异径双辊法制备1050Al带的可行性研究
2016-11-15罗俊杰
罗俊杰, 周 成
(1.山西工程职业技术学院, 山西 太原 030009; 2.北京科技大学材料科学与工程学院, 北京 100083)
异径双辊法制备1050Al带的可行性研究
罗俊杰1, 周 成2
(1.山西工程职业技术学院, 山西 太原 030009; 2.北京科技大学材料科学与工程学院, 北京 100083)
设计了一种异径双辊铸机,旨在将单辊法的冷却速度快与双辊法的上下表面质量高的特点结合起来,并采用了中间包-布流器压出法与可控闸门布流器压出法两种浇铸系统的设计方案,进行了验证性实验。结果表明:此方法制备的1050Al薄带,凝固速率快,辊速达60 m/min,上下表面成形质量差异小,虽然有些表面裂纹,但受到工艺控制水平的制约。
异径双辊 薄带 1050Al
薄带连铸技术由于省去了常规薄带生产中大量的热轧工序,节省了电能消耗,降低了成本。然而,在生产过程中却存在着成形工艺不易控制及内部冶金缺陷等一些技术难点,至今尚未完全解决[1-5]。尽管如此,该工艺对于一些热加工性能较差的材料如铸铁、硅钢及一些铝镁合金的带材成形依然具有较为重要的价值[6-7]。
本实验采用的异径双辊法制备1050Al带基于两点:一是单辊熔体拖拽法虽然冷却速度快,但薄带上表面成形质量差[8];二是双棍法制备的薄带双面成形的质量较好但冷却速度慢且存在中心层溶质偏析[9]。采用异径双辊法旨在将上述两种方法的优势结合起来,期望在薄带成形质量及组织性能上取得新突破。
1 实验方法
1.1 实验设备
本实验采用的铸机如图1所示,冷却辊与成形辊的直径分别为400 mm和200 mm,侧封采用冷却辊两侧的凸缘代替,将成形辊镶其中,如图2所示。本实验的加热炉为5 kW的电阻炉。

图1 异径双辊铸机实物图
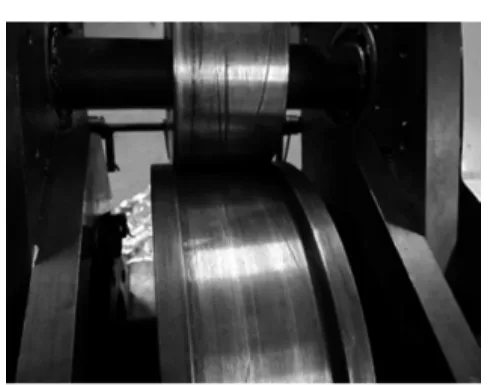
图2 铸辊侧封实物图
1.2 实验设计
在单辊熔体拖拽的成形过程中,液态金属与冷却辊刚接触时会产生微熔池,流场速度分布较为紊乱。在冷却辊的拖拽作用下,液态金属被拉成薄带状,被拉薄的液态金属不可避免地继承了熔池紊乱的流场,当液态金属在冷却辊上布流厚度较大时,会引发上表面流动紊乱,严重影响了薄带上表面的成形质量。
由于双辊法是双面冷却,薄带上下表面质量好,但生产效率偏低,较有代表性的是铸速为30 m/min。效率偏低除了有带厚较大的原因以外,另一个不容忽视的原因是两辊间的熔池较大,热流源源不断地从熔池流向铸辊,影响了辊面附近液态金属的凝固。
为了避免上述问题,首先需提高上述微熔池的稳定性,即在液态金属与冷却辊接触时,速度矢量应当与冷却辊接触点的速度矢量相近,以避免两者间不利的相互作用。同时,为了获得较高的表面质量,本实验增加了辊径较小的成形辊,薄带成形原理如图3所示。

图3 理想状态下异径双辊法成形的示意图
1.3 实验过程
本实验采用了两种布流器形式。第一种为中间包-布流器压出法,如图4所示。浇铸前加热布流器,然后依靠钢架结构将其较为精确地装配至冷却辊两个侧封之间,将中间包架于钢架上端。将液态金属浇入布流器中,控制液面高度,在液态金属自身压力的作用下,熔体从出口处沿水平方向以一定速度均匀布流在冷却辊上。

图4 中间包-布流器压出法示意图
第二种为可控闸门布流器压出法,如图5所示。浇铸前加热布流器内腔,浇铸时先将液态金属通过中间包浇入布流器中,如图6所示,然后参照刻度盘将闸门迅速开至约5 mm的位置,待液态金属压出后迅速调小至2~3 mm的位置以控制流量。
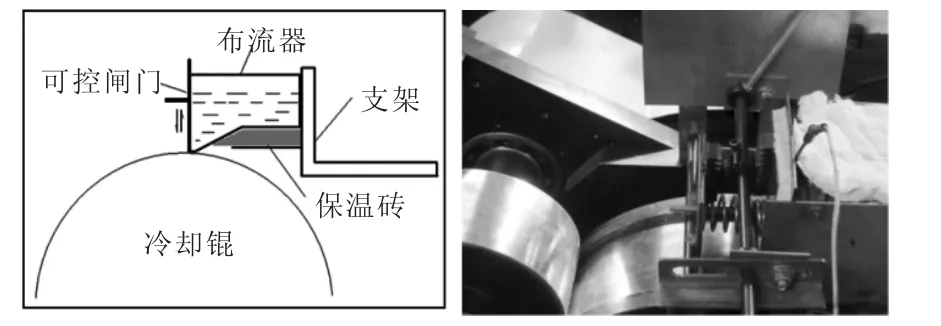
图5 可控闸门布流器压出法示意图

