车体铝合金氩弧焊与搅拌摩擦焊残余应力研究
2016-10-31孙鹤立
孙鹤立, 张 腾
(中车大同电力机车有限公司, 山西大同 037038)
车体铝合金氩弧焊与搅拌摩擦焊残余应力研究
孙鹤立, 张腾
(中车大同电力机车有限公司, 山西大同 037038)
采用小孔法分别对氩弧焊及搅拌摩擦焊对6 mm厚度的7020铝合金的对接试板的残余应力进行了研究。结果表明,两种焊接方法的焊接接头,纵向应力均大于横向应力,在对7020铝合金搅拌摩擦焊接接头以及氩弧焊接头中的纵向残余应力进行对比后,发现搅拌摩擦焊接头的纵向残余应力值要远远小于氩弧焊接头中纵向残余应力值。搅拌摩擦焊接头的最大纵向残余应力为50 MPa,而氩弧焊接头的纵向残余应力最大值已经达到了90 MPa。
7020铝合金; 搅拌摩擦焊; 氩弧焊; 焊接残余应力; 小孔法
搅拌摩擦焊是一种新型的焊接技术,目前该技术已广泛应用于高速列车车体铝合金的焊接。对于车体铝合金搅拌摩擦焊接头性能的研究也成为热点。由于焊接接头中残余应力的大小及分布情况对接头的疲劳寿命影响较大,故对不同焊接方法及工艺条件下得到的铝合金焊接接头残余应力进行对比分析非常有必要。
1 测试原理简介——小孔释放法测量焊接残余应力[1-3]
利用小孔释放法测量焊接残余应力最早是由德国学者J.Mathar在1934年提出的,后经Wsoete和R.Vancom等学者的发展,使测量精度大为提高。美国材料试验协会于1981年首次颁布ASTM标准E837-8《用钻孔应变法测量决定残余应力的标准方法》,说明小孔释放法已可应用于工业。目前小孔释放法因其简单易行、测量精度高而在焊接残余应力的测试中获得了广泛的应用。
在具有二维应力的状态无限平板上,粘贴如图1所示的电阻应变片分别为0°、45°、90°的应变花,在应变花中心钻孔,孔深等于或略大于孔径,当孔深为孔径的1.2倍时,应变接近于全部释放。由于孔深远小于板材的厚度,因此可套用钻通孔时的理论解作为钻盲孔时的近似解,通过电阻应变片分别测量方向1、2、3的释放应变ε1,ε2,ε3。为简化计算取γ=-2β,计算见式(1),式(2):
