库尔勒香梨脆片变温压差膨化干燥工艺初探
2016-11-01过利敏孟伊娜邹淑萍许铭强
过利敏,孟伊娜,杨 洋,邹淑萍,马 燕,张 健,许铭强,张 谦
(1.新疆农业科学院农产品贮藏加工研究所,乌鲁木齐 830091;2.农业大学食品科学与药学学院,乌鲁木齐 830052)
库尔勒香梨脆片变温压差膨化干燥工艺初探
过利敏1,孟伊娜1,杨 洋2,邹淑萍1,马 燕1,张 健1,许铭强1,张 谦1
(1.新疆农业科学院农产品贮藏加工研究所,乌鲁木齐830091;2.农业大学食品科学与药学学院,乌鲁木齐830052)
【目的】研究新疆主栽品种库尔勒香梨变温压差膨化干燥最佳工艺条件。【方法】对库尔勒香梨片进行前处理、预干燥,以及变温压差膨化干燥,以膨化温度、抽真空温度、抽真空时间、膨化压力、停滞时间为因素,通过单因素及正交试验,了解库尔勒香梨片在膨化干燥期间水分含量、水分活度、色差值以及膨化率变化情况,得出库尔勒香梨脆片的最佳干燥工艺。【结果】最佳膨化条件为:当切片厚度10 mm,膨化温度80℃,抽真空温度55℃,抽真空时间2.5 h,膨化压力差0.02 MPa,停滞时间20 min。此时水分含量为2.71%;水分活度为0.17;色差值△E为63.31;膨化率为9.30%。【结论】变温压差膨化干制库尔勒香梨脆片感官品质好,口感较佳,具有一定的生产指导意义。
库尔勒香梨;变温压差膨化;干燥工艺;脆片
0 引 言
【研究意义】2014年度,新疆林果种植面积达133.33×104hm2(2 000万亩),其中,红枣、杏、香梨、核桃的种植面积居全国首位,新疆正在成为中国重要的特色林果产品生产基地,特色林果产业已成为新疆特别是南疆、东疆地区农村经济发展和农民持续增收的支柱产业之一[1]。库尔勒香梨(Pyrus.bretschneideriRehd.)属蔷薇科,是新疆“名、优、特”水果之一[2],它以皮薄、肉脆、汁多、味甜、酥香、爽口、耐贮藏、营养丰富等特点驰名中外。品质优良,富含各种维生素、矿物质,是新疆出口创汇的主要产品[3]。库尔勒香梨大多以鲜食为主。而残次果除少量被企业用于制备浓缩梨汁外,附加值低。研究旨在提高库尔勒香梨残次果利用率,为农民增收、提高残次果经济价值。新型食品变温压差膨化组合干燥技术,又称爆炸膨化干燥、气流膨化干燥等,是近年来新兴的一种果蔬干燥技术。变温是指在膨化干燥期间干燥温度是改变的,压差是指物料在干燥期间,压力由正压变负压,再转为正压的过程;在一定膨胀压力差下,物料细胞被压力差破坏,形成空腔状结构,在真空状态下继续脱水干燥固化定型,得到体积膨松、口感酥脆的膨化食品[3-4]。【前人研究进展】近年来变温压差膨化干燥技术在农产品干燥领域的研究与应用也日益增多。国内外学者围绕果蔬膨化机理开展了深入研究,分析了膨化干燥发生的过程、膨化干燥的影响因素,探讨了膨化干燥过程中动能由外向内转换的机理[5]。美国农业部东部研究中心主要围绕果蔬膨化干燥工艺开展了相关研究,研究主要围绕苹果开展,包括苹果原材料的测验、品种、渗透脱水等;A.I.Varnalis[6]等主要研究马铃薯脆片的变温压差膨化干燥工艺;研究结果表明:干制前对马铃薯片进行硫处理,能有效抑制脆片在加工过程中褐变现象,但膨化效果不是十分理想;但经热烫及热风干制后的马铃薯膨化效果较好,但热风干燥时间越长,膨化效果越差;M.F.Kozempel等[7]主要研究梨、蘑菇、甘蓝等果蔬的变温压差膨化工艺,确定了原料本身特性——切片尺寸、含水率、品种以及膨化特性——蒸汽压力、膨化温度、抽真空时间等对膨化产品的影响;中国农业科学院农产品加工研究所毕金峰等[8-14]多年来深入开展了多种果蔬的膨化干燥工艺研究,如苹果、香蕉、桃、菠萝、草莓、猕猴桃、哈密瓜、红枣、胡萝卜、马铃薯、甘薯等。【本研究切入点】目前,新疆关于特色林果产品及蔬菜等的变温压差膨化干燥技术的研究还处于初步阶段,尤其库尔勒香梨方面的变温压差膨化干燥的机理和工艺都有待于进一步深入研究。研究库尔勒香梨采后干制方法、工艺、新产品、新技术。【拟解决的关键问题】围绕库尔勒香梨采后加工方式单一问题,开展库尔勒香梨变温压差膨化干燥工艺研究,拓宽库尔勒香梨加工途径,为变温压差膨化技术在新疆特色果品干燥领域中的应用与发展提供参考。
1 材料与方法
1.1材 料
1.1.1库尔勒香梨
库尔勒香梨购于新疆乌鲁木齐市北园春水果市场。
1.1.2仪器与设备
金碧DU- 250 切片机(浙江金华金碧设备有限公司);ODD150FL除湿热泵(广州晟启能源设备有限公司);QDPH10-1变温压差果蔬膨化干燥机(天津市勤德新材料科技有限公司);Sartorius MA30-000V3 型红外水分天平(美国);Pawkit WA99163 型水分活度仪(美国);MINOUA CR-10型色差计(日本柯尼卡公司)。
1.2方 法
1.2.1香梨膨化单因素试验
在梨片膨化干燥中,在梨片水分35%、膨化压差0.02 MPa时,对膨化温度、抽真空温度、抽真空时间、停滞时间等4个因子逐一进行单因素试验,分析这些因素各自对膨化干燥后的梨片产品含水率、水分活度、色差、膨化度等的影响。
1.2.2 香梨膨化正交试验
在单因素试验基础上,选取较优因子和水平,进行正交试验,分析因素对膨化干燥后的梨片产品水分含量、水分活度、色差、膨化率等的影响。
1.2.3测定项目1.2.3.1 水分含量
采用Sartorius MA30-000V3 型红外水分天平测定。
1.2.3.2水分活度(Aw)
采用Pawkit WA99163 型水分活度仪测定。
1.2.3.3色差
利用 CR-10 型色彩色差计进行测定。用△E表示。
1.2.3.4膨化率
采用比容法测定,用油菜籽测体积。
膨化率(P)=(V-V0)/ V0×100%.
