高精度非回转对称非球面加工方法研究
2016-11-09张春雷
徐 乐,张春雷,代 雷,张 健
(中国科学院 长春光学精密机械与物理研究所 应用光学国家重点实验室超精密光学工程研究中心,吉林 长春130033)
高精度非回转对称非球面加工方法研究
徐乐*,张春雷,代雷,张健
(中国科学院 长春光学精密机械与物理研究所 应用光学国家重点实验室超精密光学工程研究中心,吉林 长春130033)
本文提出一种高精度非回转对称非球面加工方法。首先,通过范成法铣磨出非回转对称非球面的最佳拟合球;然后,利用古典抛光修正小磨头确定抛光难以修正的中频误差;最后,利用高精度气囊抛光设备(IRP)精确对位精修面形,在不引入额外中频误差条件下,通过高精度对位检测技术实现非回转对称非球面高精度加工。将该方法应用于定点曲率半径为970.737 mm、k=-1、口径为106 mm三次非球面加工,降低了加工难度,提高了加工精度,面形误差收敛到1/30λ(RMS)。实验结果验证了本文加工方法的正确性和可行性,对高精度非回转对称非球面加工具有一定的指导意义。
非回转对称;非球面;气囊抛光;IRP抛光
1 引 言
为了校正像差、改善像质、扩大视场[1]并简化系统结构以达到减轻设备质量、降低系统成本的目的,在光学系统中开始大量采用非球面,其在X射线光学系统、功能光电器件以及信息与微电子等尖端科技领域应用较为广泛[2]。由于不同系统的需要,非球面参数的选择多种多样。系统中大量采用了三次非球面,通过波前编码技术实现对景深的延拓[3],而非回转对称非球面的加工更为困难。
非球面元件需要经过车削、磨削及研磨等方式成型,这些加工方法会在其表面留有车痕、磨痕以及裂纹、残留应力等亚表面损伤[4-6],且加工过程中轴承噪声/振动、控制精度及加工工具磨损等因素均会造成工件面形中频误差;工件表面/亚表面损伤及面形误差会都会对系统的光学性能造成很大影响,因此需要通过抛光技术对工件表面进行修正。通常对表面中频误差的修正方式为刚性大尺寸磨头与随机路径结合加工,但都需要工件是旋转对称结构,也就是说这些普遍应用于偶次非球面的方法只能对对称面形中频误差进行修正[7-11]。
由于非回转对称非球面的非对称特性,普遍应用于对称非球面的加工方法不再适用,因此非回转对称非球面的加工极为困难。本文对非回转对称非球面加工方法进行了研究,先解决对称项面形误差,再通过面形补偿的方式解决了非回转对称非球面加工的困难。此方法对非回转对称非球面普遍适用,同样也是一种自由曲面加工的新方法。
2 非回转对称非球面加工方法
通常情况下,非回转对称非球面可以表示为如下方程:
(1)
式中,x、y、z分别为x、y、z轴坐标,c为顶点球曲率,k为曲线的形状参数,D为归一化半径α,β为高次项常数[12]。如果β=0,那么此非球面方程可以改写为:
(2)