(1)
(2)
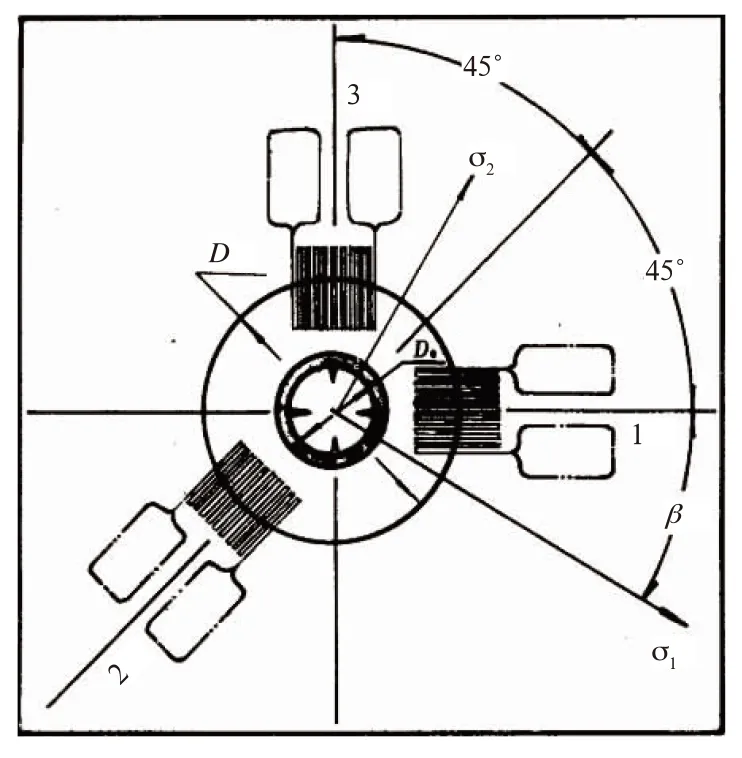
图1 小孔释放法的原理
(3)
式中σ1,σ2为钻孔前残余应力的主应力, MPa;
ε1,ε2,ε3分别为0°,45°,90°位置测得的释放应变;
A、B为定试验得到的应力释放系数;
β为最大主应力方向与x轴的夹角。
当假定已知残余应力主应力方向时,采用双向应变花,则σ1,σ2的计算公式为式(4),式(5):
(4)
(5)
式中εx为x,y方向上的释放应变,με;
σx,σy为x,y方向上的残余应力,MPa。
2 焊接工艺试验材料及参数的选择
2.1试验材料
试验选用的材料为7020铝合金,其具体化学成分如表1所示。

表1 7020铝合金成分(实测)
2.2工艺参数的选择

表2 7020铝合金氩弧焊规范

表3 7020 铝合金搅拌摩擦焊焊接规范
2.3测量残余应力点的选择
用角磨机将焊缝余高粗略打平,之后用砂纸将工件表面打磨抛光至无明显划痕。考虑好如何将待测点合理的分布,之后用划针轻轻地在工件上画出待测点的位置。测点位置见图2,图3。
对于经典的对接接头,残余应力的分布理论上以焊缝中心为轴对称分布的。因此,本次试验只选择焊缝的一边进行测量;为避免钻孔对残余应力测试的影响,测点之间的距离应该大于15倍的孔径,本次试验孔径为1.5 mm,故测点间的距离应该大于22.5 mm,在试验中取25 mm。根据宏观金相,3点与4点之间应该为焊缝的热影响区(HAZ),该区为本次残余应力测试重点观测的区域,所以,在实际操作中,将5点与6点取在如图2~图3所示位置,这样既保证了测点之间的距离大于22.5 mm,又保证了在热影响区有足够多的测点,尽可能准确的反映出残余应力的分布情况。
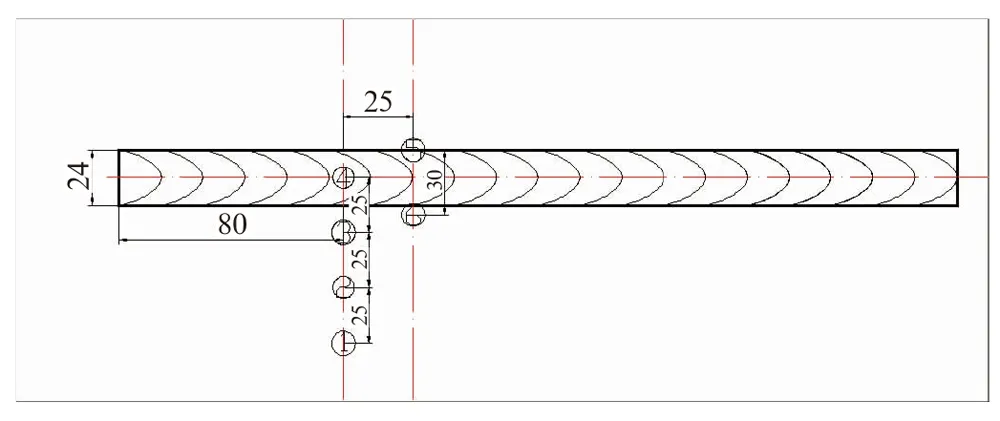