P—膨化率(%);V—膨化后梨片的体积(mL)。V0——膨化前梨片的体积(mL)。
1.2.4工艺流程及工艺要点1.2.4.1工艺流程
原料→挑选→去果梗、去皮、切片→预处理(护色)→预干燥→变温压差膨化干燥→冷却→分级→包装→成品。
1.2.4.2工艺要点
(1)原料的选择:库尔勒香梨的残次果。
(2)挑选:选择大小均匀的库尔勒香梨。
(3)去果梗、去皮、切片:使用金碧牌水果切片机,可同时去皮、去果梗,将梨切成薄厚均匀,厚度大致在20 mm的梨片,用水果刀将梨片切为两半。
(4)预处理:将切好片的梨浸入护色溶液中,然后控干护色液。护色液组分为0.05%柠檬酸+0.01%亚硫酸钠+0.01%麦芽糊精。柠檬酸作用为调节梨片糖酸比;亚硫酸钠作用为防止梨片褐变;麦芽糊精作用为调节梨片甜味及香味。
(5)预干燥:将护色后的梨片均匀码放在干燥内盘中,按照隔层摆盘的方式,放入热泵中,干燥至水分含量达30%至35%。干燥温度约为40~45℃。
(6)变温压差膨化干燥:将经过预干燥机预处理的香梨片原料,沿纵向(卧式膨化罐轴心)放于膨化罐的同一个钢丝托盘上,尽量使各个处理在膨化时处于同一条件下,然后装入膨化罐密封;开启温控阀,开启空气压缩机,连接蒸汽发生器与膨化罐,蒸汽发生器传输的过热蒸汽加热膨化罐,使罐内温度缓慢升至膨化温度及膨化压力,关闭加热阀;先开启水环泵,使压力到达0.08 MPa,然后开启罗茨泵,使压力到达0.09 MPa;连接空气压缩机与膨化罐,使罐内压力增加到设定压力;在一定停滞温度和压力下,停滞一定时间;接着开启真空泵,对真空罐进行抽真空,使罐内真空度达到-0.01 MPa;开启泄压阀,连接膨化罐和真空罐,原料瞬间膨胀,并带走膨化罐中大量水分;保温抽真空,进行一定时间的抽真空;降温抽真空,关闭热阀,开冷凝水,关闭温控阀,将温控表上的温度设置为35℃,待温度降至35℃时,关闭真空阀,打开通气阀门,连接大气和膨化罐,使罐内恢复常压;开罐取出样品,进行产品指标测试。
(7)包装:用密封机将制好的成品完全密封包装。
2 结果与分析
2.1香梨膨化单因素
2.1.1膨化温度
膨化条件为:抽真空温度60℃,抽真空时间1.5 h,停滞时间20 min,膨化温度分别为70、80、90和100℃;在此条件下对梨片进行膨化干燥,对产品取样进行分析。
随着膨化温度的升高,水分活度与膨化率基本趋于稳定并呈下降趋势;水分含量呈曲线变化趋势;色差值呈曲线上升趋势。水分含量在80℃时达到最小值,而后增高又降低,90~100℃,水分含量下降幅度减小;水分活度则在80℃时达到最高点,而后连续下降,下降幅度略微增大;色差在80℃时达到最小值,之后呈现上升的趋势,涨幅逐渐增大;膨化率先升高后降低,在80℃时达到最大值,之后以一定的幅度下降。选择膨化温度80、90和100℃作为正交条件。图1
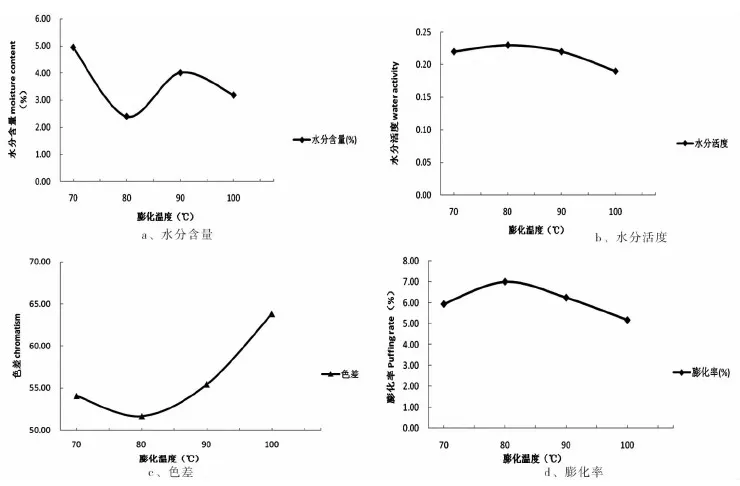
图1不同膨化温度下膨化产品质量
Fig. 1Effects of puffing temperature on product quality
2.1.2抽真空温度
膨化条件为:膨化温度80℃,抽真空时间1.5 h,停滞时间20 min,抽真空温度为50、55、60和65℃、在此条件下对梨片进行膨化干燥,对产品取样进行分析,结果表明,随着抽真空温度的升高,水分含量及水分活度呈下降的趋势,且幅度缓慢增大;水分活度在55~60℃时上升,在60~65℃时下降;色差基本趋于稳定,色差在55℃时达到最小值,之后增加,60℃后逐渐趋于稳定;膨化率总体呈现上升的趋势,并在55℃时达到最大值。综合上述分析,选择抽真空温度55、60和65℃作为正交条件。图2
