基于PLC控制的壁纸压花装置的改进
2016-11-12余余键温州职业技术学院机械工程系浙江温州325035
余余键(温州职业技术学院 机械工程系,浙江 温州 325035)
基于PLC控制的壁纸压花装置的改进
余余键(温州职业技术学院 机械工程系,浙江 温州 325035)
为提高壁纸压花装置的控制精度,以PLC为控制核心,采用交流伺服电机为驱动,通过气动装置对罗纹辊施加压力,采用高速计数器输入中断实现壁纸压花长度的精确控制,并通过扰动补偿解决压花过程中负载突变带来的转速影响。应用实例表明,改进后的壁纸压花装置有效提高了工作质量,可满足生产线的工艺要求。
压花装置;PLC;控制系统;负载补偿
0 引 言
目前,许多壁纸生产企业压花生产线的压花控制系统,基本上采用由直流或交流变频的构成闭环控制,这种控制系统的压花花纹质量及长度控制虽然能基本满足生产需求,但设备的整体控制精度往往不高。随着人们生活水平的提高,人们除了注重壁纸的材质质量,对壁纸花纹的完整度和清晰度也提出了更高要求,以体现生活品味。为解决需求矛盾,必须对压花装置进行有效的改进。以P LC为控制核心,采用永磁交流伺服电机为驱动,通过触摸屏建立便捷的人机界面,并考虑由于壁纸材质及花纹不同造成的负载变化,提出补偿算法。
1 压花控制系统硬件设计
壁纸压花生产线中,PLC是压花控制系统的核心,压花控制系统硬件设计如图1所示。交流伺服电机驱动罗纹辊,编码器测量壁纸的长度,P L C采集触摸屏与编码器的触发信号,并根据输入信号执行逻辑输出,控制伺服电机和气阀的运行[1]。人机界面对壁纸的系统运行时间、压花长度、滚压总长度等工作数据进行实时显示,方便工作人员进行相应的参数设置。本文对壁纸压花装置的改进,均采用欧姆龙自动化(中国)有限公司生产的设备,人机界面为NB7W-TW00B型触摸屏,选用CP1E-N30SDR-A型PLC,采用E6F-CWZ5G型增量式旋转编码器,选择E3Z-D62型光电传感器。
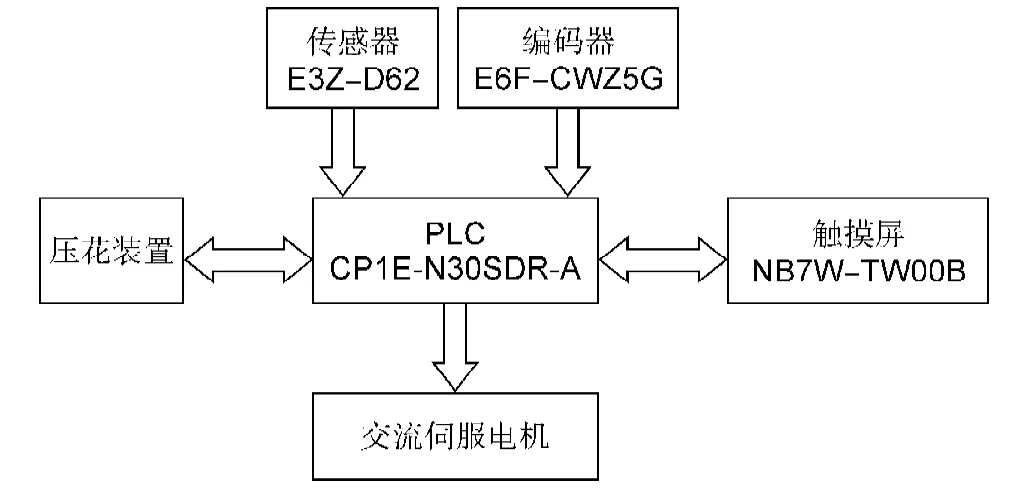
图1 压花控制系统硬件设计
压纹机构处在壁纸生产设备的打点装置与壁纸切断装置之间。在压花生产过程中,通过平辊和罗纹辊组成滚压装置对壁纸表面进行滚压处理,先由气阀驱动罗纹辊对壁纸进行扎压,再通过平辊对壁纸进行干燥展平,其中壁纸花纹的压制质量主要依靠罗纹辊的下压来完成。系统开始运行时,罗纹辊与底辊无接触,处于初始状态。当有壁纸通过两辊,入口处的光电传感器触发信号,使罗纹辊缓慢下移接近底辊,此时,罗纹辊上的感应块被接近传感器S1检测到,给出信号控制布局在罗纹辊上方的气阀进气,给罗纹辊加压,由安装在较低位置的加压接近开关S2给PLC传送反馈信号,控制气阀加压动作的完成。罗纹辊加压流程如图2所示。