图2 7020铝合金搅拌摩擦焊试件待测点分布示意图
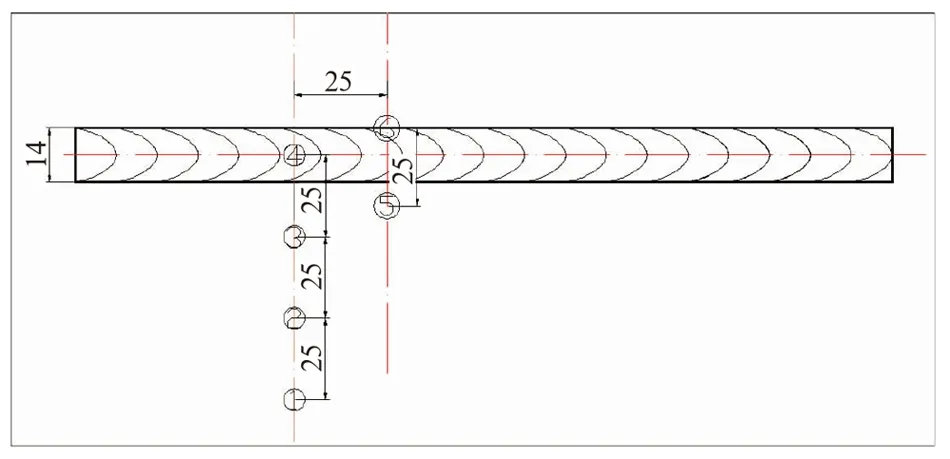
图3 7020铝合金氩弧焊试件测点分布示意图

表4 7020铝合金搅拌摩擦焊接头残余应力测试结果
3 小 结
3.17020铝合金搅拌摩擦焊残余应力值
从图5中,可以看到主要应力为纵向残余应力,且其分布规律依然十分明显,拉应力最大值取在热机影响区,焊缝的残余应力稍小于热机影响区但仍为拉应力状态。之后测点逐渐远离焊缝中心,纵向残余应力迅速转变为压应力状态。若假设焊缝两侧的残余应力分布状况是一致的,我们由一侧的数据可以推测到焊缝两侧的残余应力分布应该是呈现出一个“M”的形状。
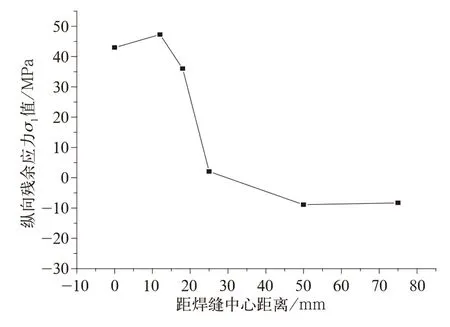
图4 7020搅拌摩擦焊接头纵向残余应力分布示意图
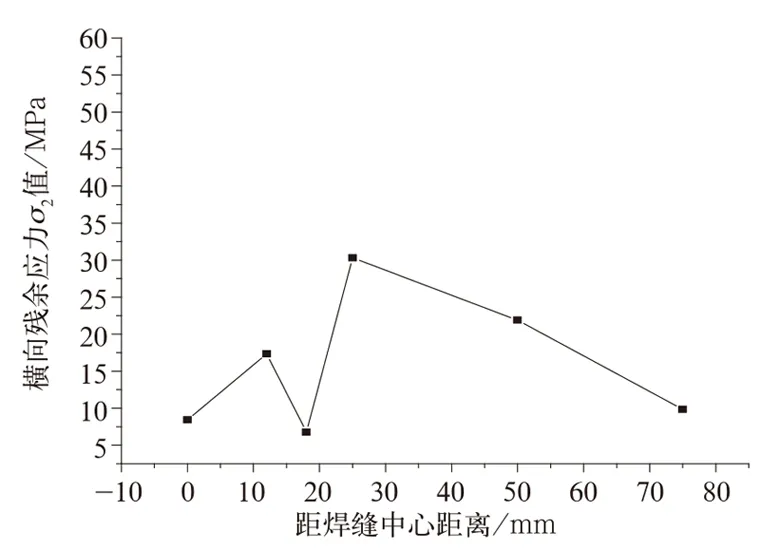
图5 7020搅拌摩擦焊接头横向残余应力分布示意图
3.27020铝合金氩弧焊残余应力值
从图7可以看出,7020铝合金氩弧焊焊接接头纵向残余应力依然是大于横向残余应力,纵向应力的最大值大约在距离焊缝中心15 mm处取得,此处为热影
响区。最大值为90 MPa左右,焊缝中心拉应力值稍小,为40 MPa左右。远离焊缝的区域呈现压应力状态。横向应力一直在10 MPa与30 MPa之间徘徊,呈压应力状态。
由以上分析可知不论在氩弧焊接头中,还是在搅拌摩擦焊接头中,纵向应力均大于横向应力,且最大值位于焊缝及热影响区附近。横向残余应力虽然不是主要的残余应力,但由于其方向垂直于焊缝,在列车服役中,有可能与焊缝承受的外加载荷方向相同,横向残余应力在焊缝中心为拉应力状态,残余拉伸应力值在离开焊缝中心后先减小,然后逐渐增加,在热影响区达到最大值,最后在进入基体材料区域逐渐减小,随着测点离焊缝距离的增加,残余应力将成为压应力。
