起泡剂2#油对稀土浮选的影响
2016-11-08王斯日古楞
王斯日古楞
(包钢集团宝山矿业公司)
起泡剂2#油对稀土浮选的影响
王斯日古楞
(包钢集团宝山矿业公司)
通过小型单槽浮选机对包钢选铁强磁尾矿进行稀土回收试验,在粗选中添加抑制剂水玻璃和捕收剂SR的条件下,粗选泡沫发白、带矿量少、回收率较低。为解决这一问题,预改变药剂制度,在粗选中添加起泡剂2#油并进行了探索试验。试验结果表明:在抑制剂、捕收剂用量不变的条件下,添加一定量2#油,可增强矿化效果,降低尾矿品位,同时可提高精矿品位和回收率。以此试验结果指导现场生产,在粗选水玻璃用量为4.0 kg/t、SR用量为1.3 kg/t、2#油用量为0.03 kg/t,1精水玻璃用量为0.38 kg/t、SR用量为0.12 kg/t的条件下,获得了尾矿REO品位为1.30%,精矿REO品位为53.80%,回收率为90.71%的满意结果。
稀土 浮选 起泡剂
白云鄂博矿是举世瞩目的铁、稀土、铌、钍等多金属共生矿,是西北地区储量最大的铁矿,稀土储量居世界第一位,铌、钍储量居世界第二位[1]。其中稀土广泛应用于冶金、化工、材料等现代科技中,是极其宝贵的工业所需材料。白云鄂博蕴藏着我国80%的稀土矿,然而,稀土的利用率却很低,浪费极其严重[2-3]。造成浪费的原因是多方面的,但缺乏有效的技术支持是一个重要的因素。
白云鄂博矿综合利用部稀土浮选生产线前期调试期间,用选铁强磁尾矿作为原料,用水玻璃作为抑制剂、SR作为捕收剂对稀土进行选别;但从生产现场粗选泡沫现象看出,粗选泡沫发白,带矿量少,稀土基本不上浮,对药剂进行反复调整后,稀土仍然不上浮;为解决这一问题,预改变药剂制度,考虑添加起泡剂2#油并进行了探索试验,最终获得了满意的试验效果。
1 试验原料及装置
1.1 试验原料
(1)选铁强磁尾矿取自包钢选矿厂,矿物成分主要为萤石、氟碳铈矿,其化学成分见表1。

表1 原矿化学多元素分析结果 %
由表1可知,给矿中稀土氧化物含量为10.26%,铁含量为11.40%,且其中硫磷含量较高。
(2)水。生产回水。
1.2 试验装置
用武汉洛克粉磨设备制造有限公司生产的RK/FDⅢ-系列单槽浮选机进行浮选。
1.3 试验药剂
试验采用药剂SR(3%片碱10%)作为稀土矿物的捕收剂,浓度为5%的水玻璃作为抑制剂,2#油作为起泡剂。
2 试验与讨论
2.1 不添加起泡剂2#油对稀土浮选效果的影响
不添加起泡剂2#油试验工艺流程见图1,磨矿细度为-0.074 mm 95%,矿浆温度为50 ℃,矿浆pH值为9.0,水玻璃用量为1.5 kg/t,SR用量为1.5 kg/t,使用生产回水,试验结果见表2。

图1 不添加起泡剂2#油条件下试验工艺流程
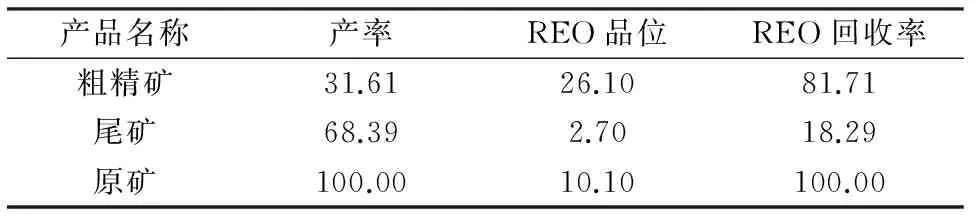
表2 不添加起泡剂2#油条件下选别指标 %
由表2可知,在水玻璃、SR用量均为1.5 kg/t的条件下,获得的尾矿REO品位为2.70%,粗精矿REO品位为26.10%,回收率为81.71%。
2.2 添加起泡剂2#油对稀土浮选试验效果的影响
起泡剂在矿物浮选中,不仅影响气泡的数量和质量,也影响矿物颗粒之间的接触,而且在泡沫层中能促使黏附在气泡中的疏水性矿粒和亲水性矿粒的分离[4-6]。
该试验用的起泡剂为2#油,2#油是一种广泛应用于金属浮选的起泡剂。在试验磨矿细度为-0.074 mm 95%、矿浆温度为50 ℃、矿浆pH值为9.0、使用生产回水的条件下进行添加起泡剂2#油试验,试验条件及流程见图2,结果见表3。

