深沟球轴承装球口结构与工艺改进
2016-11-03刘兴纯孙茂文
刘兴纯,孙茂文
深沟球轴承装球口结构与工艺改进
刘兴纯,孙茂文
(瓦房店轴承集团有限责任公司, 辽宁 瓦房店 116300)
在加工带装球口的单列深沟球轴承时,装球口的加工工艺为热处理前铣削加工,热处理后磨削加工。由于没有专用的磨削机床,无法进行自动磨削,操作者只能手持套圈在砂轮上进行磨削,使装球口锁量尺寸精度无法保证,散差较大,而且劳动强度大,安全性低。通过对加工工艺进行改进,解决了存在的问题;同时,改变了装球口角度,减少了钢球的挤压损伤,提高了轴承质量。
深沟球轴承;装球口;锁量;工艺改进
1 前言
带有装球口的单列深沟球轴承、双列角接触球轴承采用特殊的支柱形保持架、S形保持架及冠形保持架,在不改变轴承尺寸的前提下,有效增加了钢球的数量,且结构简单,达到了提高轴承承载能力的目的,但极限转速低,广泛应用在汽车变速箱中。常见的类型有基本型开式轴承、带防尘盖轴承、带止动槽轴承等。
2 存在的问题
对于深沟球轴承内、外套装球口的加工,原有的生产工艺是热处理前铣削(留有磨加工留量),热处理与沟道磨削工序完成后,进行装球口的磨削加工,以保证装球口的锁量要求。由于目前没有专用的装球口磨削设备,操作者只能手持套圈在砂轮上进行磨削,使装球口锁量尺寸精度无法保证,锁量尺寸散差较大,而且劳动强度大,安全性低。加工后产品锁量需100%检验,合格后向下工序交付,不合格进行返工处理,给生产和质量管理带来诸多不利因素和隐患。因此,提升装球口的工艺加工水平,实现装球口免磨削势在必行。
3 装球口结构与加工工艺的改进
通过对汽车重点客户的使用情况进行调研,了解了带装球口深沟球轴承的使用情况,对装球口的结构和加工工艺进行了以下的改进。
3.1装球口角度由3°改为5°
在锁量不变的情况下,装球口角度为3°时,钢球由装球口装入的挤压距离为0.9mm;改为装球口角度为5°时,钢球由装球口装入的挤压距离为0.3mm,缩短了钢球进入滚道的位移量,可减轻钢球表面的挤压损伤,改善了轴承的回转精度,减轻异音的影响。装球口改进前后见图 1 所示。
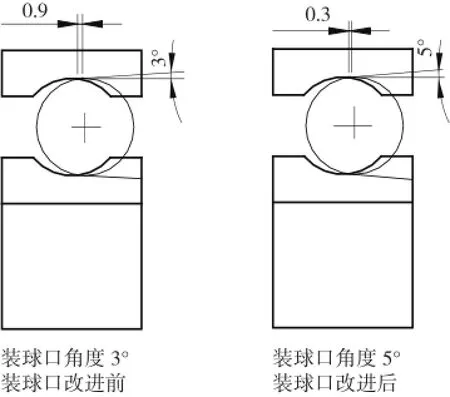
图1 装球口改进前后示意图
3.2装球口加工工艺的改进
3.2.1改进前后工艺路线对比
(1)装球口原工艺路线
车工工艺路线:车平面→车外径→车内径→车内、外套沟道→铣削内、外套装球口→热处理。
磨工工艺路线:磨平面→磨外径→磨内、外套沟道→磨内径→超精内、外套沟道→磨削内、外套装球口。
(2)改进后的装球口工艺路线
车工工艺路线:车平面→车外径→车内径→车内、外套沟道→铣削内、外套装球口→热处理。
