure of UASB double circulation reactor
该UASB反应器主要用于处理费托合成废水的预处理,预处理后出水排至好氧段进一步处理。设计水量为174 m3/h,主要设计进、出水质及其去除率如表1所示。
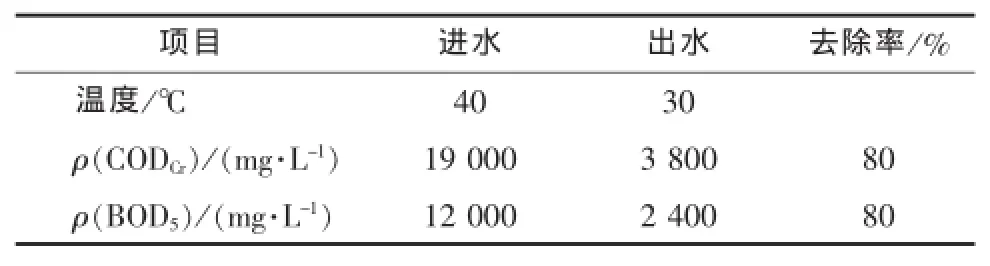
表1 UASB双循环反应器的主要设计进、出水水质Tab.1 Main design influent and effluent water quality of UASB double circulation reactor
2.2 工艺路线
由于进水中含有约100 mg/L的石油类污染物,因此,在进入UASB双循环反应器前设置溶气气浮除油,将石油类的质量浓度降至30 mg/L以下再进入UASB双循环反应器。工艺流程如图2所示。

图2 处理工艺流程Fig.2 Wastewater treatment flow
2.3 工程设计
该项目UASB设计成4组,每组3格。每组单独采用双循环设计,总循环倍数设计为400%,其中内循环300%,外循环100%,上升流速控制在0.8 m/s,沉淀区表面负荷为0.37 m3/(m2·h),设计CODCr负荷为7.3 kg/(m3·d)。
2.4 运行分析
由于主装置在调试,至2016年3月15日生产负荷达到80%并稳定运行。2016年3月15日至2016年4月25日连续监测,进水在调节池取样,出水在UASB双循环反应器出水总渠取样,监测结果如图3~图6所示。

图3 UASB双循环反应器进、出水CODCr浓度Fig.3 CODCrconcentrations in influent and effluent water of UASB double circulation reactor
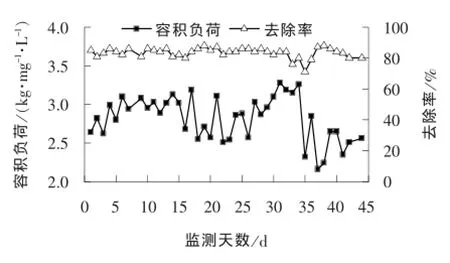
图4 CODCr去除率和CODCr容积负荷变化情况Fig.4 Removal rate and volume loading of CODCr
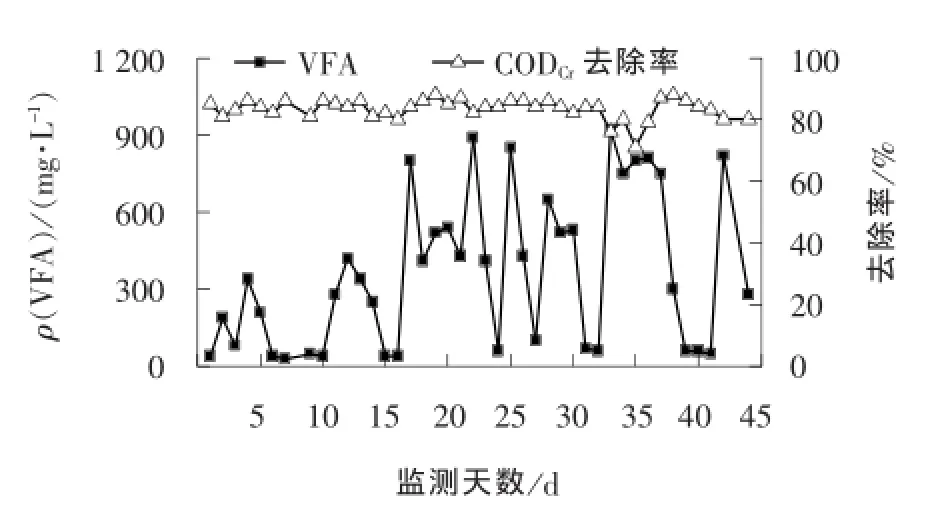
图5 出水VFA值及CODCr去除率变化情况Fig.5 Variation of VFA value and CODCrremoval rate of effluent water
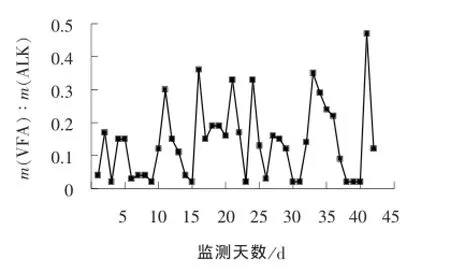
图6 出水m(VFA)/m(ALK)值变化情况Fig.6 Variation of m(VFA)/m(ALK)value of effluent water
从图3和图4可知,在第1天至第26天进水CODCr的质量浓度稳定在7 500~8 500 mg/L,虽然在第26~42天期间,进水CODCr的质量浓度先缓慢升高再回落,最后趋于稳定,在9 800 mg/L和6 400 mg/L之间产生巨大波动,但是出水CODCr的质量浓度一直维持在1 300 mg/L左右,CODCr去除率基本维持在83%左右。第34天CODCr去除率降至71%,主要是由于在第29~33天进水CODCr的质量浓度突然升高至9 300 mg/L以上,负荷冲击引起,2 d后去除率恢复至85%以上。说明该反应器不仅CODCr去除率高,同时有很强的抗负荷冲击的能力。