图2 添加起泡剂2#油条件下试验工艺流程

表3 添加起泡剂2#油条件下选别指标 %
由表3可知,在水玻璃用量为1.5 kg/t、SR用量为1.5 kg/t、2#油用量为0.105 kg/t的条件下,尾矿REO品位可降至1.30%,粗精矿REO品位为26.60%;试验结果表明,在抑制剂、捕收剂用量不变的条件下,添加一定量2#油,可增强矿化效果,使稀土与捕收剂充分反应,可降低尾矿REO品位,提升粗精矿REO品位,同时提高粗精矿回收率。
2.3 起泡剂2#油用量试验
试验确定磨矿细度为-0.074 mm 95%,矿浆温度为50 ℃,矿浆pH值为9.0,使用生产回水,固定水玻璃用量为1.5 kg/t,SR用量为1.5 kg/t,在2#油用量分别为0.07、0.105、0.14 kg/t的条件下进行探索试验,试验流程同图2,试验结果见表4。
由表4可知,随2#油用量的增加,粗精矿产率先减后增,REO品位先增后减;分析原因为当2#油用量小时,矿化不够完全,使得稀土与药剂接触不充分,上浮矿物稀土较少,粗精矿产率大而品位低;当2#油用量增大时,起泡效果充分,使得上浮矿物夹带较多,粗精矿产率大而品位低;故在2#油用量为0.105 kg/t 时有最佳结果,尾矿REO品位为1.60%,粗精矿REO品位为28.30%,回收率为89.12%。

表4 不同2#油用量条件下选别指标
2.4 实际生产
在实际生产中,因稀土给矿量不稳定,药剂用量有所变化。在粗选水玻璃用量为4.0 kg/t、1精水玻璃用量为0.38 kg/t、粗选SR用量为1.3 kg/t、1精SR用量为0.12 kg/t、粗选2#油用量为0.03 kg/t的条件下,生产选别指标见表5。

表5 实际生产选别指标 %
由表5可知,在上述试验条件下,获得了尾矿REO品位为1.30%,精矿REO品位为53.80%,回收率为90.71%的较好选别指标。
3 结 论
(1)包钢白云鄂博矿对稀土浮选中添加2#油与不添加2#油条件下的选别效果进行了对比试验,在抑制剂、捕收剂用量不变的条件下,添加一定量2#油,可增强矿化效果,使稀土与捕收剂充分反应,可降低尾矿REO品位,提升粗选精矿REO品位,同时提高粗选精矿回收率。
(2)在水玻璃用量为1.5 kg/t、SR用量为1.5 kg/t、2#油用量为0.105 kg/t的条件下,可获得尾矿REO品位为1.6%,粗选精矿REO品位为28.30%,回收率为89.12%的稀土粗精矿。
(3)通过试验指导现场生产,在粗选水玻璃用量为4.0kg/t、1精水玻璃用量为0.38kg/t、粗选SR用量为1.30kg/t、1精SR用量为0.12kg/t、粗选2#油用量为0.03kg/t条件下有较佳结果,获得的尾矿REO品位为1.30%、精矿REO品位为53.80%,回收率为90.71%,解决了实际生产中现场存在的问题。
[1] 张培善,陶克捷.白云鄂博矿物学[M].北京:科学出版社,1986.
[2] 程建忠,侯运炳,车丽萍.白云鄂博矿床稀土资源的合理开发及综合利用[J].稀土,2007,28(4):70-74.
[3] 徐光宪.白云鄂博矿钍资源开发利用迫在眉睫[J].稀土信息,2005(5):4-6.
[4] 张泾生,阙煊兰.矿用药剂[M].北京:冶金工业出版社,2008.
[5] 郑 伟.我国浮选起泡剂的研究进展[J].有色金属:选矿部分,2004(1):37-40.
[6] 黄建平,卢毅屏,赴 刚,等.浮选起泡剂及其研究进展[J].金属矿山,2012(12):66-74.
2016-07-15)
王斯日古楞(1988—),男,技术主办,助理工程师,014080 内蒙古包头市白云鄂博矿区。