式中,r2=x2+y2,从方程可以看出,这个非球面方程为旋转对称结构,因此可以通过螺旋线加工方式对表面面形误差进行修正。然而式(1)中,如果β≠0,那么面形为非旋转对称结构,将无法进行螺旋线加工,如果采用IRP气囊磨头栅格路径加工将无法消除铣磨过程中带来的中频误差,因此将无法实现高精度光学元件面形加工(1/30λ,RMS)。
本文将非回转对称非球面分为两个部分进行加工,加工思路如下:第一步,将非球面的对称部分加工完毕,由于面形为偶次项(式(3)中z1),是旋转对称结构,因此可以先通过IRP气囊抛光(此处采用聚氨酯抛光膜)去除铣磨过程中带来的亚表面损伤(约10 μm),聚氨酯抛光膜加工过程中虽然会引入中频误差,但具有较高加工效率,再采用古典抛光对工件中频误差进行修正达到理想的对称面形;第二步通过面形误差补偿的方式,在检测得到的绝对误差图基础上加入非回转对称项面形误差,通过IRP准对心气囊磨头(抛光膜选用Uninap)加工的方式得到最终非对称非球面面形。
为了保证加工效率,此方法只对非对称非球面有较好的加工效果,因为在上述第二步中采用Uninap抛光膜,此抛光膜的特点是不会引入中频误差(尤其对4 mm以下频段控制良好),但是去除效率较低,因此如果非回转对称项于对称项偏离量过大则会使得加工周期变长,影响加工效率。
本文选用的非球面参数如表1所示。

表1 本文选用的非球面参数
其中,R为工件半径,Φ为通光口径。非球面方程为方程(3):
(3)
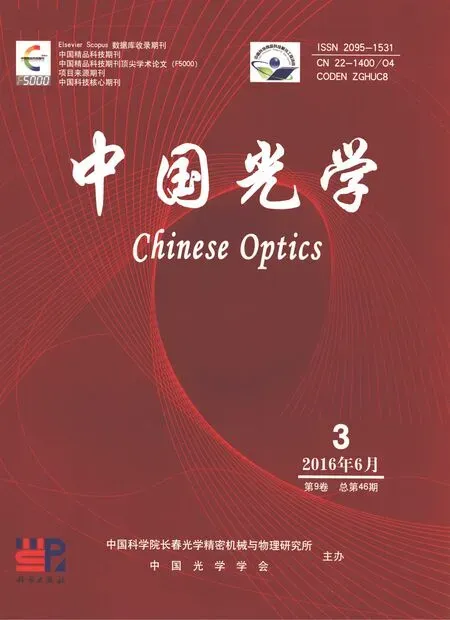
根据方程可知对称项为抛物面,同样为非球面。按照上一节的叙述,可以将此非球面分为对称项和非对称项分别进行面形修正。通过方程可以计算出对称项的干涉图形,如图1所示。同样可以计算出非回转对称项的面形误差,如图2所示。由此可见,非回转对称项的面形误差为±1.1 μm,即加工时应去除最大量为2.2 μm。非球面偶次项加工难度最大,因为偶次项同样是非球面。并且,在检测过程中,由于面形为非回转对称非球面,并且非回转对称项为一个45°方向的倾斜,因此在检测时没有基准面进行参考,也就无法进行绝对测量。在测量中,只能通过调整光圈个数为最少作为每次测量的基准,因此这种方法既增大了检测难度又增加了加工难度。

图1 非球面偶次项面形干涉图 Fig.1 Surface shape interferogram of even-order aspheric surface

图2 非球面非回转对称项面形干涉图 Fig.2 Surface shape interferogram of non-rotationally symmetrical aspheric surface
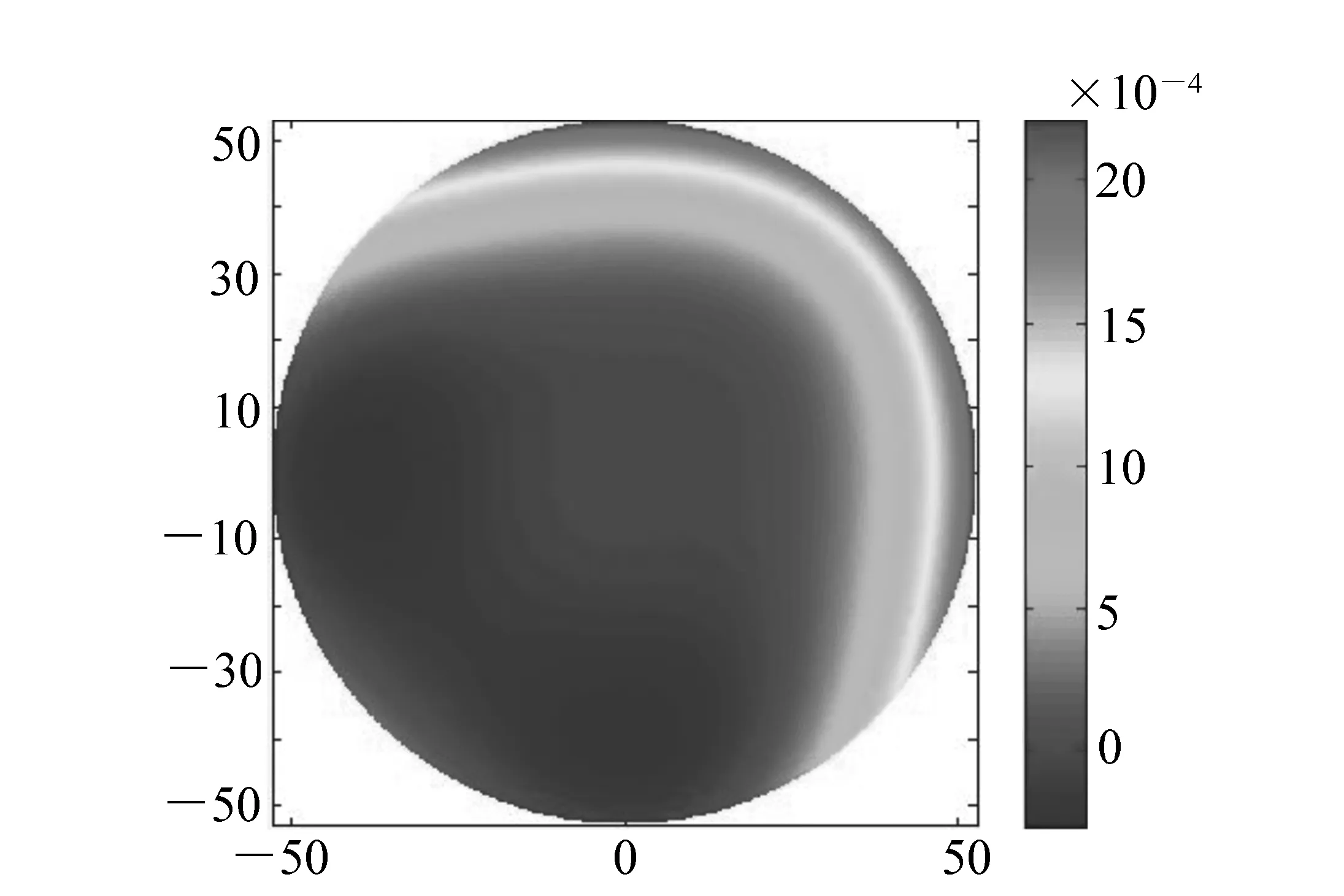
图3 非球面与最佳拟合球面形差 Fig.3 Difference of surface shape interferogram between asphere and optimum fitting sphere
