电气化铁路接触网线材选型与节能分析
2016-10-25花思明李学斌邱正晓
花思明, 袁 远, 李学斌, 沈 华, 路 超, 邱正晓
(中铁建电气化局集团康远新材料有限公司, 江苏靖江 214500)
电气化铁路接触网线材选型与节能分析
花思明, 袁远, 李学斌, 沈华, 路超, 邱正晓
(中铁建电气化局集团康远新材料有限公司, 江苏靖江 214500)
为了探讨新型电气化铁路接触网线材节能情况,通过对比两种工艺生产的接触网线材的性能参数,并计算两种线材的输电耗能和新型接触网线材的节能情况,结果表明:上引连挤工艺生产的接触网线材比传统的接触网线材拉断力高,电阻低;在电气化铁路接触网线材选型时,可以优先考虑使用上引连挤工艺生产的接触网线材;上引连挤工艺生产的接触网线材的应用可以极大节约能源,降低电气化铁路的运营成本,新型接触网线材更符合资源节约型社会的发展需求。
电气化铁路; 接触网; 节能; 线材; 选型
近年来,高速铁路在世界范围内蓬勃发展,而高速铁路的发展需要大量高性能的接触网线材。本文介绍电气化铁路接触网用线材及其生产工艺,对比两种不同生产工艺及其生产的接触网线材拉断力、直流电阻等性能参数,并进行接触网线材的选型和节能分析。
1 接触网线材及其生产工艺
1.1接触网线材
接触网线材是高速铁路供电系统的主要组成部分,实现输电功能的载体。接触网线材包括接触线和承力索:接触线是直接与受电弓接触,向电力机车供电的特殊形式的输电线,接触线必须保证不间断地、高质量地向电力机车供电;承力索的主要作用是通过吊弦将接触线悬吊起来,承受接触线的质量,减小接触线的弛度,提高悬挂的稳定性,并与接触线并联供电。
接触网线材的规格型号有很多种,TB/T 2809-2005 《电气化铁道用铜及铜合金接触线》和TB/T 3111-2005 《电气化铁道用铜及铜合金绞线》规定了21种接触线和13种承力索的规格、型号及其性能参数。为了满足中国高速铁路建设,2009年原铁道部科技司发布了OCS-2 《200~250 km/h电气化铁路接触网装备暂行技术条件》和OCS-3 《300~350 km/h电气化铁路接触网装备暂行技术条件》。技术条件OCS-2规定的高速铁路用接触线和绞线有:CTS120、CTS150、JTMH95(20 ℃直流电阻不大于0.303 Ω/km)、JTMH120(20 ℃直流电阻不大于0.242 Ω/km)。技术条件OCS-3规定的高速铁路用接触线和绞线有:CTMH120、CTMH150;JTMH95(20 ℃直流电阻不大于0.303 Ω/km)、JTMH120(20 ℃直流电阻不大于0.242 Ω/km)。接触线CTM、CTS、CTMH的电阻率(20 ℃)分别要求不大于0.022 40,0.0239 5,0.027 78 Ω·mm2/m。
1.2接触网线材生产工艺
接触线的生产工艺主要有:上引连铸—连续轧制—连续拉拔生产工艺(工艺1)、上引连铸连轧-连续拉拔生产工艺(工艺2)、上引连铸—连续挤压—连续轧制—连续拉拔生产工艺(工艺3)。采用工艺1生产接触线一般是先上引连铸一定直径的铜合金杆,接着经过连续冷轧和连续拉拔成截面积为150,120 mm2等的成品。但是,这种工艺存在拉拔后的成品断面组织为晶粒粗大、未完全破碎的铸造组织,而这种组织造成的残余应力,使接触线架设后沿其长度方向有许多不规则的微小波浪弯,高速电力机车通过时会产生连续细碎的离线火花,降低了机车的取流质量,同时也降低了接触线自身的寿命[1]。采用工艺2生产铜合金接触线,需要频繁拆炉、筑炉,设备能力利用率低,生产制造成本高。采用工艺3生产的铜合金接触线,具有强度高,导电率好,改变了上引铜杆的粗大铸造组织。
绞线的生产工艺主要有:上引连铸—连续轧制—连续拉拔—绞合生产工艺(工艺4)和上引连铸—连续挤压—连续轧制—连续拉拔—绞合生产工艺(工艺5)。由于上引连铸铜杆存在的铸造组织不能通过后续的轧制、拉拔和绞合工艺消除,工艺4生产的绞线也存在应力集中和单丝断线的问题。而工艺5中加入了连续挤压工艺,很好的解决了冷加工不能消除上引铜杆铸造组织的问题。
2 接触网线材性能分析及选型
