20T/h循环硫化床锅炉螺旋给煤机模糊控制应用
2016-11-14王百达大同煤矿集团金庄煤业有限责任公司山西大同037000
王百达(大同煤矿集团金庄煤业有限责任公司,山西 大同 037000)
20T/h循环硫化床锅炉螺旋给煤机模糊控制应用
王百达(大同煤矿集团金庄煤业有限责任公司,山西大同037000)
1 立项背景及原因
循环硫化床锅炉是一种燃烧效率高,煤种适应性强,对热负荷变化适应范围大,污染物排放量较小的锅炉炉型SHX-20-2.5/400-H(AII)中压锅炉(以下简称20T/h锅炉)是同煤集团为年产5万吨/年甲醇而设计的锅炉,为5万吨/年甲醇和煤气厂供汽,至投运以来螺旋给煤机的控制为人工操作,给煤量难以保证,设备运行不稳定,存在很大的安全隐患。
螺旋给煤机是20T/h锅炉系统的关键设备之一,直接关系到锅炉蒸汽的安全可靠生产。螺旋给煤机的给煤系统主要由给煤电机、漏斗型煤仓、螺旋轴轮、运煤皮带等组成。系统运行时螺旋轴轮在给煤电机的带动下,将煤仓漏斗里的燃煤刮入炉膛从而提供燃烧用煤。其中给煤机的给煤量是该系统主要的控制对象:给煤量过多会造成炉膛温度高甚至结焦事故;给没量过少会造成温度下降或熄火事故。目前该给煤机设备由工人手动操作,工人的操作对该设备的稳定运行产生很大影响。由于工人工作环境粉尘浓度大、设备运行环境差,炉膛温度过高、结焦、温度下降、熄火等事故时有发生。因此,2012年9月经我厂专题会议研究在螺旋给煤机进行控制系统进行模糊控制应用实践。
2 研究或革新内容及创新点
螺旋给煤机系统具有大时滞、非线性、时变且建模困难的特点,常规的控制方法很难保证被控系统正常运行。而目前给煤机的给煤量主要通过现场工人根据操作经验和调度室的指示进行控制,受操作经验等因素影响较大,为此引进模糊控制技术,以PLC为控制器,对给煤机控制进行改进。
模糊控制技术是在模糊数学基础上产生的一种控制技术。与传统PID控制方法相比,模糊控制具有更好的适应被控对象变化的能力,不需要建立对于被控对象精确的数学模型等优点。对于此种控制方式影响最大的是模糊控制规则的确定及其可调整性。对比传统控制方式模糊控制技术有如下特点:
(1)被控对象不需要建立精确的数学模型,只需要现场操作人员或相关专家的知识经验或操作数据;
(2)模糊控制技术可与经典控制方法相结合,使用灵活,适用范围广;
(3)被控制系统具有较强鲁棒性,对于非线性、时变、大滞后系统具有更好控制能力;
(4)模糊控制技术同时可用于模型精确的被控对象;
3 模糊控制器方案研究及确定过程
20T/h循环流化床锅炉在实际运行中存在非线性、时变、大滞后等特点,要实现给煤系统的自动控制,传统PID控制方法是很难做到,因此选择模糊控制方法。在实际生产过程中,煤仓漏斗下煤不均匀,造成给煤电机电流产生变化,电流变化与煤仓漏斗漏煤量成正比,同时单位时间的给煤量与电机转速和负载量的乘积成正比。设单位时间给煤量为C,电机电流为I,转速为U,则有下列关系:C=K IU(其中K为常数)。要对给煤机的给煤量C进行控制,这里采用双输入单输出的二维模糊控制器。
3.1确定模糊控制器的输入、输出语言变量及结构
本例使用双输入单输出的二维模糊控制器,该控制器以给煤量的偏差e和偏差变化率ec为输入语言变量,以螺旋给煤机的转速u为输出语言变量。

其中C为给煤量的设定值,c为给煤量的测量值。模糊控制原理图如下图2-1

图3-1 模糊控制原理图
3.2输入语言变量偏差E、偏差变化率EC和输出语言变量U的语言值确定
系统偏差e的基本论域:[-120,+120],输入语言变量偏差E的模糊论域为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},偏差E的量化因子Ke:Ke=6/120=0.05。输入语言变量偏差E的语言值为:{NB、NM、NS、Z、PS、PM、PB}={负大、负中、负小、零、正小、正中、正大}。确定在模糊论域的模糊子集NB…PB的隶属度函数,建立语言变量E的赋值表如表3-1。表3-1输入语言变量E的隶属度函数表
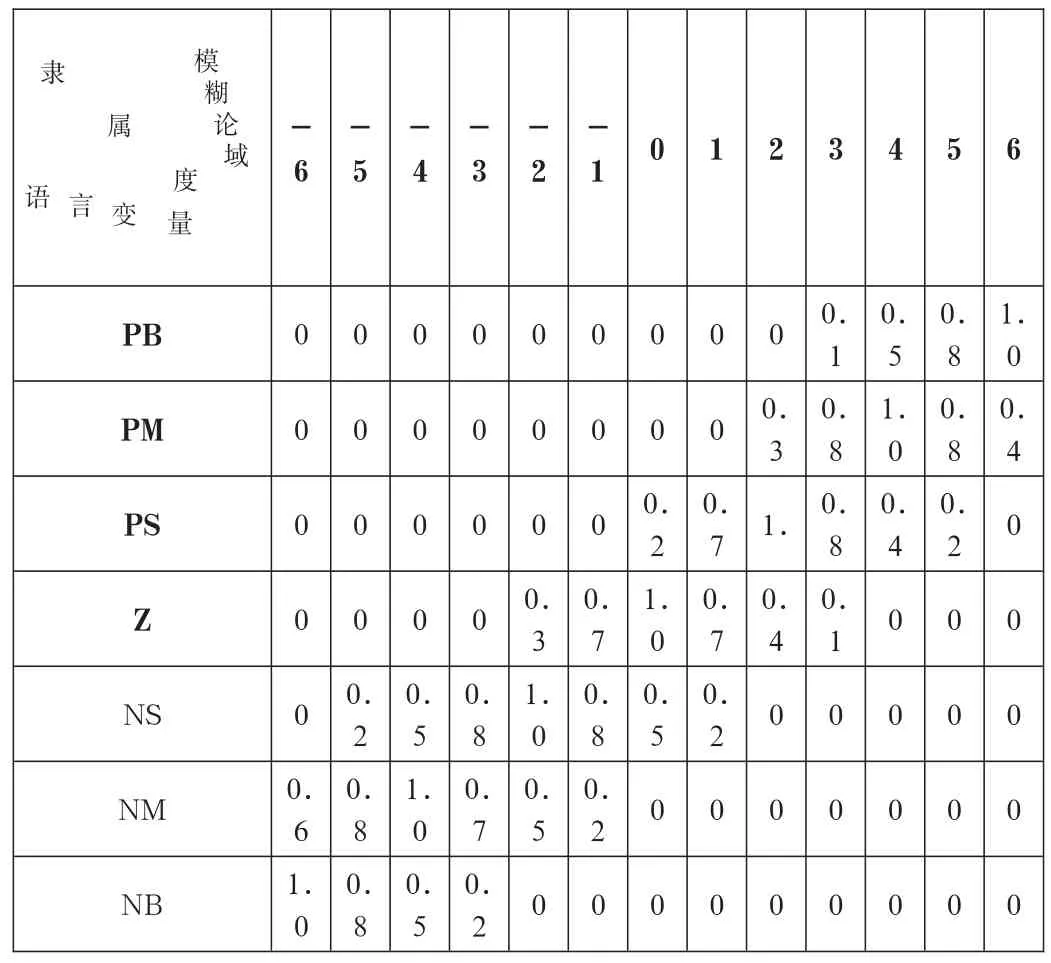