为了降低加工难度,我们将偶次项改为此偶次非球面的最佳拟合球。最佳拟合球的方法拥有更大优势,在加工方面,由图可知此抛物面最大矢高为-1.432 9 mm,因此其最佳拟合球曲率半径为971.460 mm,如图3所示,最大面形误差为2.2 μm,与前面所述方法去除量基本相同,球面的加工比非球面的加工更加容易,并且可以通过古典抛光方式修正表面中频误差,从而得到更好的面形误差。在检测方面,我们可以将此非球面当做是一个拥有2.2 μm PV面形误差、曲率半径为971.460 mm的球面工件来进行检测。通过上述分析可知,这种方法降低了加工和检测的难度,大大提高了非回转对称非球面加工的可行性,并且由于引入古典抛光从而提高了工件面形质量。
3 加工过程
由上述分析可知,本实验在铣磨过程参数为:曲率半径为971.460 mm,口径为106 mm。在磨削加工过程中玻璃工件会产生大量的亚表面损伤[13],这些损伤将直接降低工件的强度、长期稳定性、成像质量、镀膜质量和抗激光损伤阈值等重要性能指标[14]。因此,本实验的第一步就是将铣磨后的工件进行快速抛光,既要对面形有一定的修正,使得抛光后可以进行干涉仪检测,从而进行进一步面形的精修,又要去除一定的厚度以达到去除亚表面损伤层的目的。本实验通过IRP200对工件进行快速抛光。IRP采用CCOS技术控制气囊磨头进行抛光,过Preston 方程描述气囊抛光光学表面材料去除量与加工参数的关系[15]:
(4)

(5)
通过卷积定理可以算出驻留时间D(x,y),从而确定IRP气囊磨头加工过程每个点的加工速率,进而实现向理想面形的收敛。抛光后结果如图4所示。
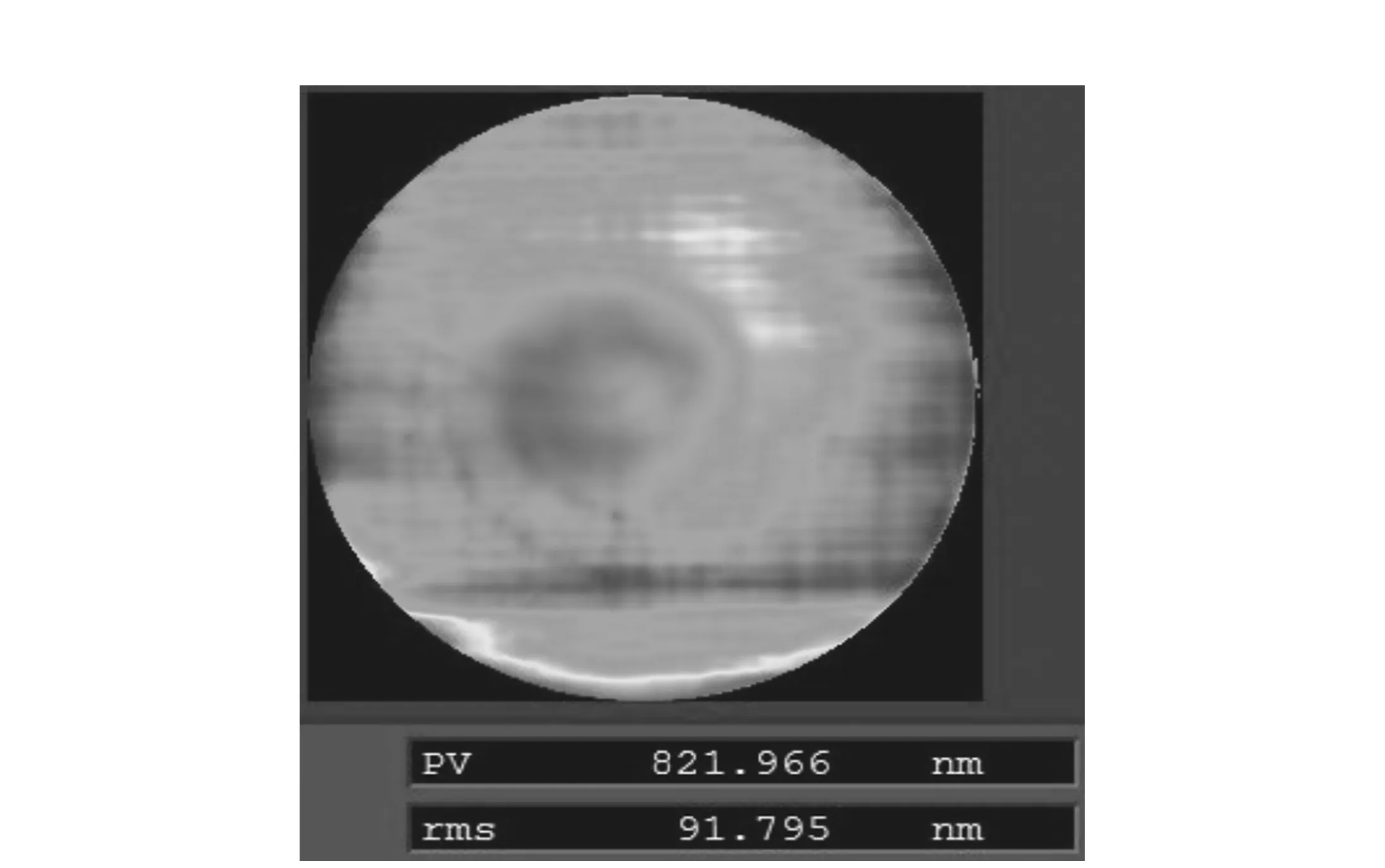
图4 快速抛光干涉图 Fig.4 Interferogram of fast polishing

图5 光顺抛光干涉图和1~3 mm带通滤波结果 Fig.5 Inferferogram after smoothing polishing and filter result of 1-3 mm bandpass
从图4可看出存在明显栅格状纹理,这种纹理将会形成中频误差,而IRP气囊抛光对于这种中频误差没有去除能力。由于此工件为非对称非球面,加工时对位精度存在一定误差,因此面形误差较大。为了使面形误差降低到1/30λ则中频误差必须≪1/30λ,加工过程中需要引入古典抛光来对中频误差进行修正。古典抛光后面形误差为67.274 nm RMS,1~3 mm带通滤波结果为0.903 nm RMS(如图5(a)、(b)所示)。最终面形误差目标为1/30λ,即21 nm RMS。而1~3 mm频段为气囊抛光无法去除的频段,即该频段会一直残留于最终面型,而此时的1~3 mm带通滤波结果为0.903 nm RMS,已经远远小于21 nm RMS,因此,此时1~3 mm频段对最终结果影响甚微,可以进入下一道工序。