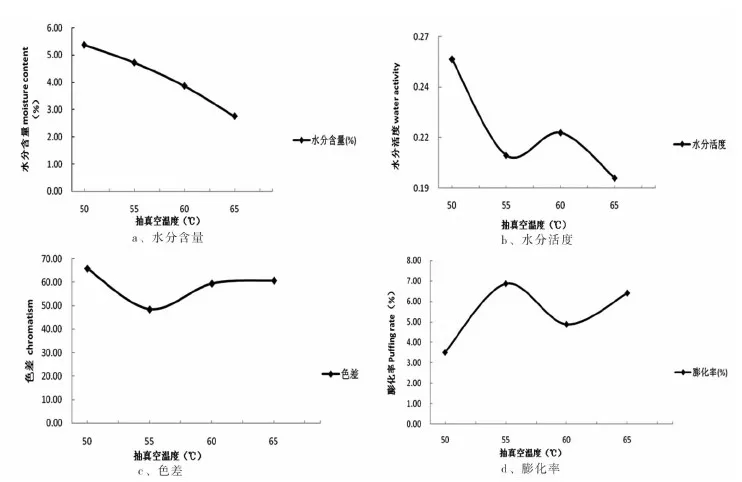
图2抽真空温度下膨化产品质量
Fig. 2Effects of the vacuum puffing temperature on product quality
2.1.3抽真空时间
膨化条件为:膨化温度80℃,抽真空时间1.5 h,停滞时间20 min,抽真空时间分别为1、1.5、2和2.5 h;在此条件下对梨片进行膨化干燥,对产品取样进行分析,结果表明,随着抽真空时间的增加,水分含量及水分活度整体降低,均在1.5 h后逐渐趋于稳定;色差在1.5 h时达到最低点,之后升高逐渐趋于稳定;膨化率总体呈上升的趋势,在1~1.5 h间基本稳定,1.5 h后迅速升高,涨幅较大,经过2.5 h后涨幅减小。
综合上述分析,选择抽真空时间1.5、2和2.5 h作为正交条件。图3
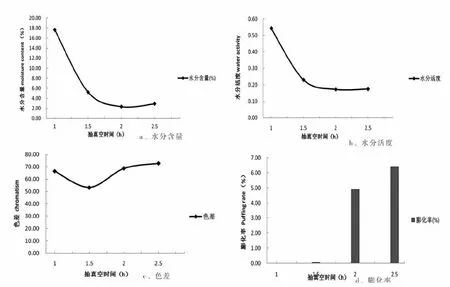
图3抽真空时间下膨化产品质量
Fig. 3 Effect of vacuum pumping time on puffed product quality
2.1.4停滞时间
膨化条件为:膨化温度80℃,抽真空温度60℃,抽真空时间1.5 h,停滞时间分别为10 min,在此条件下对梨片进行膨化干燥,对产品取样进行分析,结果表明,随着停滞时间的延长,膨化产品的水分含量、水分活度、色差值、膨化率变化不大,无显著性差异。水分含量先基本稳定,而后有较大的浮动。在停滞时间为30 min时,水分含量达到最低,然后又升高到接近之前的值。说明停滞时间对水分含量的影响不显著;水分活度先基本稳定,而后有较大浮动。在停滞时间为30 min时,水分活度达到最低,然后又升高到接近之前的值。停滞时间对水分活度的影响不显著;色差的浮动较大,总体趋势较平稳,在停滞时间20 min时达到最低点,30 min时达到最高点,之后降低到与停滞时间20 min时相近的值。停滞时间对色差的影响不显著;膨化率先基本稳定,而后降低。在停滞时间为30 min时,膨化率达到最高,然后又降低到接近之前的值。停滞时间对膨化率的影响不显著。
达到膨化温度后不停滞一段时间,原料内外温度难以达到一致,不利于水分的散失和膨化度的增加,产品膨化率也差,而停滞时间过长对产品质量也不利。停滞时间对实验指标的影响不显著,不选择该因素作为正交条件,结合能源与经济效益选择20 min作为干燥条件。图4
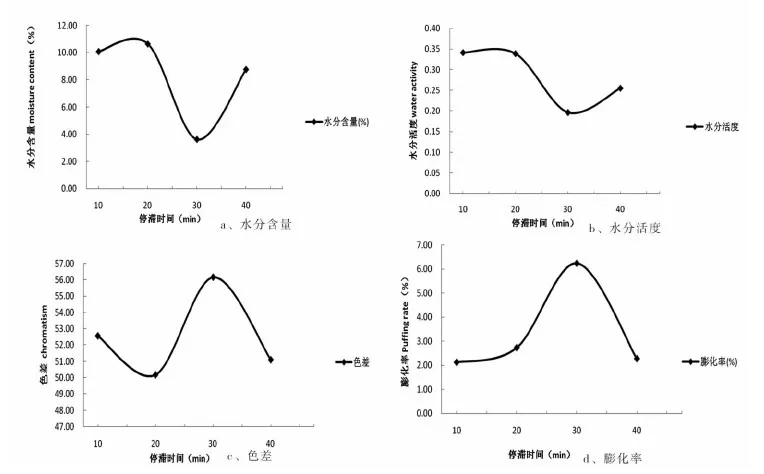
图4不同停滞时间下膨化产品质量
Fig. 4 Effect of dwell time on puffed product quality
2.2正交试验
在单因素试验的基础上,选择膨化温度、抽真空温度、抽真空时间等三个因素进行正交试验,每个因素选取三个水平。表1
表1正交试验因素水平
Table 1Orthogonal test level of form factors

水平/Level膨化温度Puffingtemperature(℃)A抽真空温度Vacuumdryingtemperature(℃)B抽真空时间VacuumdryingHour(h)C170551.5280602390652.5