3.3两种焊接方法焊接残余应力对比值
从图8中可以看出,搅拌摩擦焊焊接接头的纵向残余应力的值要远小于氩弧焊得到的接头中纵向残余应力的值。搅拌摩擦焊接头的最大纵向残余应力为50 MPa左右,而氩弧焊接头的纵向残余应力最大值已经达到了90 MPa左右。造成这种情况的原因,可能有以下几个方面:首先,搅拌摩擦焊是一种固态连接技术,材料未达到熔点,因此避免了较大的热应力;其次,相对于氩弧焊接头中容易出现粗大晶粒组织的情况,搅拌摩擦焊焊接接头中晶粒得到细化,且各个区域之间晶粒大小过渡较之氩弧焊要平缓许多,故避免了较大的组织应力[4];另外,搅拌摩擦焊不需添加焊材,同种材料自身便完成了焊接,这在一定程度上也会减小组织应力。以上几个原因共同作用,导致了如图8所示的情况,即搅拌摩擦焊接头的纵向残余应力值要远远小于氩弧焊接头中纵向残余应力值。
而对于横向残余应力来说,7020铝合金搅拌摩擦焊接头中的横向应力最大值则要大于氩弧焊接头中的横向残余应力最大值,如图 9 所示,造成这种情况的原因有可能是由于7020铝合金氩弧焊采用的是双面双道焊,有可能两次施焊的残余应力有抵消的部分。

表5 7020铝合金氩弧焊接头残余应力测试结果
4 结 论
本次试验选用了7020铝合金两种材料,采用氩弧焊及搅拌摩擦对其施焊,并对接头的残余应力进行了测试对比分析。结论如下:
(1) 两种焊接方法得到的焊接接头中,纵向应力均要大于横向应力,且分布规律十分明显,纵向应力为主要应力。纵向应力的分布规律是最大值在热影响区处出现,呈拉应力状态。焊缝的残余应力稍低于热影响区,但仍然是拉应力。由焊缝热影响区继续向外,随着测点离焊缝中心距离越来越远,纵向残余应力逐渐变成压应力状态,母材区域为压应力。
(2)7020铝合金FSW、MIGW两种焊接接头中,搅拌摩擦焊纵向残余应力值要远远小于氩弧焊纵向残余应力值。搅拌摩擦焊接头的最大纵向残余应力为47.3 MPa,而氩弧焊接头的纵向残余应力最大值已经达到了74.3 MPa。