图2 罗纹辊加压流程
采用交流伺服电机作为系统的前后移动驱动,由于机械设备在传动的过程中存在运动惯性,因而罗纹辊的移动过程不可能完全没有误差,考虑到电机的惯性,在伺服电机的输出端口连接减速器,尽可能将惯性带来的误差控制在一定范围之内。交流伺服电机驱动系统如图3所示。压花的长度由PLC控制,编码器采用4倍频信号输入,通过旋转编码器检测压花壁纸的有效距离,壁纸的长度与编码器处理之后的输出脉冲个数成正比关系。在系统运行前,压花的长度由触摸屏设定对应参数,编码器随着电机的运行,发出相应脉冲给PLC,PLC根据接收到的脉冲数量计算出压花的实时长度,然后传递到触摸屏显示其当前长度数值,由此实现对长度的实时显示和控制。

图3 交流伺服电机驱动系统
2 罗纹辊压花的扰动补偿及测试
由于罗纹辊花纹和壁纸材料的不同,在交流伺服电机驱动罗纹辊的滚压过程中,罗纹辊会存在两边受力不均的情况,因而对交流伺服电机驱动采取扰动补偿控制。采用先辨识扰动再补偿的方法[2],在壁纸滚压过程中,根据壁纸的弹性和罗纹辊的花纹不同,通过调节器进行调整,即通过调整交流伺服电机运转的转速,控制壁纸材料和罗纹辊的花纹不同带来的负载影响,由此可有效解决原有压花装置存在的缺陷。

图4 滚压系统控制原理
考虑到实际负载TL2的变化会对系统的驱动精度产生影响,其调节前预定负载的最大误差补偿为0.098mm,且负载扰动作用在电流环之后,只能靠转速调节器来产生抗扰作用[4],因而在电流环之后设置转速调节器对负载变化带来的影响做补偿。将电流环输出的结果作为一阶惯性参数,并通过补偿系数β1将测力传感器DBSL-XS检测到的电机负载当前值TL1转换为电流参数,作为控制输入量传送到电流调节器。通过电流的补偿方式等效负载转矩的突变,有效抑制由负载变化对系统稳定带来的影响。速度补偿控制原理如图5所示。

图5 速度补偿控制原理
根据速度补偿控制原理可推至交流伺服电机调速系统的静态特性方程为:

3 压花控制系统软件设计
考虑设计成本,选用欧姆龙自动化(中国)有限公司生产的小型PLC。该款PLC具有强大的定位功能,其内置的N型RS232接口可扩展,并标配USB插口,2轴脉冲输出高达100KHz,可方便实现工作现场的数据采集与交流伺服电机的运动控制,编程软件为CXProgrammerV 9.11。根据压花装置在生产线中的工作要求,软件设计部分分为手动控制和自动控制,手动控制包含滚压的前转和后转,自动控制运行包括控制滚压长度和自动滚压,其控制流程如图6所示。
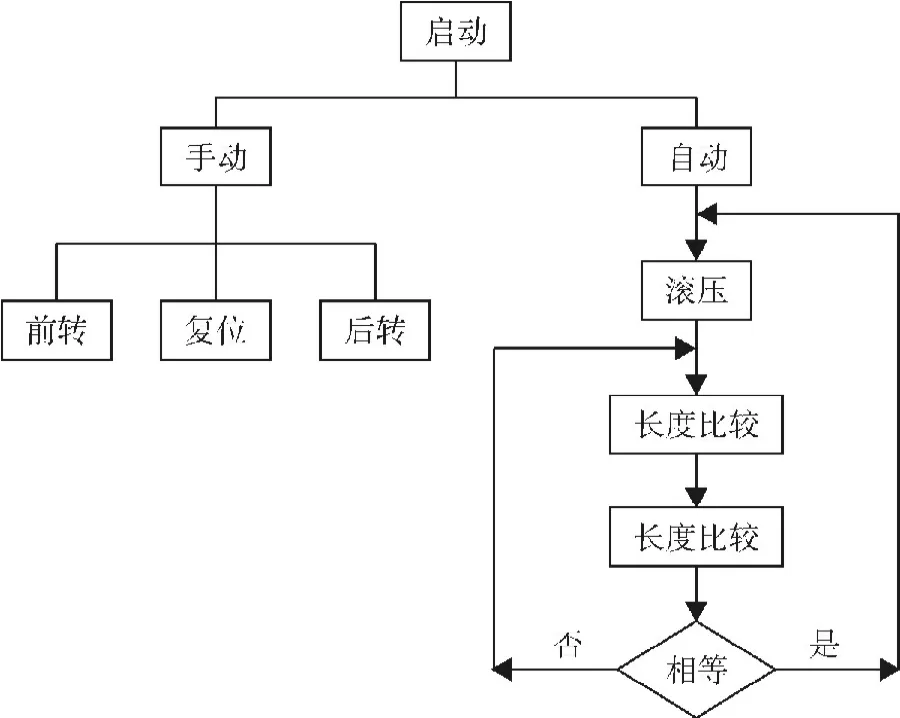
图6 压花控制系统控制流程
系统工作一个周期的工作内容为:用户通过触摸屏对运行速度、压花长度等参数进行设定,然后经PLC软件程序执行,进气下压罗纹辊,发出滚压信号,并输出预设长度脉冲,结合编码器触发的信号,实时测算压花实际长度,同时将计算值与设定值进行比较。如两数值相同,则脉冲输出中止,电机停止工作;如无外界中止信号,程序则一直循环执行。
系统采用高速计数器输入中断实现对壁纸压花长度的精确控制,当高速计数器的计数值与系统设置长度相同时,计数中断并使脉冲输出停止[5]。软件设计中,采用比较表登录指令C T B L实现该项控制。当编码器的输出脉冲信号进入PLC后,PLC自带的高速计数器开始对脉冲个数进行计数。系统采用增量式旋转编码器,其直径为60mm,一周旋转可产生2000个脉冲个数,而采用的是位相差为4倍频的输入,因而当接收到脉冲个数为n时,此时编码器的实际旋转长度。如设定长度为L2时,则需要接收的编码器脉冲个数。当接收的编码器脉冲个数与设定值相同时,由操作模式控制指令INI控制电机停止运转。
4 结束语
本文对壁纸压花装置的改进,采用PLC控制,利用内部程序设计代替物理触点的逻辑控制,采用补偿算法提高电机的实时控制精度,为系统配置触摸屏使人机界面的信息交换更加灵活、便捷,实时监视使电机运行更为安全可靠。
瑞安市瑞丰机械厂采用改进后的压花装置,压花速度从原先的300次/h提高到450次/h,工作效率得到提高,设备运行更加可靠,大大降低了电机故障率。在该厂生产线的实际使用过程中,根据人体对平台的操作习惯,对操作面板的布局进行了人性化改进,触摸屏控制可方便调节加工长度和速度,人机界面更加友好快捷。当相邻两幅壁纸进行压花时,重叠尺寸减小,提高了材料的利用率,降低了生产成本;当不同材质的壁纸进行压花时,电机运行速度产生浮动,触摸屏显示的花纹误差最大值为38μm,且大多时间的误差数值分布在2 0m以内,可满足生产线的工艺要求。
[1]路林吉,王坚,江龙康.可编程控制器原理及应用[M].北京:清华大学出版社,2002:175-177.
[2]鲁文其.永磁同步电机工程伺服系统若干关键技术研究[D].南京.南京航空航天大学自动化学院,2 0 1 0.
[3]梁文炎,阳林,孙友松.交流伺服重载驱动技术及其在螺旋压力机上的应用[J].机电工程技术,2007(3):85-87,108.
[4]李建军,桂卫华.PMSM交流伺服系统负载转矩动态补偿方法[J].微特电机,2007(5):16-19.
[5]谢克明,夏路易.可编程控制器原理与程序设计[M].北京:电子工业出版社,2002:283-285.
[责任编辑:吴百中]
Improvement in Wallpaper Embossing Device Based on PLC Control
YU Jian (Mechanical Engineering Department, Wenzhou Vocational & Technical College, Wenzhou, 325035, China)
In order to upraise the control precision of wallpaper embossing device, efforts have been made to use PLC as the control core, put pressure on watermark roll through pneumatic devices, driven by AC servo motor,and precisely control wallpaper embossing in length by interrupting speed counters, and abolish the effect of sudden loading change on rotation rate by turbulent compensation.The application demonstrates that the improved wallpaper embossing devices effectively raise the working quality and can meet the technical demand in the production line.
Embossing device; PLC; Control system; Load compensation
10.13669/j.cnki.33-1276/z.2016.064
TS736
A
1671-4326(2016)03-0065-03
2016-05-04
余 键(1979—),男,浙江瑞安人,温州职业技术学院机械工程系讲师,硕士.