2.2.1正交试验
因子A根据方差分析的结果在水分含量、色差和膨化率3个指标中均具有显著性,水分含量和色差需选取较小的水平,而膨化率需选取较大的水平;因子B和C根据方差分析的结果均不具有显著性。通过极差分析,对因子A而言,其对水分含量、色差、膨化率的影响均排第一位,可取A3、B1、C3;但取A1时,其他评价指标变化不明显,但膨化率较低,故选择A3。因子B对水分含量的影响大小排第二,可取B3,其对色差的影响排第二,可取B1对膨化率的影响大小排第三,可取B3,但是B3时,除色差增大外其他指标均无较大变化,试验要求较小色差,所以选择B1。因子C对膨化率的影响大小排第二,可取C3;对水分含量和色差的影响大小排第三,因此综合评定后确定最佳提取条件为:A2B2C3,即:膨化温度80℃,抽真空温度55℃,抽真空时间2.5 h。符合该条件的试验在正交表所设计的5号试验。表2
表2变温压差膨化正交试验结果L9(34)
Table 2 Variable temperature pressure puffing orthogonal experiment L9(34)
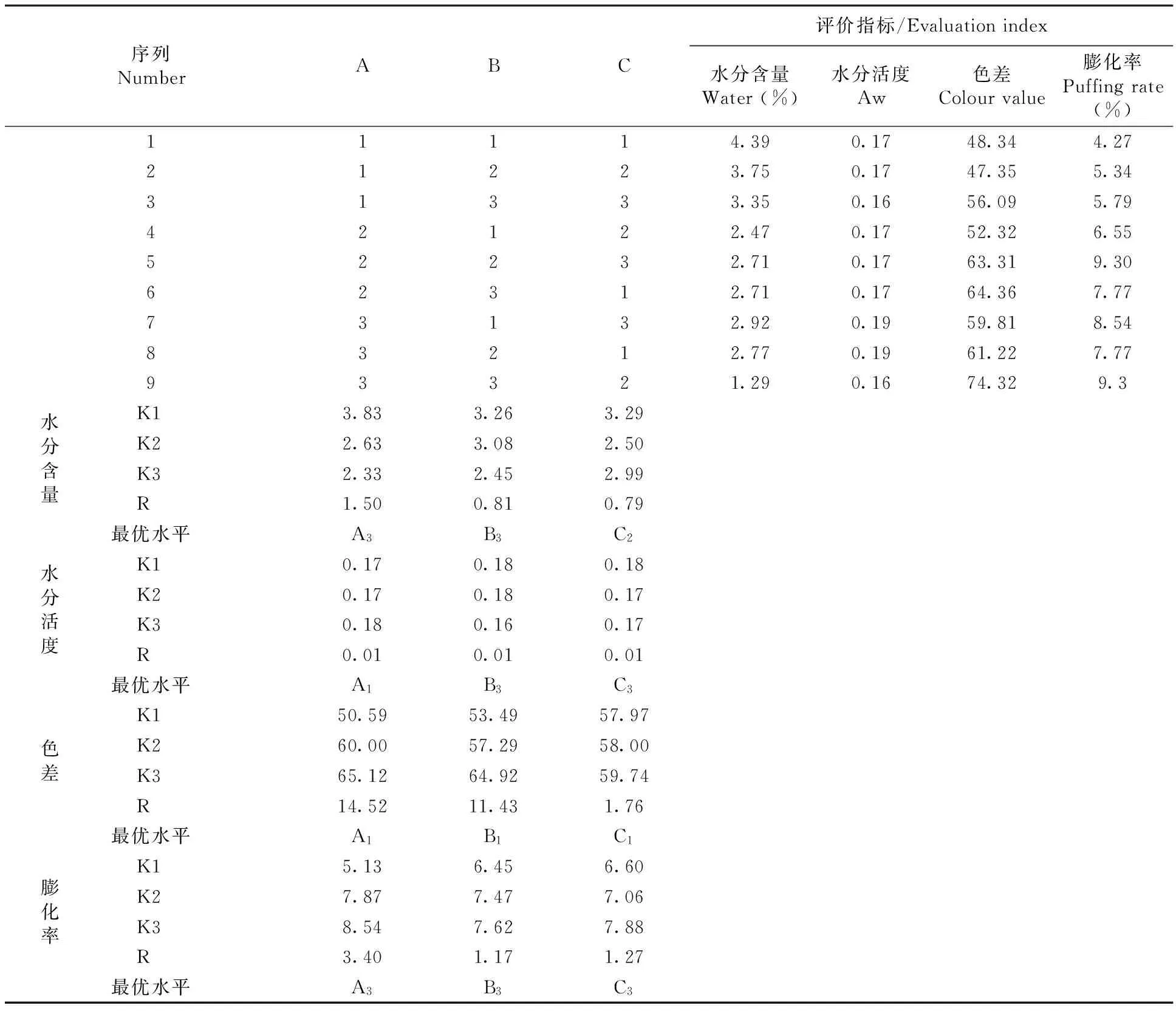
序列NumberABC评价指标/Evaluationindex水分含量Water(%)水分活度Aw色差Colourvalue膨化率Puffingrate(%)11114.390.1748.344.2721223.750.1747.355.3431333.350.1656.095.7942122.470.1752.326.5552232.710.1763.319.3062312.710.1764.367.7773132.920.1959.818.5483212.770.1961.227.7793321.290.1674.329.3水分含量K13.833.263.29K22.633.082.50K32.332.452.99R1.500.810.79最优水平A3B3C2水分活度K10.170.180.18K20.170.180.17K30.180.160.17R0.010.010.01最优水平A1B3C3色差K150.5953.4957.97K260.0057.2958.00K365.1264.9259.74R14.5211.431.76最优水平A1B1C1膨化率K15.136.456.60K27.877.477.06K38.547.627.88R3.401.171.27最优水平A3B3C3
2.2.2正交试验结果
正交试验的极差分析可看出,膨化温度(A)对膨化库尔勒香梨片的水分含量、水分活度、色差和膨化率有极显著的影响,抽真空温度与抽真空时间对膨化库尔勒香梨片的水分含量、水分活度、色差和膨化率有显著性的影响。实验结果极差分析表明,综合产品,以膨化率考察,因子的主次顺序为:A>C>B,最优因素水平为A2B2C3。图5,表3
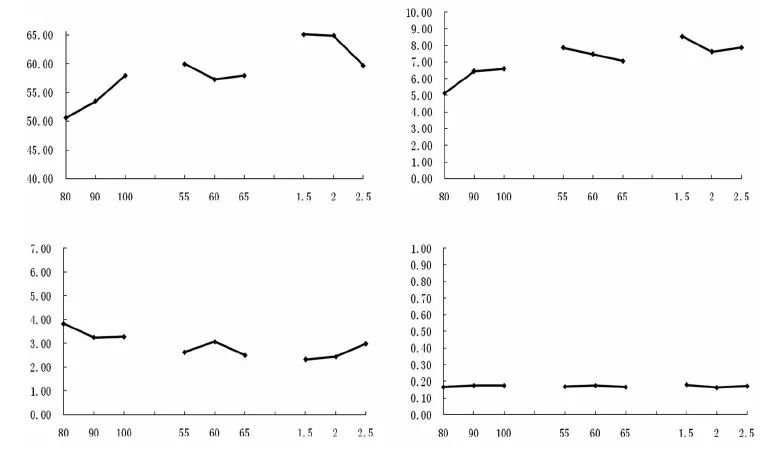
图5 正交试验因素与指标趋势
Fig. 5Orthogonal experiment factors and indicator trends
表3变温压差膨化方差
Table 3Modified temperature and pressure expanded analysis of variance