模糊论域隶属度语言变 量PB PM PS Z NS NM NB -6 0 0 0 0 0 0 . 6 1 . 0 -5 0 0 0 0 0 . 2 0 . 8 0 . 8 -4 0 0 0 0 0 . 5 1 . 0 0 . 5 -3 0 0 0 0 0 . 8 0 . 7 0 . 2 -2 0 0 0 0 . 3 1 . 0 0 . 5 0 -1 0 0 0 0 . 7 0 . 8 0 . 2 0 0 0 0 0 . 2 1 . 0 0 . 5 0 0 1 0 0 0 . 7 0 . 7 0 . 2 0 0 2 0 0. 3 1. 0. 4 0 0 0 3 0. 1 0. 8 0. 8 0. 1 0 0 0 4 0. 5 1. 0 0. 4 0 0 0 0 5 0. 8 0. 8 0. 2 0 0 0 0 6 1. 0 0. 4 0 0 0 0 0
系统偏差变化率ec的基本论域:[-150,+150],输入语言变量偏差变化率EC的模糊论域为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},则偏差变化率EC的量化因子Kc:Kc=6/150=0.04。输入变量偏差变化率EC的语言值为:{NB、NM、NS、Z、PS、PM、PB}={负大、负中、负小、零、正小、正中、正大}。确定在模糊论域的模糊子集NB…PB的隶属度函数,建立语言变量EC的赋值表如表3-2。

表3-2 输入语言变量EC的隶属度函数表
输出控制变量u的基本论域:[-20,+20],输出语言变量U的模糊论域:Z={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},则控制量u的比例因子Ku:Ku=6/20=0.3。输出语言变量U的语言值为:{NB、NM、NS、Z、PS、PM、PB}={负大、负中、负小、零、正小、正中、正大}。根据操作者和相关工程技术人员的知识经验确定在模糊论域上用模糊子集NB…PB的隶属度函数,建立语言变量U的赋值表如表3-3

表3-3 输出语言变量U的隶属度函数表
