改进型三鼓成型机电气控制系统的升级
2016-11-15李岩
李岩
(天津赛象科技股份有限公司,天津 300384)
改进型三鼓成型机电气控制系统的升级
李岩
(天津赛象科技股份有限公司,天津 300384)
对全钢载重子午轮胎一次法三鼓成型机进行控制系统改进,改进后的三鼓成型机控制系统提高了系统的稳定性、安全性和整机的自动化程度,更加贴近用户需求,降低了系统开发和维护的工作量,用户可直接对设备进行信息化管理。
成型机;轮胎;伺服;以太网;通讯;上位机
全钢载重子午线轮胎一次法三鼓成型机作为轮胎生产中的关键设备,市场需求量与日俱增,市场对全钢载重子午线轮胎的需求也越来越高,为了满足市场和客户的需要,应对轮胎成型机的安全性、稳定性、操作性、维护性加以提升,为此,选用美国AB公司的控制系统,对早期产品进行全面电气硬件升级,重新打造全钢载重子午线轮胎一次法三鼓成型机的控制系统,本文主要介绍了AB系统在全钢载重子午线轮胎一次法三鼓成型中的应用。
1 电气结构
改进型全钢载重子午线轮胎一次法三鼓成型机采用AB公司的ControlLogix PLC系列中的1756-L72处理器,Stdio 5000程序开发环境,该处理器包含了对远程IO的逻辑控制功能以及伺服运动组的控制功能,采用最为先进的超五类以太网通讯技术,对各个分站、变频、伺服进行通讯连接,该链接方式减小了安装和开发的工作量,降低了成本,提高了整个系统的可靠性以及可维护性。
1.1远程IO
选型采用1756-EN2TR作为通讯模块,采用超五类以太网线对各个分站及变频驱动器进行环网链接,变频电机选择PF525系列驱动器对电机进行控制,远程站选择AENTR进行网络链接,最大限度的保证了网络带宽以及系统反应时间,其硬件分配如图1所示。
1.2伺服网络
伺服系统采用1756-EN3TR,对各个伺服驱动器进行环网链接,伺服驱动器选择Kinetix 6500驱动器对伺服电机进行控制,保证系统对电机控制的稳定性以及准确性。其硬件分配如图2所示。
1.3底层通讯设备的链接
采用1756-ENBT,通过交换机,对底层带有通讯功能的电气设备进行网络链接,保证了网络系统的稳定性以及流畅性。硬件分配如图3所示。
1.4上位机系统
上位机系统采用工业计算机,通过高速以太网与PLC进行链接,可直接实现对整个网络的自动化控制。
上位机软件基于WINDOWS XP操作系统,采用即时通信方式,缩短对PLC内部数据的扫描周期,软件具有对轮胎工艺参数、设备参数、故障信息的存储管理能力,显示直接,操作方便,操作系统可根据登录人员的操作级别进行分级管理,符合客户需求。操作系统稳定可靠。
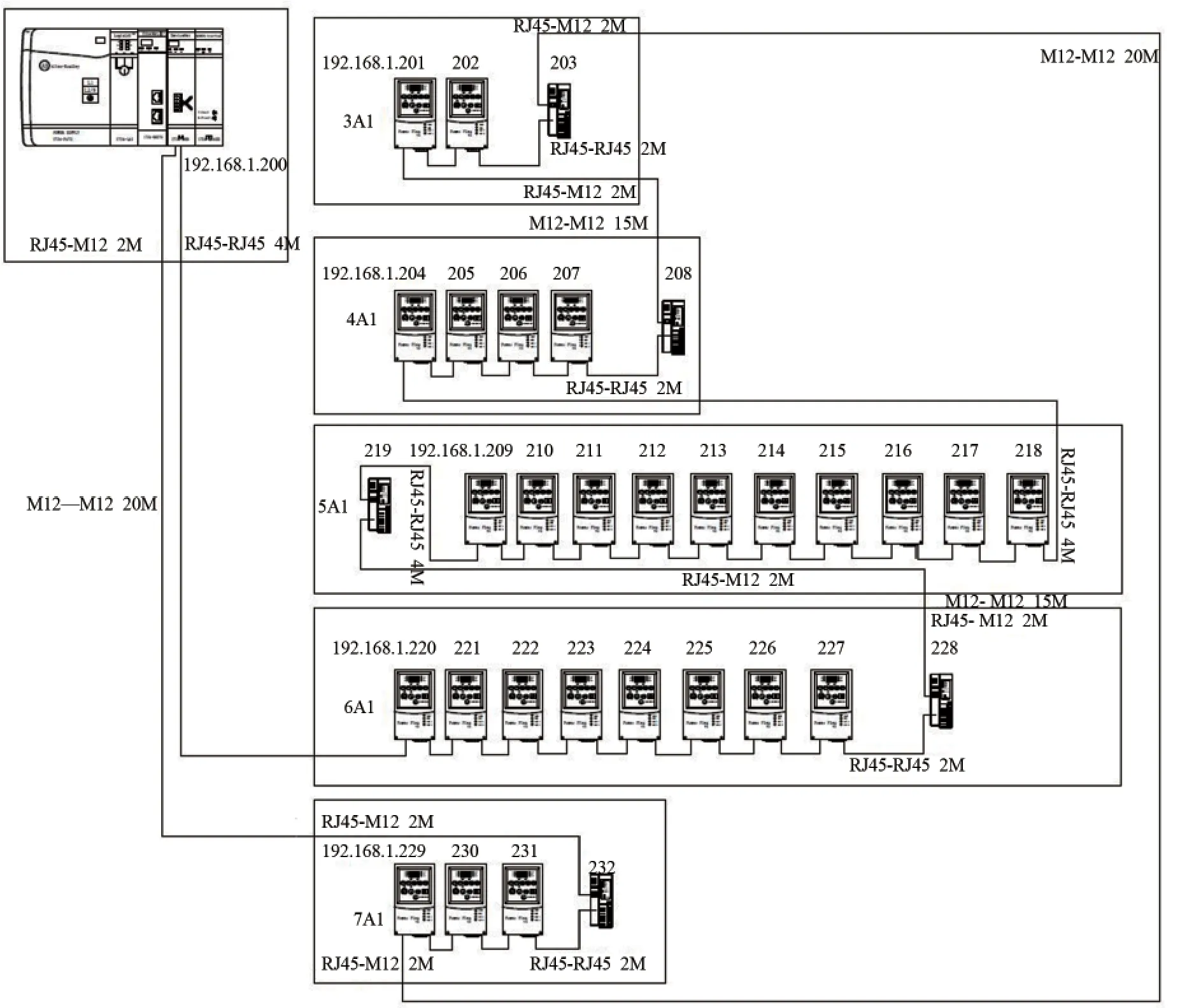
图1 控制系统远程IO硬件配置图
1.5快速接插件
对全部的电气元件采用快速接插装置进行连接,降低了电气人员的工作强度,易于安装和维护。
2 电气控制特点
2.1全部以太网通讯