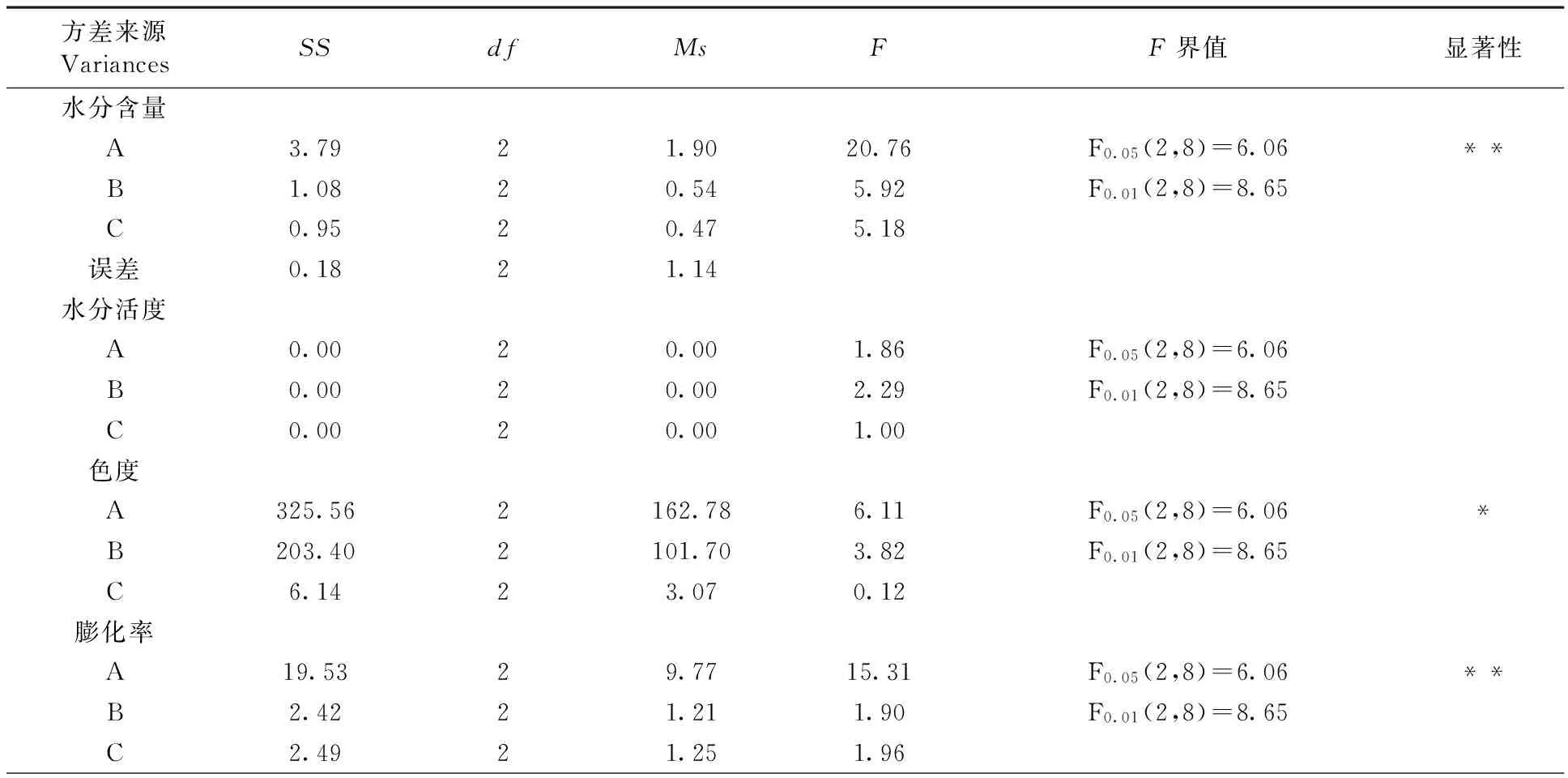
方差来源VariancesSSdfMsFF界值显著性水分含量A3.7921.9020.76F0.05(2,8)=6.06**B1.0820.545.92F0.01(2,8)=8.65C0.9520.475.18误差0.1821.14水分活度A0.0020.001.86F0.05(2,8)=6.06B0.0020.002.29F0.01(2,8)=8.65C0.0020.001.00色度A325.562162.786.11F0.05(2,8)=6.06*B203.402101.703.82F0.01(2,8)=8.65C6.1423.070.12膨化率A19.5329.7715.31F0.05(2,8)=6.06**B2.4221.211.90F0.01(2,8)=8.65C2.4921.251.96
2.2.3因素与指标趋势
随着膨化温度的升高,膨化梨片的水分含量降低并保持平稳;随着抽真空温度的升高,膨化梨片的水分含量先升高后降低,在60℃达到最高点;随着抽真空时间的延长,膨化梨片的水分含量逐渐升高;膨化梨片的水分活度基本稳定;随着抽真空温度的升高,膨化梨片的水分活度基本稳定;随着抽真空时间的延长,膨化梨片的水分活度基本稳定;膨化梨片的色差逐渐增大;随着抽真空温度的升高,膨化梨片的色差先减小然后较小幅度的增大,60℃时达到最小值;随着抽真空时间的延长,膨化梨片的色差逐渐减小;膨化梨片的膨化率逐渐增大;随着抽真空温度的升高,膨化梨片的膨化率逐渐减小;随着膨化温度的升高,膨化梨片的膨化率先减小然后较小幅度的增大,2 h时达到最小值。图5
3 讨 论
变温压差膨化干燥整体过程分为3个阶段—相变阶段、增压阶段和定型阶段。开始时,干燥物料内部的水分吸收大量的热能,随后发生过热现象,水分发生汽化;随后,上阶段被汽化后的水分压力增大,使得膨化物料体积变化,发生膨胀现象;最后,当干燥物料内部的瞬间增压达到或超过极限时,气体迅速外溢,干燥物料内部因失水而被高温干燥定型,最终形成泡沫状的膨化果蔬产品[8]。
影响果蔬变温压差膨化干燥的因素[5]有原料的品种和特性、膨化前原料的预处理方式(冷藏、冷冻、漂烫、浸渍、蒸煮、护色等)、预干燥方式(热风干燥、微波干燥、热泵干燥、太阳能干燥等)、预干燥后水分含量、膨化温度、膨化压力、停滞时间、抽真空温度和抽真空时间[8]。
果蔬变温压差膨化干燥是把果蔬物料中的水分加热,分子流动性变大,变成水蒸汽,发生迁移和扩散,再通过压力将蒸汽扩散到膨化罐中,在膨化干燥过程中,膨化动力来源于膨化物料内部水分汽化,水分汽化所需要的动力需要外部动能供给,膨化温度、膨化压力可以直接提供这部分动能和能量;抽真空可以让膨化物料形成的海绵状的多孔结构得到定型,抽真空干燥温度的高低和时间的长短直接影响最终膨化产品质量;因此,在膨化干燥阶段分别考虑了膨化温度以及在膨化温度和压力条件下的停滞时间、抽真空干燥温度的高低和抽空干燥时间对香梨片产品的水分含量、水分活度、色泽以及膨化率等指标的影响[11]。