(3)7020铝合金搅拌摩擦焊接头中的横向应力则要大于氩弧焊接头中的横向残余应力。
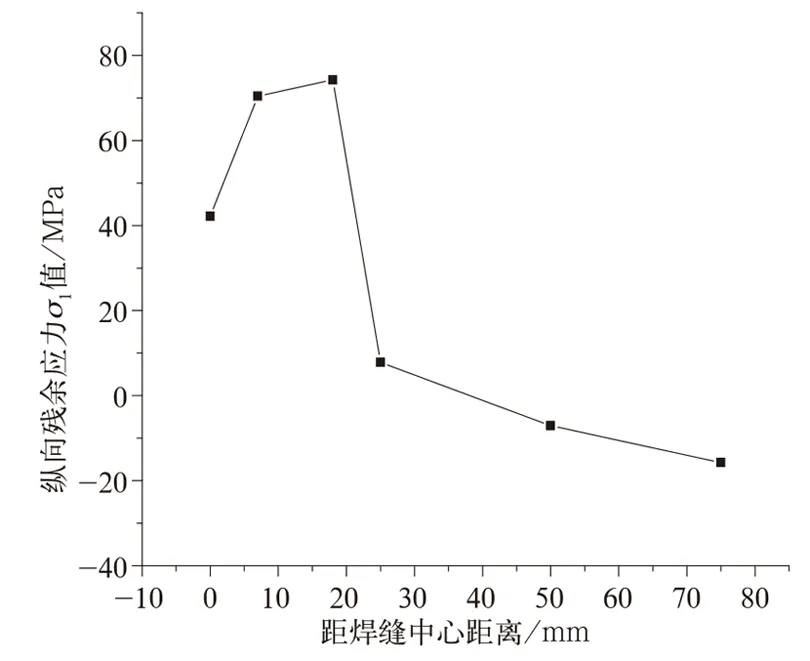
图6 7020铝合金氩弧焊接头纵向残余应力分布示意图
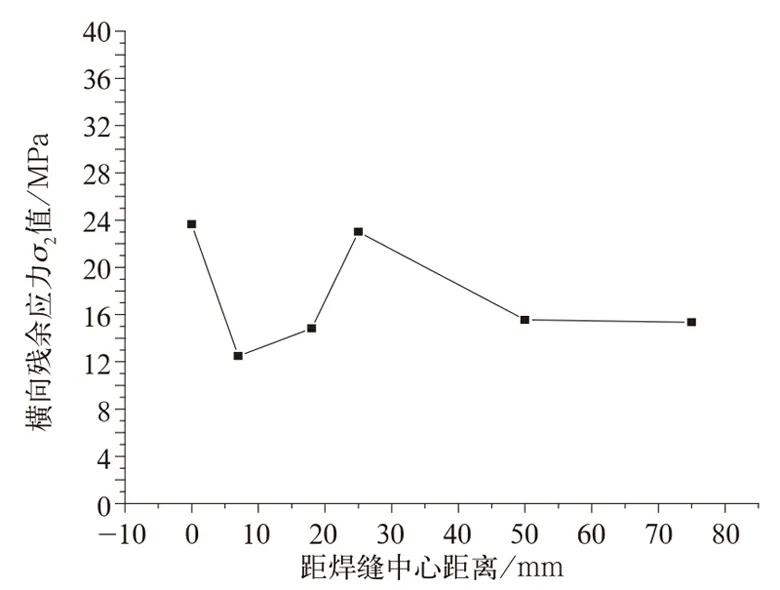
图7 7020铝合金氩弧焊接头横向残余应力分布示意图
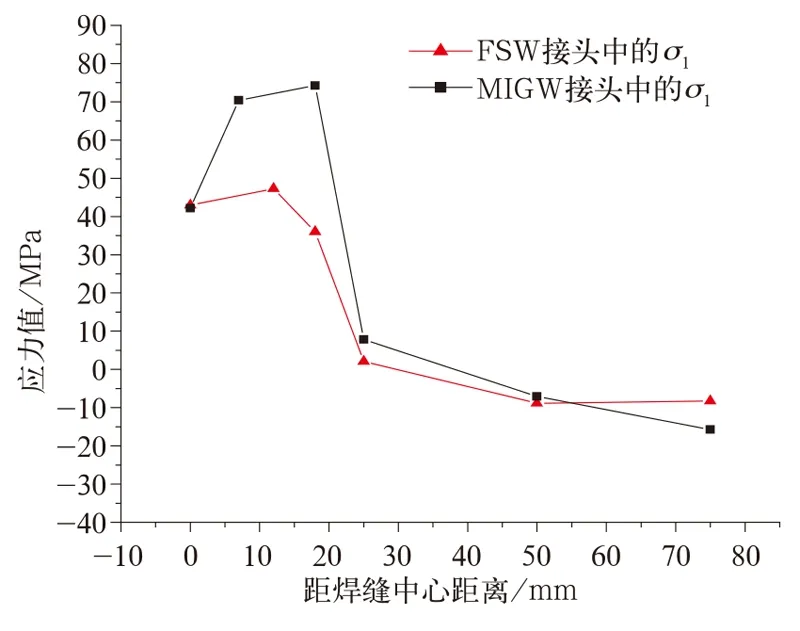
图8 7020铝合金两种焊接方法得到的纵向残余应力对比
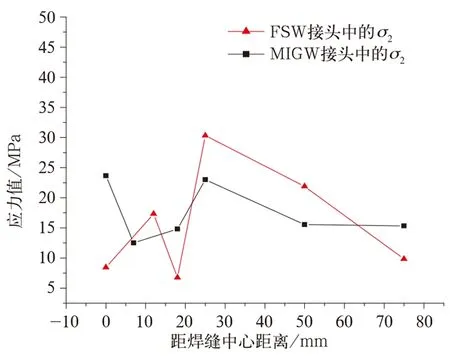
图9 7020铝合金两种焊接方法得到的接头横向残余应力的比较
[1]中国船舶工业总公司,CB3395-92.残余应力测试方法-钻孔应变释放法[S].中国船舶工业总公司,1992.
[2]王训宏,王快社,沈洋,等. 搅拌摩擦焊和钨极氩弧焊焊接接头的残余应力[J].机械工程材料,2007,31(1):26-28.
[3]王娜. 中厚板焊接残余应力测试的盲孔法研究[D]. 大连:大连理工大学,2007.
[4]陈怀宁,陈亮山,等.盲孔法测量残余应力的钻削加工应变[J].焊接学报,1994,(12):276-280.
Research on Residual Stress of Argon Arc Welding and Friction Stir Welding for Aluminium Alloy of Carbody
SUNHeli,ZHANGTeng
(CRRC Datong Electric Locomotive Co., Ltd, Datong 037038 Shanxi, China)
This article makes a research by hole-drilling method on the residual stress of 7020 aluminum alloy abutting plates 6mm in thickness that are respectively welded by argon arc welding and friction stir welding. The result shows that the longitudinal stresses of the welded joints by two ways of welding are larger than the lateral stresses. After the comparison between the longitudinal residual stresses of welded joints to the 7020 aluminum alloy, it is found that the longitudinal residual stress by means of friction stir welding is far more less that of the argon arc welding. The maximum longitudinal residual stress of the friction stir welding is 50 MPa while that of the argon arc welding reaches 90 MPa.
7020 aluminum alloy; friction stir welding; argon arc welding; welding residual stress; hole-drilling method
1008-7842 (2016) 04-0099-04
��)男,工程师(
2015-12-18)
U260.32
Adoi:10.3969/j.issn.1008-7842.2016.04.25