采用以太网通讯一网到底的通讯模式,与其他通讯方式相比,其优点如下:
(1)基于TCP/IP的以太网采用国际主流标准,协议开放、完善不同厂商设备,容易互连具有互操作性;
(2)可实现远程访问,远程诊断;
(3)不同的传输介质可以灵活组合,如同轴电缆、双绞线、光纤等;
(4)网络速度快,可达千兆甚至更快;
(5)支持冗余连接配置,数据可达性强,数据有多条通路抵达目的地;
(6)系统容易几乎无限制,不会因系统增大而出现不可预料的故障;
(7)可降低投资成本。
2.2快速接插件
全部电气连接使用快插接头,告别了电气装配人员使用螺丝刀接线的传统模式,快速接插接头使用便捷,美观,可靠性强,有利于设备使用中的维护。
3 程序编写
PLC程序用梯形图与SFC混合编程的程序模式,使用了用户自定义的数据类型和结构体,按照内部编写规范进行程序编写,使程序直观并符合国际规范.整个程序按照不同的布套进行划分,各个部分的基本结构相似,包含循环逻辑,手动,自动等程序功能。

图2 伺服系统硬件配置图

图3 底层通讯设备配置图
4 改进效果
4.1缩短成型鼓成型周期时间
传统的三鼓成型及采取后压辊与传递环相互分离的机械结构,在成型过程中,程序节拍复杂,浪费时间,在此次改造过程中,后压辊镶嵌在带束层传递环上,减少了传递环往复运动的时间以及周期,滚压时不必考虑各个机械布套之间的相互影响,从而在编程时减少了机械工位之间互相躲避的时间,具体时间如表1所示:

表1 成型周期时间表
4.2带束层裁切装置的使用
带束层裁切精度存在偏差是制约着成型机自动化水平的关键因素,在此次改造过程中,为了解决此难题,采取了两种手动加以改进。
(1)选取精确度更高的齿形待作为带束层定长裁切的载体;
(2)裁切角度可以根据角度随意调整,不受工艺制约;
(3)将定长开关的扫描周期由毫秒级上升至微秒级,确保定长精度。
改造后的带束层裁切精度可达到生产需求,满足自动贴合条件。
4.3工业机器人与成型机的无缝结合
在改进型三鼓成型机中,尝试植入埃夫特ER1652C型6轴工业机器人进行胎圈的拾取以及放置工作,用以提高成型机自动化程度,节省人力资源。
在使用过程中,主机贴合区域自动化程度加以提高,但胎圈识别过程中所耗费的时间过长。历时3min15s左右,以目前识别方案,如无法提升胎圈拾取速度,会出现贴合区域周期过长无法满足成型区域需求的情况,且在识别过程中容易出错,造成无法成功取下胎圈的情况。为解决此问题,和机器人供应商进行了相应的技术沟通,采取以下两个措施进行弥补。
(1)加快机器人的放置速度
(2)减慢机器人的识别速度
采用上述两种方法,成功的将胎圈的放置速度降低至3 min以下,满足了该类型成型机的成产需求,然而,无法满足其他生产节拍较快的成型机的使用需求,已和工业机器人供应商做出沟通,采取数字摄影测量技术对胎圈进行拾取,以满足所有成型机的使用。
5 总结