膨化温度是影响膨化干燥香梨片品质的一个重要因素[8]。膨化温度过高梨片容易焦糊,物料中糖分在高温下容易产生焦糖化反应,从而产生焦糊味;且温度过高会导致膨化成品感官较差,呈焦糊褐色;且温度过高,会造成香梨片水分表面汽化速度大于内部扩散速度,梨片表面会结一层硬壳,导致膨化梨片口感变差,黏牙,影响梨片产品酥脆性。温度过低则梨片不易膨起形成空腔状结构。缓慢升高温度,梨片内部和外部受热均匀,膨化效果也比快速升温好。干燥温度过低则干燥时间较长、能耗增多。当膨化温度为100℃,抽空温度为55℃时,所得膨化梨片成品品质较好,膨化率最高,这可能是由于前期通过蒸汽加热,使得膨化罐内温度达到100℃,这个加热阶段有足够的时间让热能传到香梨片表面,由表面传递到梨片内部,同时在这个温度下水分子的流动性较其他温度下流动性强,为膨化全过程提供了充足的能量,包括水分升温所需能量、水分汽化所需能量、物料膨化所需能量、香梨片干燥所需能量;而在此温度下,物料表面温度接近于空气的湿球温度,在这个温度下卸压,改善空气与物料间的接触和流动状况,有利于提高干燥效率,达到较为理想的膨化效果。后期抽空温度达55℃时,水分能快速迁移并汽化蒸发。梨片内部结构呈多孔状,口感酥脆,膨化效果好。
抽真空温度和抽真空时间同样是影响变温压差膨化产品色泽及质构的组成因素。抽真空目的是为了形成海绵状多孔结构,继而固化[8]。抽真空温度过高,容易使梨脆片产品表面发生褐变、焦糊;抽真空温度过低,梨片中剩余水分不容易去除,产品不酥脆。抽空时间长,造成能源巨大浪费,梨片脱水过于严重,产生糊化。抽真空时间短,则无法除去剩余水分,不能很好固化。
停滞时间同样是在达到膨化温度后,影响产品膨化效果的关键因素。在压力及膨化温度到达一定程度后,停滞一段时间可使得梨片内外温度一致,最终产品能充分回软,组织结构容易产生变化,进而利于固化。停滞时间太长会造成资源浪费,且褐变及糊化严重;时间过短,梨片内外部压力和温度不均一,产品膨起效果差。在研究中,最佳停滞时间为20 min。梨片经过停滞的加热阶段,内部水分受热,分子流动性较大,水分发生迁移和扩散,给卸压的瞬间物料体积的变化提供了足够的动力和能量。
香梨原料本身特性也是影响膨化干燥产品品质的一个因素。香梨水分和糖分含量丰富,纤维含量也较高,适量的纤维起到了框架作用,在预处理后质地较软,组织疏松,维持了膨化的多孔结构,为膨化提供了很好的条件。
4 结 论
研究采用变温压差膨化这一新型干燥技术对经护色及预干燥前处理的库尔勒香梨片进行膨化干燥。通过比较L9(34)型正交试验评价指标的极差得出三种因子对评价指标的影响大小为膨化温度>抽真空温度>抽真空时间。通过正交试验评价指标的极差分析和显著性差异进一步得出最佳的膨化工艺为:在切片厚度为20 mm,膨化温度为 80℃,抽空温度为55℃,抽空时间为2.5 h,膨化压力差为 0.02 Mpa,停滞时间为20 min,此时得到的库尔勒香梨脆片产品成型性好,片状略有卷曲,表面有梨组织特有的细小沙粒状;色泽金黄,透亮,口感酥脆微甜,产品有浓郁香梨味,外形气孔均匀,组织疏松;膨化效果好。
References)
[1] 新疆维吾尔自治区统计局. 新疆统计年鉴[J].北京: 中国统计出版社, 2014.
Statistics Bureau of Xinjiang Uygur Autonomous Region.(2014).XinjiangStatisticalYearbook[J]. China Statistics Press. (in Chinese)
[2] 刘艳,吴运建.库尔勒香梨研究进展[J].新疆农垦科技,2015,(2):23-26.
LIU Yan, WU Yun-jian. (2015).Research Advances in Korla Pear [J].XinjiangReclamationTechnology, (2):23-26. (in Chinese)
