关于电站锅炉管座角焊缝的无损检测的分析
2016-11-09湖南省特种设备检验检测研究院怀化分院湖南怀化418000
张 忠(湖南省特种设备检验检测研究院怀化分院,湖南怀化418000)
关于电站锅炉管座角焊缝的无损检测的分析
张 忠(湖南省特种设备检验检测研究院怀化分院,湖南怀化418000)
电站锅炉作为电站中的一项重要设备,其质量能否达到一定的标准在很大程度上决定着整个电站的发电效率能否达标,而锅炉管座角的焊接在锅炉质量中的重要性也是十分关键的。对此,本文首先介绍了电站锅炉管座角焊缝的常用无损检测方法,然后对电站锅炉管座角焊缝的无损检测进行了详细分析,并结合实例对电站锅炉管座角焊缝的无损检测的具体步骤进行了探究。
电站;管座角焊缝;无损检测
1 引言
在电站锅炉的制造和安装过程中,为了便于现场施工,在汽包或集箱与接管间往往加装管座,于是在电站锅炉的汽包、集箱、管道上均设计了大量的管座角接接头,并在电站锅炉的总焊口中占有很大比例。管座角接头质量会直接影响电站锅炉的使用效果,因此,对电站锅炉管座角焊缝的无损检测办法进行深入研究具有十分重要的现实意义。
2 电站锅炉管座角焊缝常用无损检测法
2.1 金属磁记忆检测法
通过采用金属磁记忆的检测方法对电站锅炉管座角焊缝进行检查时,需要使用金属磁记忆仪器,通过应用金属磁记忆仪,有利于简化检测步骤,同时还能够有效避免漏检的问题。为了使得金属磁记忆仪在检测过程中发挥最大的效果,在实际应用中,工作人员首先需要确定具体参数,然后在此基础上对其各项指标进行观察。在实际检测过程中,如果发现有指标不符合相应的标准,则应该立即将问题向技术人员以及维修人员进行汇报,使其能更好地对其进行处理,提高电站工作效率,改善工作质量。
2.2 磁粉探伤检测法
磁粉探伤检测法已经被广泛应用于电站锅炉管座角焊缝检测活动中,在实际检测过程中。铁磁性材料和工件被磁化后,由于可能存在不连续性,因此,工件表面以及近表面磁力线就会产生畸变,进而产生漏磁场,从而吸附工件表面的此份,形成磁痕,如图1所示。为了有效减轻干扰程度,工作人员可以采取以下措施:①检测工作人员为了保证检测结果的准确性,必须及时清除其表面的氧化物质以及锈蚀,确保锅炉管座角焊缝的表面的清洁度。②对于锅炉管座角而言,为了有效降低宏观缺陷对于检测结果不良影响,相关人员首先需要对其进行修磨,确保其能够在干净整洁的前提下提升检测质量。③对锅炉管座角焊缝进行无损检测时,主要目的是检测其横向缺陷与纵向缺陷,因此相关人员必须保证使检测次数达到一定的标准,通常情况下,检测次数需要达到7次以上才能达到检测标准,只有有效地保证检测次数,才能够顺利推进检测过程。
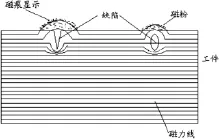
图1 不连续处的漏磁场和磁痕分布
2.3 超声波探伤检测法
超声波探伤检测法一般被应用于焊接接头的内部缺陷问题检测中,比如气孔、裂纹、夹渣等等。超声波检测法在对裂纹、未熔合等面状危害性缺陷进行检测时,具有较高的检出率,同时,其还能够提供缺陷的深度信息和检出射线照相容易疏漏的垂直于射线入射方向的面积型缺陷。焊缝超声检测示意图如2所示。通过实践研究发现,在对接管外径小于108mm的管座角焊缝进行检测时,通过应用超声波探伤检测方法,可以选择那些小晶片和小前沿尼龙探头,在探头的频率方面可以将其调整为5MHz,在这种频率的作用下其最小的权限检测尺寸约为0.6mm。在具体的检测过程中,一般可以使用至少两种不同的折射角探头,在对角焊缝上部区域的缺陷进行检测时,通常可以选择K=2.5~2.7;在对DAC的曲线制作以及对扫描速度进行调整的过程中,可以采用相应的试块DL/ T820-2002具有标准特质的DL-1的试块。
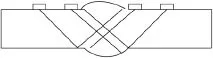
图2 焊缝超声检测示意图
3 电站锅炉管座角焊缝的无损检测要点
3.1 检验样本的选择分析