磨工工艺路线:磨平面→磨外径→磨内、外套沟道→磨内径→超精内、外套沟道。
通过对改进前、后的工艺进行对比后发现,改进前的工艺在磨加工工序需磨削装球口,以保证装球口的锁量要求;改进后的工艺在热处理前采取严格的工艺控制手段,以提高铣削装球口的精度,在热处理后不再磨削装球口,内、外套沟道磨削后自然形成装球口的锁量。
3.2.2改进前后工艺图纸对比
为实现装球口工艺改进的要求,根据装球口角度的变化以及装球口锁量的要求,使用CAD设计软件重新优化设计了车工完成品的图纸,以309N/HAYAB产品为例,改进后(见图 2 和图4)与改进前(见图 3 和图 5)对比,有以下特点。
(1)改进前的车工完成品图纸
(2)改进后的车工完成品图纸
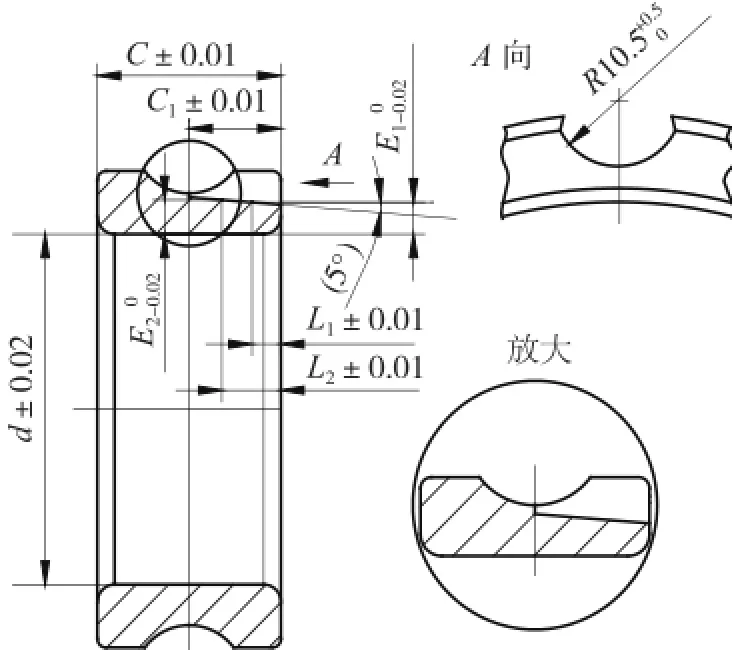
图2 内圈改进后设计图
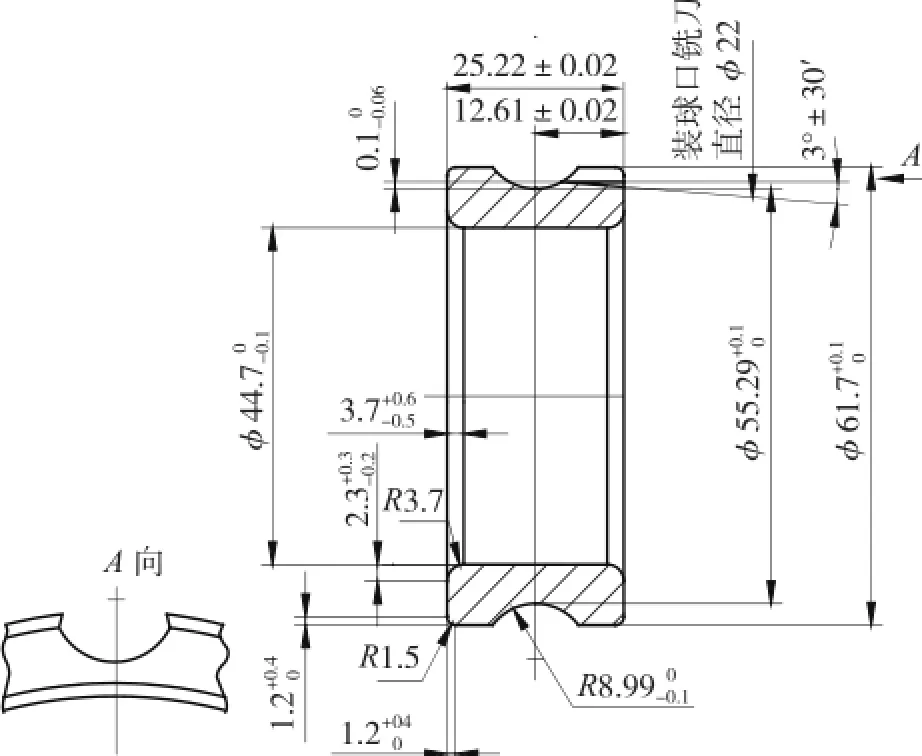
图3 内圈改进前设计图

图4 外圈改进后设计图
改进后热处理完成品图纸对铣削的加工基准进行了严格控制(内圈的C、C1和d;外圈B、B1和D)。由于装球口不再进行磨削加工,车工件装球口铣削时,铣削后的装球口低于沟道底部,无法对装球口锁量进行测量,而是靠保证铣削深度来保证装球口的锁量尺寸。内圈控制L1、E1和L2、E2,外圈控制A1、H1和A2、H2,而CAD设计软件通过内圈L1、E1、L2、E2和外圈A1、H1、A2、H2的尺寸模拟出内、外沟道磨削加工后自然形成的装球口锁量,并通过多次小批量试制,最后确定成品装球口锁量为0.06~0.08mm ,见图6。
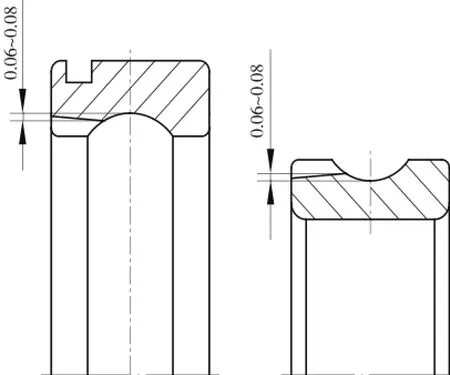
图6 改进后的装球口锁量
3.3装球口锁量免磨削工艺改进对车工完成品和磨削加工的要求
(1)必须严格控制车工完成品的平面、内径和外径的加工留量和散差,保持尺寸稳定,为装球口的铣削加工提供严格的工艺基准,保证装球口铣削时的深度要求。
(2)压缩滚道磨加工公差带,避免沟道磨加工时的尺寸散差对装球口锁量的影响,实现球口免磨削工艺。
4 结论
4.1效益测算
经过试制加工,改进设计的装球口锁量免磨削工艺项目获得成功,已有近20万套的309N/ HAYAB形成量产,解决了生产瓶颈工序,杜绝了质量隐患,为企业多创造效益近10万元。目前该项目已经向其他产品扩展,都有明显效果。
4.2装配效果对比
原设计的装球口角度为3°,钢球装入时,受挤压距离长(0.9 mm),使钢球表面有较大的擦伤痕迹,影响回转精度。
改进设计后的装球口角度为5°,钢球装入时,钢球受挤压距离短(0.3 mm),使钢球表面擦伤痕迹较小,对回转精度的影响较小,符合用户的质量要求。
4.3生产效率对比
原工艺设计的装球口锁量需要铣削加工和磨削加工来达到,工序多,效率和质量低,劳动强度高。
改进工艺设计后的装球口锁量只需铣削加工即可达到,不需要磨削加工,工序少,效率和质量高,劳动强度低。
(编辑:钟媛)
Improvement on structure and process of filling ball notch of deep groove ball bearing
Liu Xingchun, Sun Maowen
( Wafangdian Bearing Group Co., Ltd., Wafangdian 116300, China )
When processing single row deep groove ball bearings with a filling ball notch, the processing technology of the filling ball notch was milling before heat treatment, grinding after heat treatment.Because there is no special grinding machine,no automatic grinding, operators can only hold ring on the wheel for grinding ,so size accuracy for locking balls of the filling ball notch cannot be guaranteed, the size distribution and the intensity of labor are big with low security. Through processing technology improvement, the existing problems were solved. At the same time, the filling ball notch angle was changed, the steel ball squeezing damages were reduced to improve quality of the bearing.
deep groove ball bearing; filling ball notch; size for locking balls; process improvement
TH133.33+1
B
1672-4852(2016)03-0019-03
2016-07-22.
刘兴纯(1967-),男,工程师.