选取不同的工艺(工艺1、3、4、5)和材质生产的接触网线材进行性能对比分析。表1为工艺1和工艺3生产的接触网线材性能参数,表2为工艺4和工艺5生产的接触网线材性能参数。从表1和表2中可以发现,线材截面积越大,电阻越小,拉断力越高。铁标对接触网线材的形状、尺寸、结构都有严格的要求,对比发现:同规格的接触网线材,工艺3生产的接触网线材CTS120和CTS150的直流电阻比工艺1生产的约降低5.2%,工艺3生产的CTMH120和CTMH150的直流电阻比工艺1生产的约降低9.6%,工艺5生产的JTMH95、JTMH120的直流电阻比工艺4生产的约降低15%;工艺3和工艺5生产的线材的拉断力稍高于工艺1和工艺4生产的线材。另外,工艺3生产的CTM120和CTM150的拉断力比工艺1生产的CTS120和CTS150的拉断力高约5 kN,每千米电阻低约0.01 Ω,满足OCS-2对接触线的性能要求;工艺5生产的JTMH120和JTMH150的拉断力比工艺4生产的JTMH120和JTMH150的拉断力高约3 kN,每千米电阻低约0.03 Ω,满足OCS-2对绞线的性能要求。
目前,锡锭1 t约12万元,镁锭1 t约0.6万元,CTS接触线的材质是铜锡合金(锡含量约0.15%~0.55%),CTM接触线的材质是铜镁合金(镁含量约0.1%~0.3%),则1万t的CTM接触线需要镁锭30 t,镁锭的费用约18万元;1万t的CTS接触线需要锡锭约55 t,锡锭的费用约660万元。在高速铁路接触网线材选型时,要综合考虑线材的机电性能和经济性,以达到既满足使用要求又降低能源消耗的目的。因此,电气化铁路接触网线材应优先考虑使用工艺3和工艺5生产的线材。200~250 km/h电气化铁路接触网线材选型时,应该优先考虑采用工艺3生产的CTM120和CTM150来代替CTS120和CTS150。
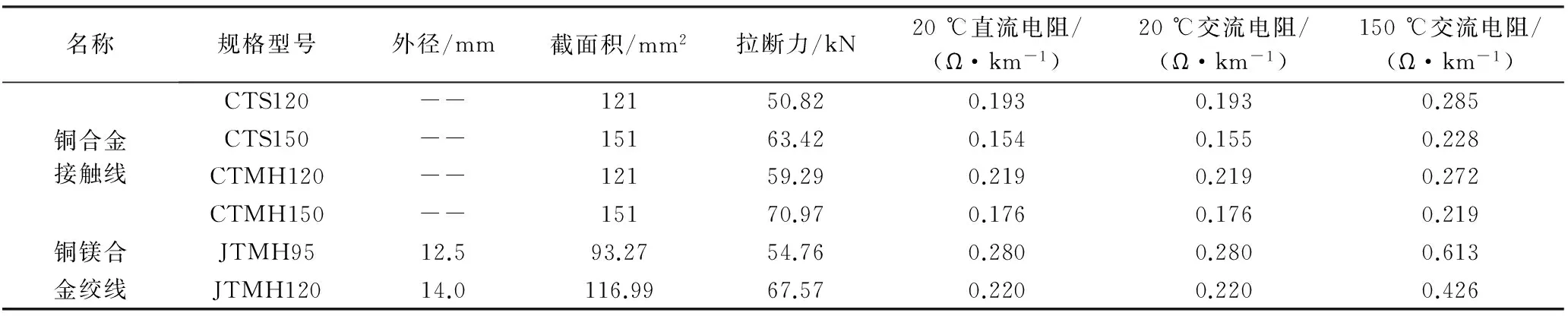
表1 传统接触网线材性能参数(工艺1、工艺4)
3 接触网线材节能效果分析
接触网是铁路电气化工程的主构架,是沿铁路线上空架设的向电力机车供电的特殊形式的输电线路,输电线路损耗主要由电晕损耗和电阻损耗组成[2]。在一般的电力系统计算中可忽略电晕损耗[3],输电线路损耗主要由线材的电阻决定。电阻损耗能量计算方法见式(1),Q为电阻损耗能量(kW·h);I为负荷电流(A);τ为负荷损失小时数(h);R为线路总电阻(Ω),考虑到交流电流通过接触网线材时的趋肤效应和邻近效应以及标称尺寸的近似性,损耗计算时采用交流电阻。
(1)[2]
由于电气化铁路一般采用单相工频交流供电,则表1和表2中直流电阻需要转化为交流电阻才能用于电阻损耗的计算。取f为50 Hz,将传统的接触网线材和新型的接触网线材的直流电阻(见表1和表2)代入式(2)和式(3)计算得到集肤效应系数k1,并根据求得的集肤效应系数和式(4)计算得到交流电阻(见表1和表2)。依据铁标(TB/T 2809-2005和TB/T 3111-2005)中CTS120和CTS150的电阻温度系数0.003 65,CTMH120和CTMH150的电阻温度系数0.001 85,JTMH95、JTMH120的电阻温度系数0.004,将表1和表2中20 ℃时的交流电阻换算成150 ℃时的交流电阻(表1和表2最后一列)。
k1=0.996 09+0.018 578x-0.030 263x2+
(2)[4]
(3)[7]
(4)
式中k1为集肤效应系数;RDC为直流电阻;f为系统频率;RAC为交流电阻。
根据接触网线材稳态运行达到允许温升时的稳态电流(载流量)计算式(5):
(5)
式中WR为辐射热损耗,W/m2;WF为对流散热损耗W/m2;WS为太阳辐射热,W/m2;RAC为每公里交流电阻,Ω/km。其中:
(6)
式中S为斯蒂芬-波尔兹曼常数5.67×10-8W·m-2·K-4;D为导体直径,绞线用外径,接触线用截面积相等的圆的直径代替,m;T0为环境温度,K;TC为导体稳态温度,K;ke为黑体辐射系数。
由于自然风存在,强迫对流散发出的热损耗由式(7)计算:
(7)
式中λ为与导体相接触的空气膜导热系数,认为不变并为0.025 85 W·m-1·K-1;
(8)
Re=1.644×109×v×D×[T0+0.5×
(9)
式中υ为风速,m/s。
导体吸收的太阳辐射热由式(10)计算:
(10)
式中γ导体吸收系数;Si为日照强度,W/m2。
其中环境条件:风速v为0.5 m/s;日照强度Si为1 000 W/m2;导体表面吸收系数γ为0.9;导体辐射系数ke为0.9;环境温度T0为40 ℃;导体工作温度TC为150 ℃。
综上式(6)~式(10)和表1,表2中交流电阻计算值,计算传统和新型的接触网线材的载流量,见表3。可以发现新型的接触网线材的载流量较传统线材有了一定的提升,其中CTM120和CTM150的载流量与传统的CTS120和CTS150相比,载流量提高了约13%。
