基于RS485和组态王的曲轴数控车间功率采集监控系统
2016-10-24徐金瑜罗敏李慧玲马彬
徐金瑜,罗敏,李慧玲,马彬
(湖北汽车工业学院电气与信息工程学院,湖北十堰442002)
基于RS485和组态王的曲轴数控车间功率采集监控系统
徐金瑜,罗敏,李慧玲,马彬
(湖北汽车工业学院电气与信息工程学院,湖北十堰442002)
利用三相功率采集模块搭建了RS485通讯网络,构建了组态王数据采集系统,实现了对曲轴加工车间多台数控机床总功率及各主轴功率的实时监控和数据采集,为曲轴加工数字化车间能量效率的综合优化评估提供了研究基础。
功率采集系统;RS485总线;组态王;SQL数据库
曲轴是影响汽车发动机寿命的重要零件,承受着交变反复的弯曲和扭转载荷,对加工曲轴的数控机床设备具有较高要求。因此实时监控数控机床设备的功率状态,可以反映出设备的运行状况,用于指导机床刀具寿命预警以及能量效率优化具有重要意义。
针对功率采集监控系统,在不同领域许多学者做了大量研究。刘大千等采用LPC1788作为主芯片,实时地将数据上传至控制器,实现数据的集中管理和控制[1]。王升军等采用WiFi、ZigBee等网络技术实现对建筑能耗数据的远程采集和交换[2]。许第建等通过功率模拟量采集平台,将数控机床功率信号传送至AC6611板卡,再通过Matlab进行数据处理动态调节机床空载运行转速,实现机床节能降耗的目的[3]。
由于功率采集监控系统多数采用PLC将设备层采集的数据进行收集然后发送至采集站,硬件成本较高。针对东风公司曲轴加工车间设计的监控系统省去PLC,直接通过RS485总线传输至采集站,并利用组态王设计监控画面,再与管理层的局域网互连,建立面向整个曲轴数控加工车间的功率采集监控系统。