图6 需要面形精修的面形误差 Fig.6 Error map of surface shape to be fine polished

图7 最终面形误差 Fig.7 Final error map of surface shape
为了得到最终面形,采用IRP200的Uninap气囊抛光,此抛光膜特点为不会引入明显的中频误差,并且加工精度较高。在加工过程中,由于去除量较大,因此在加工过程中如果固定加工轨迹将会带来中频误差。我们可以给工件定义一个正方向,将工件以正方向为基准顺时针分为多个方向,这些方向都加工并依次称之为一轮加工。在加工过程中采取从工件多个方向依次走栅格路径的方式进行加工,每次加工采用的间隔不同,但是去除材料的量相同,这样合成的材料去除量与预期相同,并且既避免了由于机床精度误差带来的象散,又可以屏蔽掉相同加工路径大量去除过程中带来的轨迹中频误差。将图3与图5(a)面形进行叠加就会得到IRP200进行修正的误差图,如图6所示。利用IRP200进行面形精修后的结果如图7所示。图7所示的面形误差为18.224 nm(<1/30λ),已经达到最终要求。
4 结果与讨论

图8 不同转角时的面型误差 Fig.8 Error map of surface shape rotated by different angles
非回转对称非球面检测的角度对准是非常重要的,由于面形本身的非对称性,且IRP高精度抛光机床又为准对心近似点对点加工,因此检测的旋转误差将会对加工带来错误的指导。本实验采用ZYGO的12寸VWS干涉仪进行面形检测,干涉仪的重复精度为0.02 nm,因此完全满足检测要求。根据干涉仪探测器像元尺寸和检测镜片口径,测量旋转角度偏差不超过±0.2°,因此只要在这一范围内的面形误差远小于最终非球面面形误差就可认为基本满足测量要求。如图8(a)、(b)所示,经过±0.2°旋转后与原面形误差相差PV值与RMS值一致,并且RMS值为0.968 nm≪1/30λ,因此满足测量过程中由于角度对准带来的面形误差要求。
在角度偏转给加工带来的误差的同时,工件的中高频同样需要关注。光学元件的表面信息是一个非常复杂的混合信号。传统的峰谷值(PV)和均方根(RMS)等所表征的表面形态是有限的功率谱密度函数(PSD),是具有综合分析意义的概率统计函数,它可以从频域上研究随机振动的各频率成分的统计含量[16]。这一方式可以定量地给出表面轮廓的空间频率分布,从而确定中高频段对整个面形的影响。图9中给出了利用Uninap抛光膜加工前后的PSD曲线。Uninap加工后的曲线整体在加工前的下方,这说明Uninap对于各个频段都没有明显的恶化作用,抑制了中高频的同时将低频面型修正到18.244 nm RMS。通过在气囊磨头上使用Uninap抛光膜走多方向栅格路径的方式可以规避掉栅格路径本身产生的中高频,并且栅格路径可以修正低频面形。而进入Uninap气囊抛光阶段之前为古典光顺方式抛光,该抛光方法为螺旋路径加工,两种加工方式迭代时会出现彼此路径相互垂直的阶段,这一阶段可以去除不同路径产生的固有频率,因此图9中显示为全频段PSD曲线下降。