若τ取一年365天(共8 760 h),I取表3的载流量数值,R取RAC的值,根据式(1)计算接触网线材电阻引起的损耗。对比分析传统和新型接触网线材节能情况,发现与传统线材相比,新型接触网线材CTS120和CTS150的节能约5.2%,CTMH120和CTMH150节能约9.6%,JTMH95、JTMH120节能约15%。
4 结 论
通过以上的对比分析可以发现:上引连挤工艺(工艺3、工艺5)生产的接触网线材比传统的接触网线材拉断力高,电阻有了一定幅度的降低;在电气化铁路接触网线材选型时,应优先考虑使用上引连挤工艺生产的接触网线材;200~250 km/h电气化铁路接触网线材选型时,可以优先考虑采用CTM120和CTM150来代替CTS120和CTS150;上引连挤工艺生产的接触网线材更符合资源节约型社会的发展需求,能够更好的节约电气化铁路的经济成本。
[1]吴朋越, 谢水生,黄国杰.高速列车用铜合金接触线用材料及其加工工艺[J].稀有金属,2006, 30(2):203-208.
[2]丁广鑫,孙竹森,张强,等.节能导线在输电线路中的应用分析[J].电网技术,2012, 36(8):24-30.
[3]孙丽华.电力工程基础[M] .北京:机械工业出版社,2010.
[4]吕虹,胡鹏飞,王小强.节能导线交流电阻计算与分析[J]. 低碳世界,2013,(21):77-79.
[5]苏鹏程.客运专线电气化铁道接触悬挂的载流容量[J].电气化铁道,2006,(Z1):54-56,60.
A New Wire of Electrified Railway Contact Net and the Energy-saving Analysis
HUA Siming, YUAN Yuan, LI Xuebin, SHEN Hua, LU Chao, QIU Zhenxiao
(China Railway Construction Electrification Bureau Group Kang Yuan New Material Co. Ltd.Jinjiang 214500 Jiangsu, China)
In order to explore the energy-saving effect of the new electric railway contact wire, the performances of two contact wires produced by different processes were compared, and the energy consumption of two wires were calculated and energy-saving quantity was also analyzed. The results show that the tensile force of new wire produced by upward continuous casting-continuous extrusion process is higher than that of traditional wire and resistance is lower. Give priority to new wire produced by upward continuous casting-continuous extrusion process when selecting electrified railway contact net wire. New contact wire produced by continuous casting-continuous extrusion can greatly save the energy, and reduce operation cost of electrified railway. New contact wire is more in line with the needs of development of resource-saving society.
electrified-railway;contact;energy-saving;wire;selection
1008-7842 (2016) 01-0052-03
��)男,工程师(
2015-09-09)
U225
Adoi:10.3969/j.issn.1008-7842.2016.01.13