改进型全钢载重子午轮胎一次法三鼓成型机是在较为成熟的三鼓成型的技术基础上,以提升自动化程度以及设备操控性为目的一次升级项目,改变传统的滚压模式,带束层贴合模式,机器人上胎圈模式,为了与新增机械结构匹配,弥补原有电气操控方式的不足,选取了相应的硬件与软件作为支撑,提升了设备的整体质量,为轮胎生产企业提供了优秀的设备和技术。
(R-01)
益阳橡机重视高技能人才培训
2016年5月16日,益阳橡胶塑料机械集团有限公司委托市高级技工学校举办湖南省高技能技能培训班。近40名来自该公司机加工、焊工、钳工等工种的一线员工将进行为期一个月的系统的高技能人才培训。
培训老师全部由理论与实践经验丰富的市高级技工学校授课,培训教材采用国家级职业教育规划教材和全国中等职业技术学校机械类通用教材中的机械基础、金属材料与热处理、机械识图常识以及极限配合与技术测量等。培训学员除以上所学课程外,还安排了二天的职业道德、安全常识和安全用电知识的学习。为检测培训效果,还将对全体培训学习进行结业考试。
该公司总工程师金进尧在培训动员会上强调,抓好高技能人才队伍建设是该公司人才队伍的重要组成部分,是实现企业人才队伍上水平,增强核心竞争力,改善技能人才结构,促进高技能人才成长的一个重要方面。同时也是该公司在管理、技术、质量等与德国克劳斯玛菲尽快成功对接的重要基础。
燕丰 供稿
Upgrade of electric control system for improved three drum tire building machine
Upgrade of electric control system for improved three drum tire building machine
Li Yan
(Tianjin Saixiang Technology Co., Ltd., Tianjin 300384)
Performances and automation degree are more close to the user requirements, reduce the workload of the system development and maintenance after upgrade of electric control system for improved three drum tire building machine. The user can directly do the informatization management on equipment.
building machine; tire; servo; ethernet; communication; upper device
TQ330.493
1009-797X(2016)11-0041-04
B
10.13520/j.cnki.rpte.2016.11.012
李岩(1988-),主要从事轮胎成型电气机设计调试工作。
2016-02-15