图9 Uninap抛光膜加工前后PSD曲线 Fig.9 PSD curves before and after processing by Uninap
5 结 论
高精度非回转对称非球面加工不仅需要对元件面形精确加工,还需对检测角度精度对准。本文根据非回转对称非球面特点,提出该类非球面优化加工方案:铣磨出最佳拟合球,而后古典抛光去除中频,最后通过面形精修的方式调整面形误差,这种方法细化了加工过程,规避了加工风险,降低了各个阶段的加工难度,从而满足最终面形误差要求。采用该方式对曲率半径为970.737 mm、k=-1、口径为106 mm三次非回转对称非球面加工,检测中精确对准获得并分析面形误差,加工中精确对准标记并采用Uninap抛光膜不会引入新的中频误差,最终实现1/30λ(RMS)面形误差加工,验证了本文加工工艺的正确性和可行性,可用于其它高精度非回转对称非球面加工。
[1]王贵林,李圣怡,戴一帆.光学非球面复合加工机床的设计与精度分析[J].中国机械工程,2004,15(2):99-102.
WANG G L,LI SH Y,DAI Y F. Design method and accuracy analysis of aspherical optical compound machine tool[J]. 中国机械工程,2004,15(2):99-102.(in Chinese)
[2]袁巨龙,吴喆,吕冰海,等.非球面超精密抛光技术研究现状[J].机械工程学报,2012,48(23):167-177.
YUAN J L,WU ZH,LV B H,etal.. Review on ultra-precision polishing technology of aspheric surface[J].J.MechanicalEngineering,201248(23):167-177.(in Chinese)
[3]潘超,陈家璧,张荣福,等.用位相板实现景深延拓的原理与模拟实验研究[J].光子学报,2009,38(7):1679-1682.
PAN CH,CHEN J B,ZHANG R F,etal.. Study on principle and simulation of extending of depth of field with phase plate[J].ActaPhotonicaSinica,2009,38(7):1679-1682.(in Chinese)