3.3模糊控制规则的确定
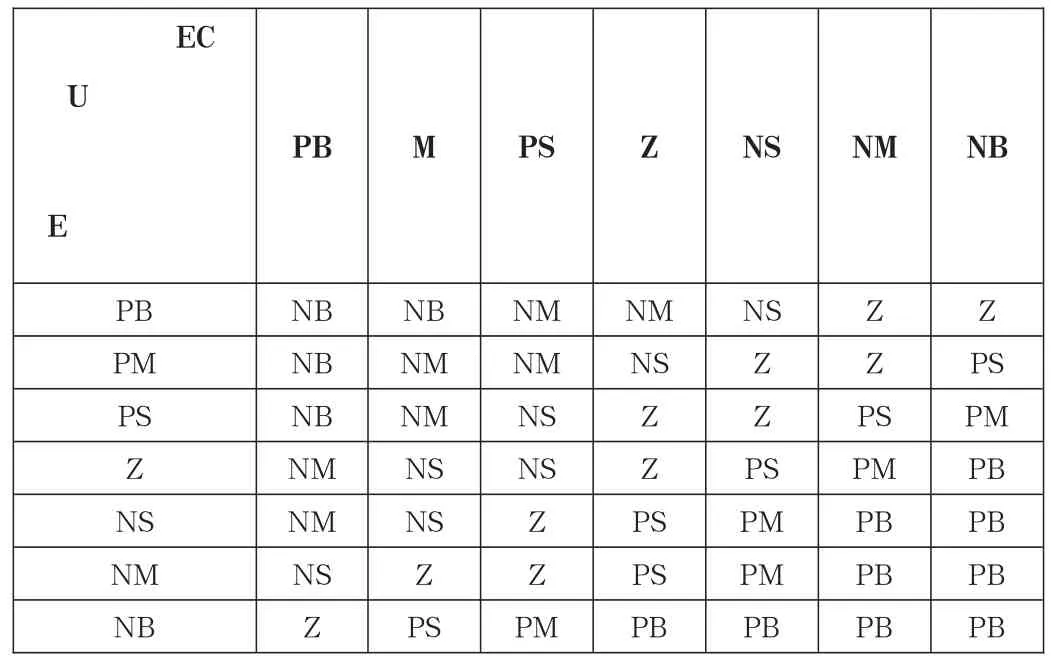
EC U E PB PM PS Z NS NM NB PB NB NB NB NM NM NS Z M NB NM NM NS NS Z PS PS NM NM NS NS Z Z P M Z NM NS Z Z P S PS PB NS NS Z Z P S PM PM PB NM Z Z P S PM PB PB PB NB Z PS PM PB PB PB PB
3.4解模糊与模糊控制表的生成
e*,ec*kuu*采用最大隶属度法对模糊输出语言变量进行解模糊。对模糊输入语言变量E和EC的模糊论域的所有元素的组合进行模糊化、模糊推理、模糊判决、去模糊,得到与输出语言变量U上的元素与之一一对应的元素,把这些对应关系编制成表格,生成模糊控制表。在实际生产过程中,控制系统在每一个控制周期都将实测偏差和偏差变化率分别进行量化,将所得量化值通过查找模糊控制表得到对应的输出语言变量(如表3-4),再将说得输出语言变量值与比例因子相乘,得到被控对象实际控制量的变化值。
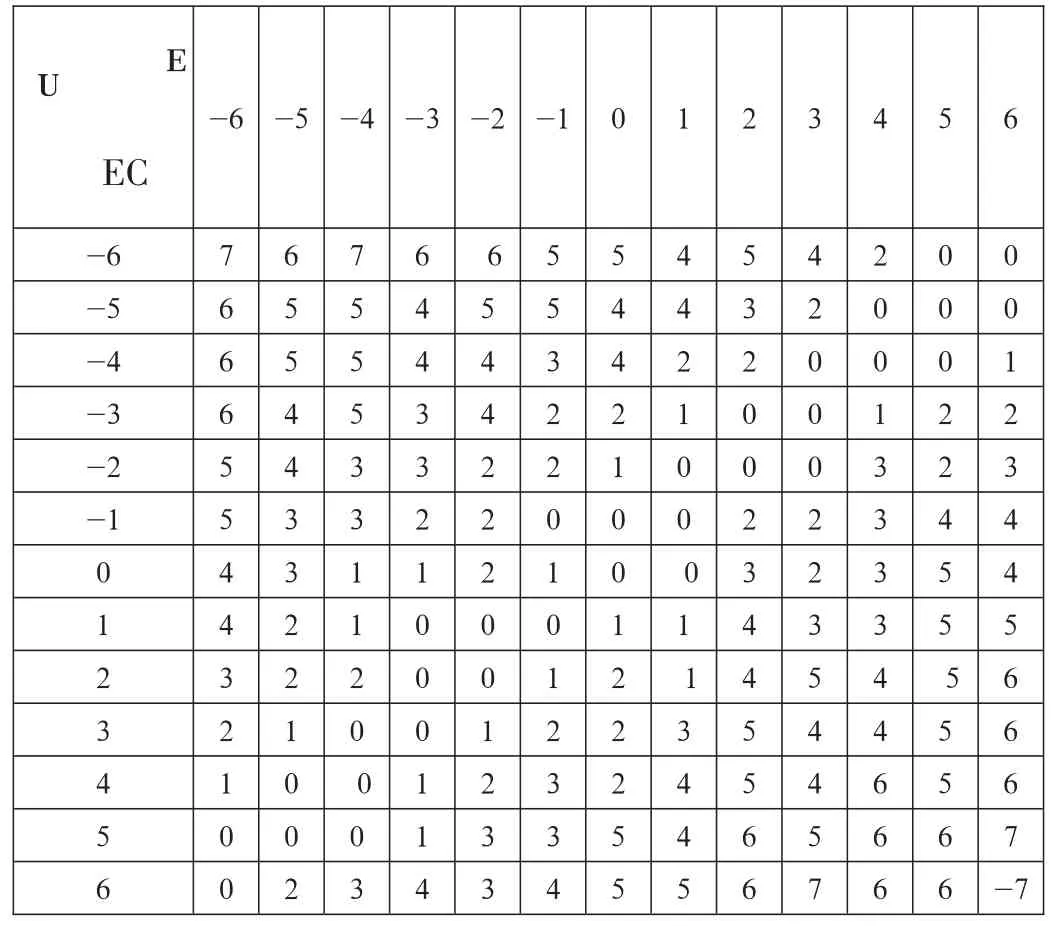
表3-4 模糊控制表
3.5硬件的实现
S7-200PLC系统是紧凑型可编程控制系统。它不仅具有功能强大的指令集和通信功能,而且具有丰富的配套拓展模块,拓展性好,价格低廉。这使得S7-200PLC在连成网络的控制系统和独立运行的控制系统中都能满足所需的控制任务。采用S7-200PLC控制器,PLC为CPU224(AC/DC/Relay,120~240V电源输入,14DI/10DO)扩展模块为模拟量输入输出模块EM235(4AI/1AO)。模糊控制的程序流程图如图2-2所示:
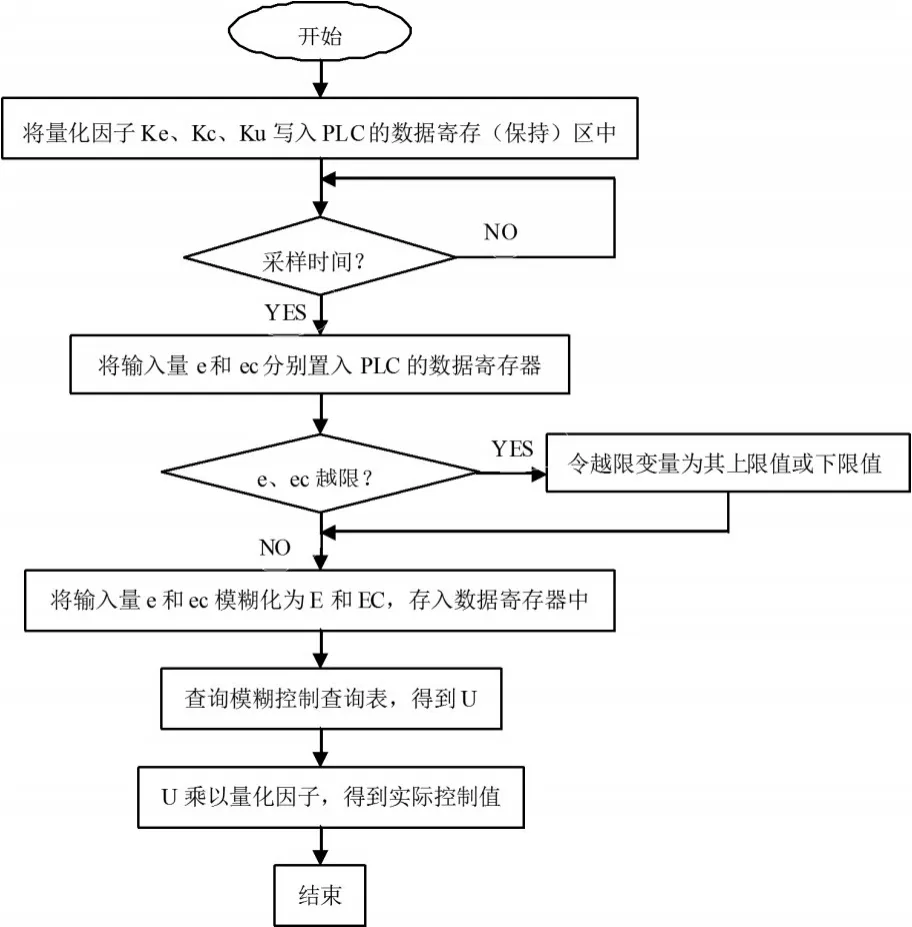
图2-2 模糊控制程序流程图