[3] 郭焰,豆一玲,严玉玲,等.新疆库尔勒香梨糯米酒发酵工艺研究[J].食品科技,2015,40(3):74-77.
GUO Yan, DOU Yi-ling, YAN Yu-ling, et al. (2015). Fermentation technology of the Xinjiang Korla pear glutinous rice wine [J].FoodScienceAndTechnology, 40(3):74-77. (in Chinese)
[3] 冯丽琴,闫瑞香,冯丽珍,等.川贝雪梨脆片变温压差膨化干燥应用技术[J].保鲜与加工,2010,10(5):51-52.
FENG Li-qin, YAN Rui-xiang, FENG Li-zhen, et al. (2010). Applied Technology of Explosion Puffing Drying for Fritillaria Cirrhosa-Snow Pear Chips [J].PreservationandProcessing, 10(5): 51-52. (in Chinese)
[4] 刘志勇,吴茂玉,葛邦国,等.梨低温气流膨化干燥工艺研究[J].食品工业,2012,33(9):59-63.
LIU Zhi-yong, WU Mao-yu, GE Bang-guo. et al. (2012). Explosion Puffing Drying of Pear at Low Temperature and Air Current [J].FoodIndustry, 33(9):59-63. (in Chinese)
[5] 毕金峰,魏益民.果蔬变温压差膨化干燥关键技术研究进展[J].农业工程学报,2008,24 (6) : 308- 312.
BI Jin-feng, WEI Yi-min. (2008). Review on explosion puffing drying for fruits and vegetables at variable temperature and pressure difference [J].TransactionsoftheCSAE, 24(6):308-372. (in Chinese)
[6] Varnalis, A. I., Brennan, J. G., & MacDougall, D. B. (2001). A proposed mechanism of high-temperature puffing of potato. Part I. The influence of blanching and drying conditions on the volume of puffed cubes.JournalofFoodEngineering, 48(4):361-367.
[7] Kozempel, M. F., Sullivan, J. F., Craig, J. C., & Konstance, R. P. (1989). Explosion puffing of fruits and vegetables.Journaloffoodscience, 54(3):772-773.
[8] 毕金峰.果蔬低温高压膨化干燥关键技术研究[D].北京:中国农业科学院博士论文,2005.