[4]BEAUCAMP A,FREEMAN R,MORTON R,etal.. Removal of diamond-turning signatures on X-ray mandrels and metal optics by fluid-jet polishing[J].SPIE,2008,7018:351-359.
[5]GAO SH,KANG R K,GUO D M,etal.. Study on the subsurface damage distribution of the silicon wafer ground by diamond wheel[J].AdvancedMaterialsResearch,2010,126-128:113-118.
[6]SURATWALA T I,WONG L L,MILLER P E,etal.. Sub-surface mechanical damage distributions during grinding of fused silica[J].J.Non-CrystallineSolids,2006,352(52-54):5601-5617.
[7]张健,代雷,王飞,等.小磨头自适应抛光抑制高精度非球面中频误差[J].光学学报,2013,33(8):0822022.
ZHANG J,DAI L,WNAG F,etal.. Restraint of mid-spatial-frequency aspheric surface by small-tool aptive polishing[J].ActaOpticaSinica,2013,33(8):0822022.(in Chinese)
[8]高松涛,王高文,张健,等.用计算全息图校正非球面的畸变[J].光学 精密工程,2013,21(8):1929-1935.
GAO S T,WANG G W,ZHANG J,etal.. Correction of distortion in asphere testing with computer-generated hologram[J].Opt.PrecisionEng.,2013,21(8):1929-1935.(in Chinese)
[9]曲兴田,王宏一,樊成,等.重叠率螺旋线的非球面抛光轨迹规划[J].西安交通大学学报,2015,49(6):y1-y7.
QU X T,WANG H Y,FAN CH,etal.. Uniform-overlap-rate spiral path for aspheric polishing[J].J.Xi′anJiaotongUniversity,2015,49(6):y1-y7.(in Chinese)
[10]周旭升,李圣怡,戴一帆,等.光学表面中频误差的控制方法—确定区域修正法[J].光学 精密工程,2007,15(11):1668 -1673.