1 功率采集监控系统总体结构
本文中介绍的功率采集监控系统,是基于RS485现场总线以及组态王软件达到对数控车间功率数据的实时采集及监控的目的。功率采集模块从数控机床上的传感器获取实时数据并转换成数字量通过RS-485总线传输给上位机。上位机与功率采集模块之间需要借助RS485~USB转换模块将其与数据服务器采集站PC连接。上位机获取的数据实时存储在数据库模块中。其中,HUB4485G模块增强RS485信号的总驱动能力并起到光电隔离的作用,每4个站点共用一个集线器。监控系统结构框图如图1所示。
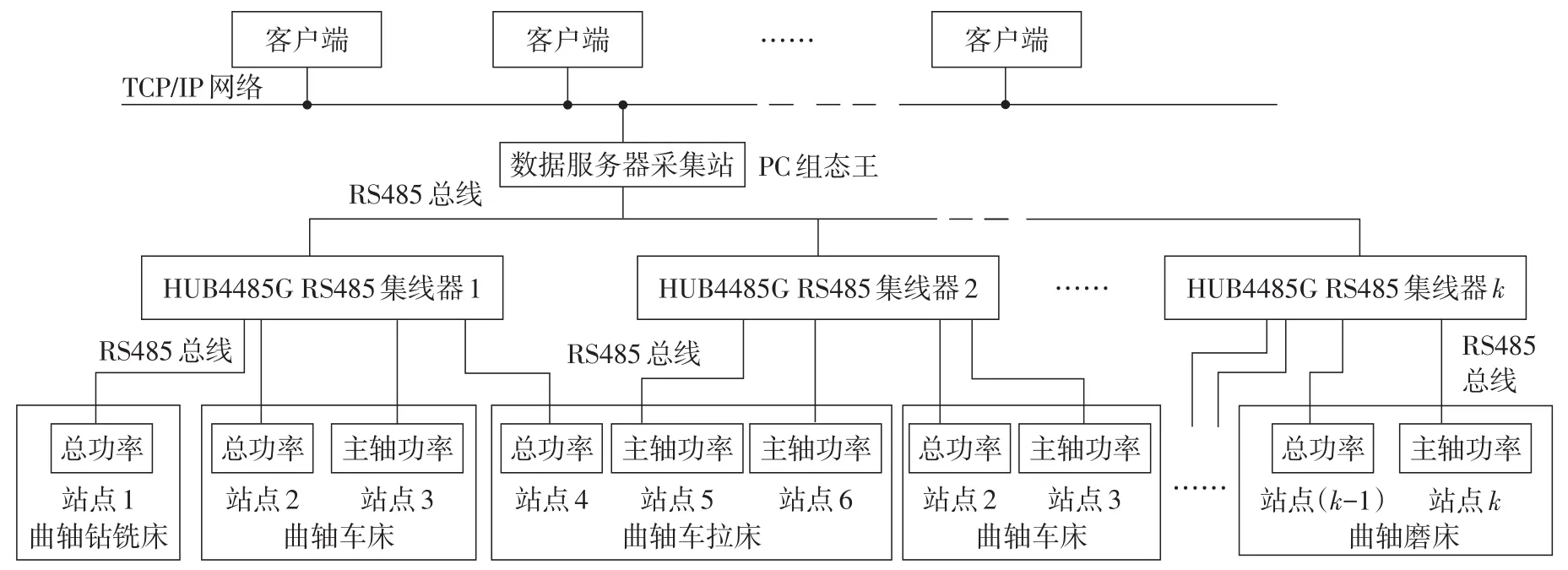
图1 曲轴数控车间监控系统总架构
2 功率采集系统硬件设计
1)功率采集系统硬件连接
三相电参数采集器采用WB6830R2-P,可以监测电网的电压、电流、有无功功率、视在功率、功率因数、频率等参数,可计量正反向有无功电能、四象限无功电能、时段电能、月度电能。功率采集系统硬件接线如图2所示。
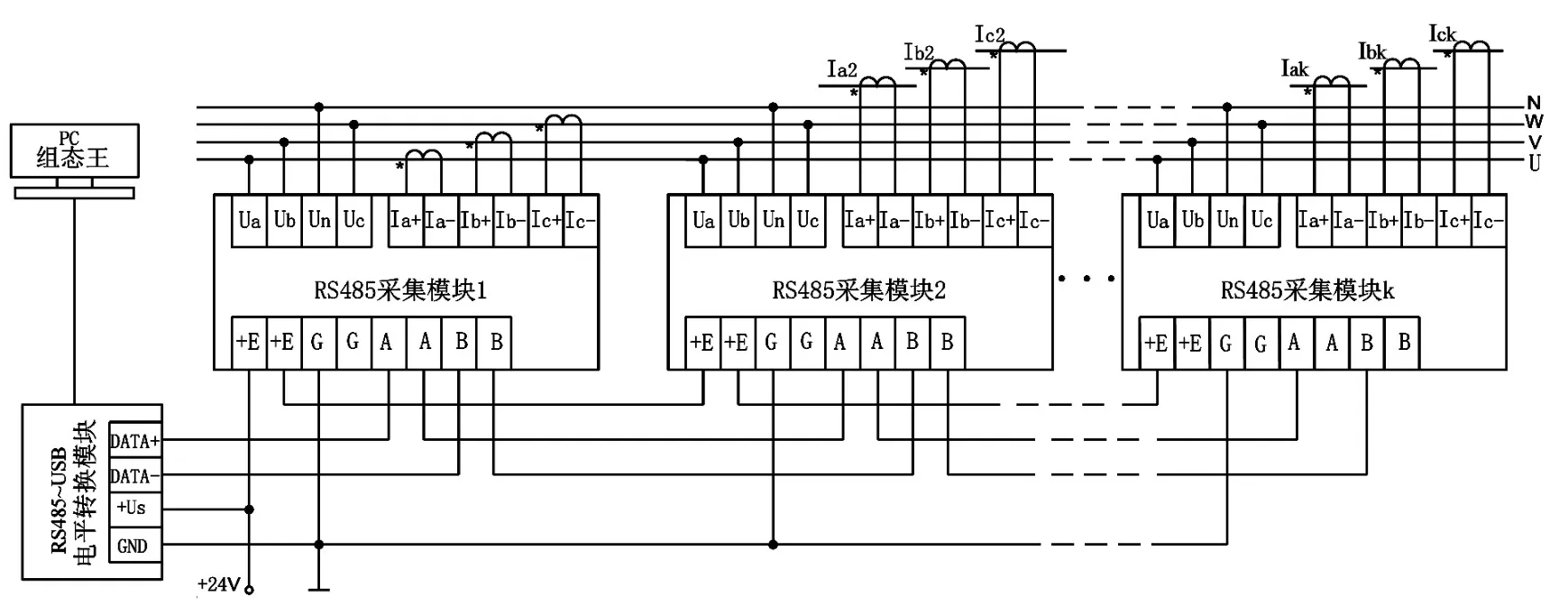
图2 功率采集系统硬件接线
2)模块端子定义及设置
功率采集模块接线端子定义见表1。采集器的设置窗口处有一个8位拨码开关(K1~K8),低电平有效,拨码开关置于ON表示0,置于OFF表示1。其中K1~K2用于设置采集器的通讯波特率,选取9 600 b·s-1;K3~K8用于设置采集器的通讯地址,最多可配置63个功率采集模块,如表2所示。