图6 可控闸门布流器压出法浇铸1050Al
2 实验结果与讨论
2.1 中间包-布流器压出法
布流效果如图7所示,液态金属更加倾向于在冷却辊中间布流,这是因为在喷口处靠近布流器侧壁的液态金属温度低于靠近中间的液态金属,黏度较大;侧壁对液态金属存在摩擦作用。以上原因导致靠近侧壁处的液态金属流动较慢。布流器出口高度只有2~3 mm,液态金属流出时受到表面张力影响,最终导致液态金属从中部被压出。

图7 液态Al布流效果示意图
由图8可见,中间包-布流器压出法制备的1050Al带中部较为完整,边部存在严重开裂,并呈对称状。主要原因是液态Al在冷却辊上靠近中间的部分首先凝固,在成形辊的作用下,多余的液态Al以宽展的形式被压到熔池两边,流场较为紊乱,对两边的凝固产生了较大的影响,最终导致边部开裂。

图8 中间包-布流器压出法制备1050Al带实验结果
2.2 可控闸门布流器压出法
由于采用了保温层,液态Al的流动性得到保证,但初始压头较高,约为80 mm,导致初始流量和流速较大,在后续过程中也无法控制;几何因素限制了布流器的形状,导致液态金属接触辊面时的初速度存在径向分量,对辊面有一定的冲击作用,当流速较快时,液态金属在冷却辊表面会出现边部漂离辊面的情况,影响了液态金属在冷却辊上布流的稳定性,在冷却辊与成形辊之间形成一个波动较大的熔池。
由图9可见,所制得的1050Al带与图8有明显区别,裂纹呈不规则分布,有些裂纹已经穿透整个1050Al带,这与熔池沿轧制方向上的前后波动有直接的关系。当液态金属与成形辊接触时,由于布流出口高度大于辊缝,导致与辊面碰撞并回弹,影响了冷却辊上液态Al布流的稳定性,反过来又会加剧熔池的往复波动,因此液态Al在相对不稳定的流场下发生凝固是形成不规则裂纹的主要原因。

图9 可控闸门布流器压出法制备的Al带
3 结论
1)本实验针对已有的薄带连铸工艺所面临的问题和不足,精心设计了异径双辊连铸法,期望能增加冷却辊上液态金属流动时的稳定性,并通过成形辊对液态金属自由表面的成形及冷却作用,使得薄带的上表面平整度与下表面基本相同。
2)实验结果表明:由于冷却辊的冷却能力及熔池厚度的显著减小,液态Al的凝固速率明显提高,制备1~2 mm厚的铝带,辊速达60 m/min。虽然铝带存在的一些裂纹还未能得到解决,但其上下表面的成形质量已基本相同,基本达到了实验设计的初衷。
[1] 梁爱生.近终形连铸技术[M].北京:冶金工业出版社,2001:87-88.
[2] Woo-SeungKim,Deok-SooKimb,A.V.Kuznetsovc.Simulation of coupled turbulent flowand heat transfer in the wedge-shaped pool of a twin-roll strip casting process[J].Heat and Mass Transfer, 2000,43:3 811-3 812.
[3] 徐光,徐楚韶.带钢近终形生产技术的发展概况[J].武汉冶金科技大学学报(自然科学版),1999,22(2):125-128.
[4] 孙斌煜.板带铸轧理论与技术 [M].北京:冶金工业出版社,2002:145-146.
[5] 钱玉麟.薄带连铸技术产业化过程中的关键问题[J].上海冶金情报,1997(4):1-11.
[6] J.M.Song,T.S.Chou,L.H.Chen,et al.TEXTURE EXAMINATION ON STRIP-CAST Fe-C-Si WHITE CAST IRON[J].Scripta MATERIALIA,2001,44(7):1 125-1 130.
[7] 丁培道,蒋斌,杨春楣,等.薄带连铸技术的发展现状与思考[J].中国有色金属学报,2004(14):192-196.
[8] J.Namkung,M.C.Kima,C.G.ParkMagneticpropertiesofmeltquenched:Ni-Fe alloy strips[J].Materials Science and Engineering,2004,A375-377:1116-1120.
[9] 季晨曦,张炯明,王新华,等.双辊连铸不锈钢薄带凝固组织特点[J].钢铁研究学报,2008,20(2):40-43.
(编辑:胡玉香)
Feasibility Study on the Preparation of 1050Al Belt with Differentdiameter Twin-roller Method
LUO Junjie,ZHOU Cheng
(1.Shanxi Engineering Vocational College,Taiyuan Shanxi 030009;2 College of Materials Science and Engineering,University of Science and Technology Beijing,Beijing 100083)
A kind of different-diameter twin-roller casting machine is designed,aiming at combing the fast cooling rate of single roller method and high surface quality of double roller method.The design scheme of the tundish-flow distributor extrusion method and controllable gate flow distributor extrusion method in casting system are adopted,which is verified through experiment.The results shows that the preparation method of 1050Al thin strip has high solidification rate,and the speed of roll reaches 60 m/min.The difference of forming quality in upper and lower surfaces is small.Although there is some surface crack,but it i restricted by the level of process control.
different-diameter twin-roller,thin strip,1050Al
TG249.7
A
1672-1152(2016)05-0021-03
10.16525/j.cnki.cn14-1167/tf.2016.05.08
2016-09-07
罗俊杰(1984—),男,毕业于北京科技大学材料加工工程专业,于山西工程职业技术学院任教,教师助理。