模糊控制在PLC上的主要工作是PLC梯形程序图设计。利用EM235模拟量输入输出模块对螺旋给煤机的电流和转速进行采样并输出对螺旋给煤机转速的控制信号。在PLC内部模拟量输入模块EM235在采样时间对给煤机电流和转速进行采样,采样地址分别是AIW0、AIW4。将采样后后的电流、转速模拟量存入VW20、VW22。利用PLC的计算功能将给定量与实际值进行计算的到偏差e、ec,e,ec的地址是VW20、VW22。将e、ec分别与Ke、Kc进行计算,其中Ke、Kc分别置于地址VW44、VW46中。将模糊化后E和EC分别置入VW50、VW52。计算得出模糊控制量U放置于VW 54,解模糊得到的精确控制量u放入VW64中。模糊控制量表的查询是程序设计的关键。本设计采用基址寻址+变址寻址的寻址方式将模糊控制量表中U的控制结果按由上到下、由左到右的顺序依次填入PLC的数据寄存(保持)区VB72—VB142。,通过模糊控制量表的查询得到模糊控制量U,经过解模糊运算、乘以位于VBW43的Ku可得到精确的控制量u。通过模拟通量输出通道AQW0输出,从而控制执行机构输出。
4 应用情况及经济效益
系统投入运行半年以来非常稳定,炉膛温度过高、温度下降、熄火、结焦的故障明显减少。因熄火重新点燃锅炉次数明显减少,节约费用约2万多元,燃煤费用减少了13多万元。运行一年来节约材料费、人工费共计用17万元。不仅提高了锅炉的燃烧效率,而且减少了煤炭用量,达到了节能、经济、环保运行的目的。
5 总体性能指标与国内外、集团公司内其他单位技术的比较
模糊控制是一种人工智能的控制方式,其控制策略为模拟人工智能的控制方法,属于国内先进的控制技术。
6 存在问题及推广应用前景
对于我厂控制点不多、建模困难的一些工段,相比传统DCS-PID控制,模糊控制具有更好的鲁棒性和适应性。对于被控变量多、被控变量具有非线性、时滞、时变和建模困难等特点的控制,模糊控制的控制效果明显好于传统的PID控制,是的一种较为理想、适用的控制方式。PLC控制系统与模糊技术相结合,这控制系统不仅具有简便可靠、适应能力强智能化程度高的特点,同时又以小成本构建系统完成了DCS系统的控制任务,此项技术在涉及到模糊控制的各个生产领域具有极强的推广应用前景。