3)采集模块变量定义
WB6830R2-P莫迪康系列之间的通讯采用MODBUS协议,串行通讯。I/O设备地址范围1~32,选用输出(保持)寄存器,寄存器名格式为“4xdddd”,“读写”属性。定义组态王寄存器的地址要比所读写的采集模块寄存器实际地址加1。实时测量数据寄存器如表3所示(截取部分)。
由于数值范围的限制,产品数据寄存器采用了计算因子,即用户要得到真实值,必须乘上对应的计算因子。如频率寄存器计算因子为0.01,此时用户读取数值为5 000,则说明当前频率为50 Hz。
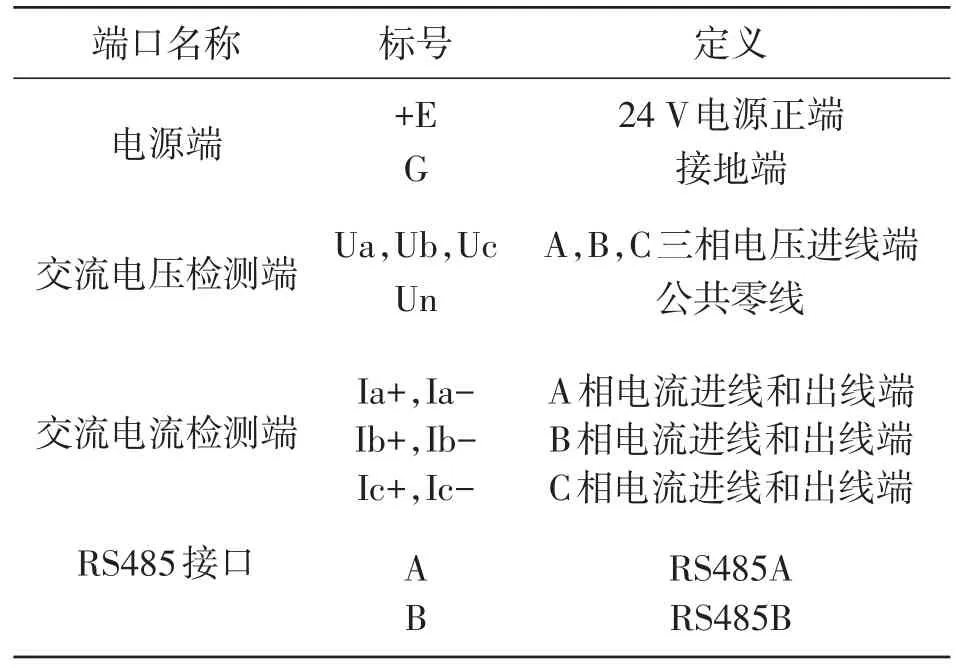
表1 接线端子定义

表2 地址设置
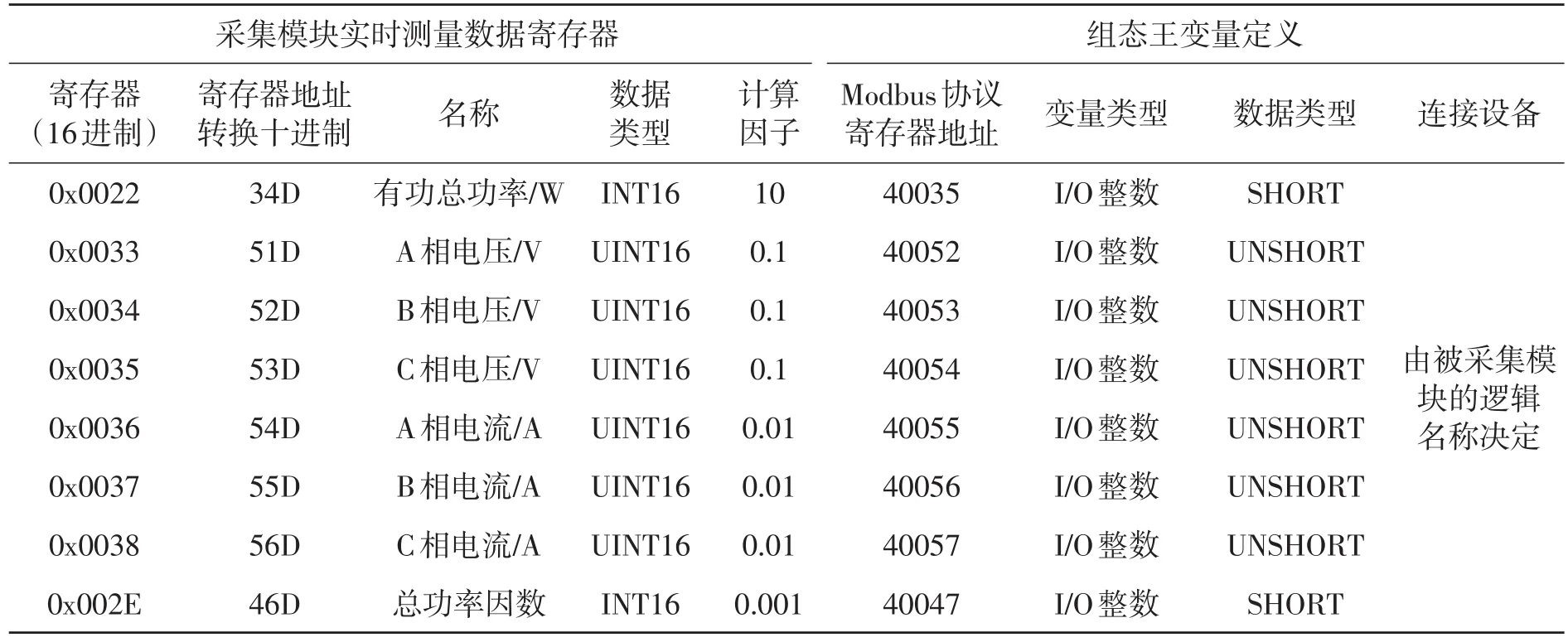
表3 实时测量数据寄存器表
3 数据库存储模块
本系统采用SQL Server2005数据库存储监控系统功率采集的数据。SQL Server数据库具有较其他数据库更好的稳定性、易维护性、适合分布式组织等特点,并能很好的满足大型监控系统对大数据量的需求。同时组态王软件提供了SQL Server数据库访问的便捷方式,通过SQL访问管理器和SQL函数能够方便地与SQL数据库进行数据交换。
1)创建SQL数据库及ODBC数据源
创建SQL Server数据库“Power”,用于存储从组态王监控的数据,并用于开发上层管理系统。
进行SQL访问前,需要建立ODBC数据源,名称为“SQL”,并设置默认的数据库为“Power”。
2)定义组态王内部变量DeviceID