ZHOU X SH,LI SH Y,DAI Y F,etal.. Correcting errors indefinite area: a new method for controlling mid-spatial-frequency errors in optical surface[J].Opt.PrecisionEng.,2007,15(11):1668-1673.(in Chinese)
[11]邓伟杰,张峰,郑立功.边缘效应的去除函数模型及实验[J].红外与激光工程,2011,40(9):1473-1478.
DENG W J,ZHANG F,ZHENG L G. Removal functionmodel and experiment of edge effect[J].InfraredandLaserEngineering,2011,40(9):1743-1748.(in Chinese)
[12]孔繁星,于正林,朴承镐,等.基于UMAC加工非球面光学零件PVT控制轨迹研究[J].长春理工大学学报,2009,32(2):196-206.
KONG F X,YU ZH L,PIAO CH H,etal.. J. Research on PVT control trajectory of processing aspheric optical parts based on UMAC[J].J.ChangchunUniversityofScienceandTechnology,2009,32(2):196-206.(in Chinese)
[13]胡陈林,毕果,叶卉,等.光学元件磨削加工亚表面损伤检测研究[J].人工晶体学报2014,43(11):2929-2934.
HU CH L,BI G,YE H,etal.. Research on detection of subsurface damage on grinding optical elements[J].J.SyntheticCrystals,2014,43(11):2929-2934.(in Chinese)
[14]GENIN F Y,SALLEO A,PISTOR T V,etal.. Role of light intensification by cracks in optical breakdown on surfaces[J].J.AmericanCeramicSociety,2001,18(10):2607-2616.
[15]王贵林.光学材料超精密研抛关键技术研究[D].长沙:国防科学技术大学,2002.
WANG G L. A study on key techniques in ultraprecision lapping and polishing for optical SIC materials[D]. Changsha:National University of Defense Technology,2002.(in Chinese)
[16]马占龙,王君林.超高精度光学元件加工技术[J].红外与激光工程,42(6):1485-1490.
MA ZH L,WANG J L. Ultra-precision optical fabrication technology[J].InfraredandLaserEngineering,42(6):1485-1490.(in Chinese)
Research on manufacturing method of non-rotationally symmetrical aspheric surface with high accuracy
XU Le*, ZHANG Chun-lei, DAI Lei, ZHANG Jian
(Engineering Research Center of Extreme Precision Optics,State KeyLaboratoryofAppliedOptics,ChangchunInstituteofOptics,FineMechanicsandPhysics,ChineseAcademyofSciences,Changchun130033,China)*Correspondingauthor,E-mail:xule198711@163.com
A novel manufacturing method of non-rotationally symmetrical aspheric surface with high accuracy is proposed in this paper. First, a optimum fit sphere of non-rotationally symmetrical asphere is ground through generating cutting, which is then polished through triditional polishing method in order to remove mid-spatial-frequency errors that cannot be realized through sub-aperture polishing tool. Finally, bonnet polishing method(IRP) is used for corrective polishing without generating extra mid-spatial-frequency errors in condition of high-accuracy positioning measurement technology. This method is employed in the manufacuring of a third-order aspheric surface with parameters of ROC=970.737 mm,k=-1 andD=106 mm. After several polishing iterations, the figure accuracy can be converged to 1/30λ(RMS). The correctness and feasibility of the manufacturing method are proved. This method would be meaningful in manufacturing non-rotationally symmetrical aspheric surface with small deviation in the future.
non-rotationally symmetrical;aspheric surface;bonnet polishing;IRP polishing
2016-01-26;
2016-02-19
国家科技重大专项资助项目(No.2009ZX02205)
2095-1531(2016)03-0364-07
TQ171.684
A
10.3788/CO.20160903.0364

徐乐(1987—),男,吉林长春人,硕士,研究实习员,2007年、2014年于北京理工大学分别获得学士、硕士学位,主要从事光学精密加工方面的研究。E-mail:xule198711@163.com
Supported by National Major S&T Special Project of China(No.2009ZX02205)