BI Jin-feng. (2005).KeyTechnologiesonExplosionPuffingofFruitsandVegetablesatLow-TemperatureandHigh-Pressure[D]. PhD Dissertation. Chinese Academy of Agricultural Sciences, Beijing. (in Chinese)
[9] 马涛,于静静,毕金峰,等.冬枣变温压差膨化干燥工艺优化研究[J].食品工业科技,2011,(3):270- 276.
MA Tao, YU Jing-jing, BI Jin-feng,et al. (2011).Temperature And Pressure Difference Puffing Drying Technology Optimization [J].FoodIndustrialTechnology, (3): 270-276. (in Chinese)
[10] 毕金峰,敬媛媛,王沛,等.香蕉低温气流膨化干燥工艺优化研究[C]//.第五届全国农产品加工科研院所联谊会暨中国农产品加工技术与产业发展研讨会论文集,杭州:全国农产品加工科研院所联谊会,2008 : 221- 229.
BI Jin-feng, JING Yuan-yuan, WANG Pei, et al. (2008).Bananacoldairflowpuffingdryingprocessoptimization[C]//. seminar fifth national agricultural research institutes working Proceedings Processing Technology and Industrialization Association and the China Agricultural Development, Hangzhou: national agricultural research institutes Processing Association: 221-229. (in Chinese)
[11] 毕金峰,敬媛媛,王沛,等.胡萝卜变温压差膨化干燥影响因素研究[J].食品与机械,2009, 25(5): 14-17.
BI Jin-feng, JING Yuan-yuan, WANG Pei, et al. (2009). Carrot Modified Temperature and Pressure dried puffed carrot Influence Factors [J].Food&Machinery, 25 (5): 14-17. (in Chinese)
[12] 石启龙,张培正.苹果气流膨化干燥工艺研究[J].食品科学,2002,22(2):32-34.
Shi Qi-long, ZHANG Pei-zheng. (2002).Airflow puffing drying process of Apple [J].FoodScience, 22 (2): 32-34. (in Chinese)
[13]毕金峰,魏益民,王沛,等.哈密瓜变温压差膨化干燥工艺优化研究[J].农业工程学报,2008, 24(3):232-237.
BI Jin-feng, WEI Yi-min, WANG Pei, et al. (2008). Cantaloupe variable temperature pressure puffing drying technology optimization [J].TransactionsoftheCSAE, 24 (3): 232-237. (in Chinese)
[14]孟宪军,王沛,毕金峰, 等.哈密瓜变温压差膨化干燥工艺研究[J].食品科学,2007, 28 (12): 183-187.
MENG Xian-jun, WANG Pei, BI Jin-feng,et al. (2007). Cantaloupe Explosion Puffing Drying cantaloupe Modified Temperature and Pressure [J].FoodScience, 28 (12): 183-187. (in Chinese)
[15]程莉莉.冬枣和苹果片变温压差膨化干燥及贮藏特性研究[D].合肥:安徽农业大学硕士论文,2012.
CHENG Li-li. (2012).Explosionfuffingdryingandisothermaladsorptioncharacteristicsofwinterjujubeandappleslicesatvariabletemperaturesandpressuredifferences[D]. Master Dissertation. Anhui Agricultural University, Hefei. (in Chinese)
Fund project:Supported by the sub-topic of "the 12th Five-year Plan Program of Xinjiang Uygur Autonomous Region "Key technology research and demonstration of high quality fruit (apricot, pear tablet explosion puffing drying)" (201130102-4-2-4)
Primary Research on Drying Conditions of Korla Pear Chips During Explosion Puffing Drying at Modified Temperature and Pressure
GUO Li-Min1, MENG Yi-Na1, YANG Yang2, ZOU Shu-ping1, MA Yan1,ZHANG Jian1, XU Ming-qiang1, ZHANG Qian1
(1.ResearchInstituteofAgriculturalProductsStorageandProcessing,XinjiangAcademyofAgriculturalSciences,Urumqi830091,China; 2.CollegeofFoodandPharmaceuticalSciences,XinjiangAgriculturalUniversity,Urmuqi830052,China)
【Objective】 The project aims to investigate the Xinjiang main cultivated varieties of Korla fragrant pear explosion puffing drying optimum conditions.【Method】Based on such factors as pre-treatment, pre-drying, puffing drying time, puffing temperature, vacuum temperature, vacuum time, puffing pressure, dwell time of Korla fragrant pear slices and through single factor and orthogonal test, the puffing drying the moisture content, water activity period, color difference and the swelling rate of change were understood in order to find out the optimal drying technology of Korla pear chips.【Result】The optimal condition for expansion: the section thickness was 10 mm, puffing temperature was 100℃, vacuum drying temperature was 55℃, vacuum drying time 2.5 h, puffing pressure 0.02 MPa, dwell time 20 min. Under this Condition, the moisture content was 2.71%; water activity was 0.17; color difference △E was 63.31; puffing rate was 9.30%.【Conclusion】Korla Pear chips with modified temperature and pressure puffed dried have good sensory quality and taste better, which have certain production guidance significance.
Korla fragrant pear; explosion puffing drying at modified temperature and pressure; drying technology; chips;
10.6048/j.issn.1001-4330.2016.04.016
2015-11-16
自治区"十二五"重大项目子专题 "高质化果片(杏片、香梨片)变温压差膨化干制关键技术研究与示范" (201130102-4-2-4)
过利敏(1979-),女,副研究员,博士,研究方向为农产品加工,(E-mail)guolm_xj@163.com
张谦(1962-),女,研究员,研究方向为农产品加工,(E-mail)zhqxj@126.com
S661.2;S609
A
1001-4330(2016)04-0706-10