按照一定的比例对管座角进行无损检测,合理选择抽查样本,具体而言,需要综合考虑在电厂机组运行的状态下其相应的对部件安全造成的影响分析,在以往检测中发现的缺陷部位、通过宏观检查所得到的初步检查结果等等。通过这种样本选择方法,有一定的局限性,即当部件缺陷发展到一定程度时,才能够选择出存在宏观表征的管座角焊缝,并且进行进一步检测,在这种情况下,如果缺陷问题已经形成,但是没有相应的宏观表征,则很容易出现被漏检的现象。对此,可以采用金属磁记忆检测法进行检测,在检测过程中选择响应的参数,在应力没有集中的部位上,其仪器屏幕上所显示的磁记忆信号就会出现相应的具有周期性并且均匀的现实特征,如果相关部位出现一定的应力集中时,仪器屏幕就会出现突变信号。
3.2 对管座角焊缝进行表面质量的无损检测分析
在对管座角焊缝表面缺陷进行探测时,可以采用磁粉探伤法以及渗透探伤法进行检测。在实际应用中应优先选择磁粉探伤的检测方法。在进行磁粉探伤的时候,为了排除检测干扰,更好的保证相应的探测仪与工件表面之间接触,探测前期,首先需要磨掉角焊缝以及边缘的氧化皮、油漆以及锈蚀,然后将咬边等地方的表面所存在的宏观缺陷进行修磨。为了提升对于横向缺陷以及纵向缺陷的有效性,可以在检测条件允许的情况下对角焊缝进行多次探测。
3.3 对内部质量的无损检测的具体分析
在内部质量的无损检测过程中,必须将外表质量的检测与内部质量的检测相结合,这样才能保证检测结果的准确性,完善锅炉管座角焊缝的无损检测工作,保证锅炉的整体质量。通常情况下,在对电厂锅炉管座角焊缝检测过程中,应该综合考虑锅炉接管的焊缝的各项数据,一般有133mm与108mm着两种数据,在对内部质量的检测方法进行选择时,应该讲具体管径的大小与上述数据进行比较傲,如果管径的大小大于上述两项数据,则可以利用声波探伤或射线探伤的方法进行检测;如果具体的管径的大小小于上述两种数据,则在对锅炉管座角焊缝的检测难度比较大,需要使用超声探伤的方法对其进行检测。
4 电站锅炉管座角焊缝的无损检测实例
4.1 联合检测方法
在电站锅炉管座角焊缝的无损检测过程中,各种常用的传统检测方法都各有应用优势,但是各种检测方法也都有其应用局限性,因此,如果单用一种电站锅炉管座角焊缝方法,很难对管座角焊缝进行全面、快速的检测。因此,综合应用磁记忆、超声波联合检测方法对电站锅炉管座角焊缝进行无损检测。
4.2 联合检测方法的实际应用
在对某电站的4号机组进行检修过程中,在主蒸汽管道以及高温、低温再热蒸汽管道安全性评价环节,对该电站管道管座角焊缝进行综合检测分析。在该电站机组的实际运行过程中,在管座角焊缝位置经常发生泄漏问题,因此,需要对该电站管座角焊缝位置进行无损检测,而这也是安全性评价的关键。
在本次检测工作中,对电站32个管座角焊缝采用磁记忆检测法进行检测分析,通过检测分析发现,其中有3个角焊缝存在明显的应力集中问题,分别是主蒸汽管道炉左侧炉顶热电偶接管座角焊缝、高温再热蒸汽管道集汽集箱出口处2号安全门管座角焊缝以及炉顶左侧热电偶接管座角焊缝。
在本次电站锅炉管座角焊缝的无损检测过程中,为了有效验证磁记忆法检测结果,需要对所有管座角焊缝进行磁粉检测。其中,高温再热蒸汽管道集汽集箱出口处2号安全门管座角焊缝,这就表明在磁记忆检测中,判断为应力集中位置产生了裂纹问题,但是,裂纹开口比较小,合计长度为15mm,通过打磨研究后,裂纹埋藏深度大约为8mm,裂纹产生原因是焊缝中原有的夹渣的缺陷所导致的。在本次磁记忆检测过程中,再采用超声波检测法对其它2个管座角焊缝进行检测,没有发现明显的缺陷问题,因此判定合格。另外,再使用超声波检测法对高温再热蒸汽管道、主蒸汽管道疏水管座位置进行检测,没有发现明显的裂纹问题,因此,判定合格。
5 结束语
综上所述,电站锅炉的质量能够在很大程度上影响电站的工作效率,为了保证电站锅炉的质量,对锅炉管座角焊缝进行无损检测至关重要。在对管座角焊缝进行无损检测过程中,应该结合实际需要采用不同的检测方法,提升检测效果。另外,还可以综合使用多种检测方法,保证锅炉质量。
[1]魏洪杰.电站锅炉钢结构焊缝制造质量的无损检测分析[J].中国高新技术企业,2014(1):33~34.
[2]郭红伟.电站锅炉无损检测技术方法分析[J].技术与市场,2015(12):61~62.
[3]刘 寅,高 倩,王明庭,等.电站锅炉无损检测方法及应用[J].节能,2015(06):38~41.
TG441
A
2095-2066(2016)29-0046-02
2016-9-29
张 忠(1977-),男,工程师,本科,主要从事特种设备检验检测工作。