从图5和图6可知,由于CODCr负荷的冲击,反应器内的VFA值有一定的波动,但是m(VFA)/ m(ALK)值一直小于0.5,大部分情况都在0.3以下,说明产甲烷菌活性较好,VFA没有在反应器内累积。
该项目中设A、B、C、D 4组UASB,每组反应器设上下2个取样口,上取样口设置在三相分离器下0.5 m处,下取样口设置在距池底1.0 m处。2个取样口污泥质量浓度每10 d监测1次,监测结果如表2所示。
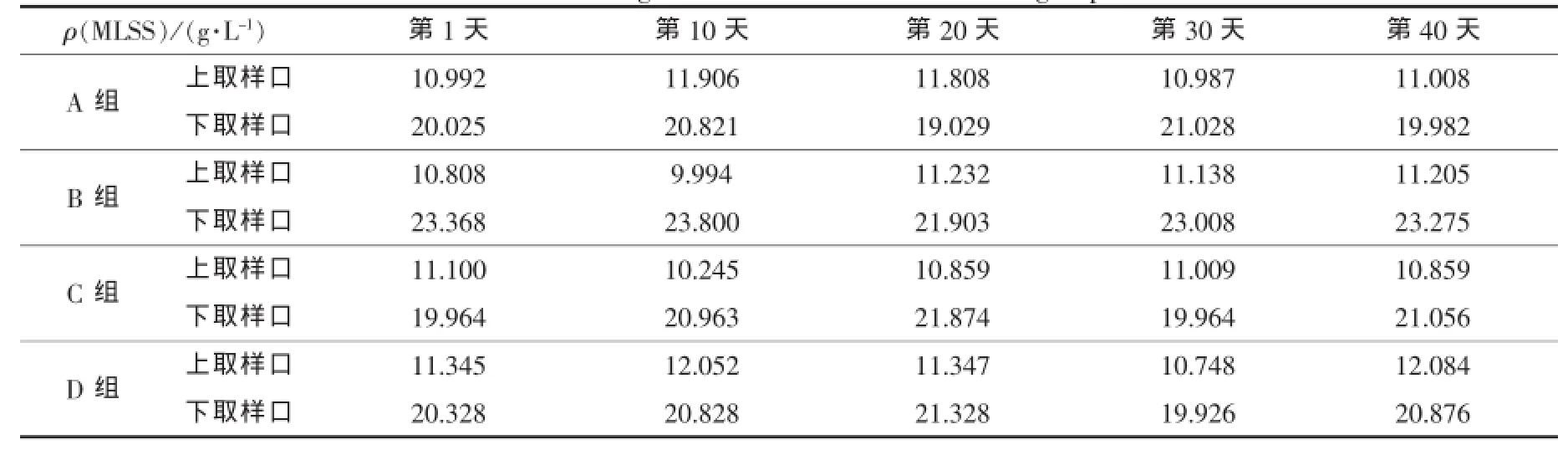
表2 各组UASB污泥浓度Tab.2 Sludge concentration of each UASB group
从表2可知,每组UASB反应器上取样口的污泥质量浓度维持在11 g/L左右,下取样口的污泥质量浓度维持在20 g/L左右,浓度成梯度分布,污泥的分级明显,同时污泥浓度没有出现减少的情况,而且通过现场实际运行情况来看,出水没有跑泥现象。
3 结语
(1)UASB采用双循环设计,将传统的单循环改为内外相结合的双循环结构,解决了上升流速与沉淀区表面负荷高的矛盾问题,不仅增强了系统耐负荷冲击的能力,而且使沉淀区的表面负荷在可控范围,维持了反应器内的污泥浓度。
(2)从UASB双循环设计在实际煤化工项目中的应用来看,虽然没有达到设计负荷,但是系统CODCr去除率大于80%,运行稳定,在煤化工高浓度废水的厌氧处理工艺的设计中可以借鉴。
[1]张存阳.UASB-A/O工艺处理化工园区废水的试验研究[J].工业用水与废水,2013,44(5):28-30.
[2]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社,1998:9-15.
[3]ARCAND Y,GNIOD S R,DESROCHRS M,et al.Inpact of the Reactor hydrodynamics and organics on the size and activity of anaerobic granules[J].Chemical Eng Jour,1994,56(1):23-35.
[4]北京水环境技术与设备研究中心,北京市环境保护科学研究院,国家城市环境污染控制工程技术研究中心.三废处理工程技术手册:废水卷[M].北京:化学工业出版社,2000:622-623.
[5]方战强,陈中豪,胡勇有,等.外循环式UASB的结构和设计方法[J].工业水处理,2003,23(4):72-75.
[6]ALPHENAAR A.Anaerobic Granular sludge:Characterization and Factors Affecting its Functioning[D].The Netherlands:WAU,1994.
[7]管锡珺,郑西来.从厌氧反应器的发展谈UASB反应器的改良[J].青岛海洋大学学报,2004,34(2):261-269.
[8]管锡珺,郑西来.现行的UASB反应器的设计问题及改良的可行性[J].环境工程,2004,22(2):17-19.
UASB double circulation design and its application for coal-chemical wastewater treatment
LUO Rui-chun1,YU Yong-sheng2,LI Kai-jun2
(1.Poten Environment Group Co.,Ltd.,Xi′an 710065,China;2.China New Era International Engieering Corporation,Xi′an 710018,China)
The structure,technological principle,technical innovation points and engineering application of UASB double circulation were introduced.The UASB double circulation design could effectively solve the contradiction between the ascending velocity and the precipitation area sedimentation,which not only ensure rational ascending velocity,full contact between wastewater and sludge,but also guarantee the sludge is not lost,maintain the sludge concentration of the reactor at the same time.The unique UASB double circulation reactor was applied to the engineering practice,when the mass concentration of CODCrin the influent water was about 8 000 mg/L,the total circulation ratio was 400%(300%internal circulaiton,100%external circulation),the ascending velocity was controled at 0.8 m/s,the surface load of the precipitation area was 0.37 m3/(m2·h),the UASB ran steadily,and had strong anti shock loading capability,the mass concentration of CODCrin the effluent water was stable at about 1 300 mg/L,the removal rate was above 80%,which greatly reduced the pressure of subsequent aerobic biochemical treatment unit.
UASB;double circulation;coal-chemical wastewater;engineering application
X703.1
A
%1009-2455(2016)05-0036-04
罗瑞春(1983-),男,湖北天门人,工程师,本科,主要从事煤化工废水、市政及工业园区污水处理技术研究及工程设计,(电子信箱)358865230@qq.com。
2016-07-08(修回稿)