在组态王的数据词典里定义变量“DeviceID”,变量类型“内存整型”。DeviceID用于保存组态王中SQL函数为每个数据库连接分配的数值。
3)设置组态王访问管理器
建立SQL数据库列与组态王变量之间的联系,需通过配置组态王SQL访问管理器中的表格模板和记录体。表格模板用于定义存储在数据库中的表格结构(表4),而记录体(表5)是将建好的数据库表格列与组态王中定义的变量关联起来。且表格模板中的字段顺序与SQL Server数据库中的表格结构保持一致。
4)数据库连接及数据采样
连接数据库:在组态王画面上作一个按钮,按钮文本为“连接数据库”,在按钮“弹起时”动画连接中使用SQLConnect()函数建立与SQL Server数据库进行连接。SQLConnect(DeviceID,"dsn=SQL;uid=;pwd=");//其中DeviceID是用户创建的内存整型变量,用来保存SQLConnect()函数为每个数据库连接分配的一个数值。
创建数据库表格:在“数据库连接”画面上新作一个按钮,按钮文本为“创建表格”,在按钮“弹起时”动画连接中使用SQLCreateTable()函数创建表格。SQLCreateTable(DeviceID,"KingTable","table1");//创建数据库表格名称为KingTable。
插入记录:在组态王中设置采样数据的存储周期,需要通过设置事件命令语言,每秒存储一次数据至SQL Server数据库。SQLInsert(DeviceID,"Table20160401","Bind”);//其中Bind为记录体名称,Table20160401为数据库表名。
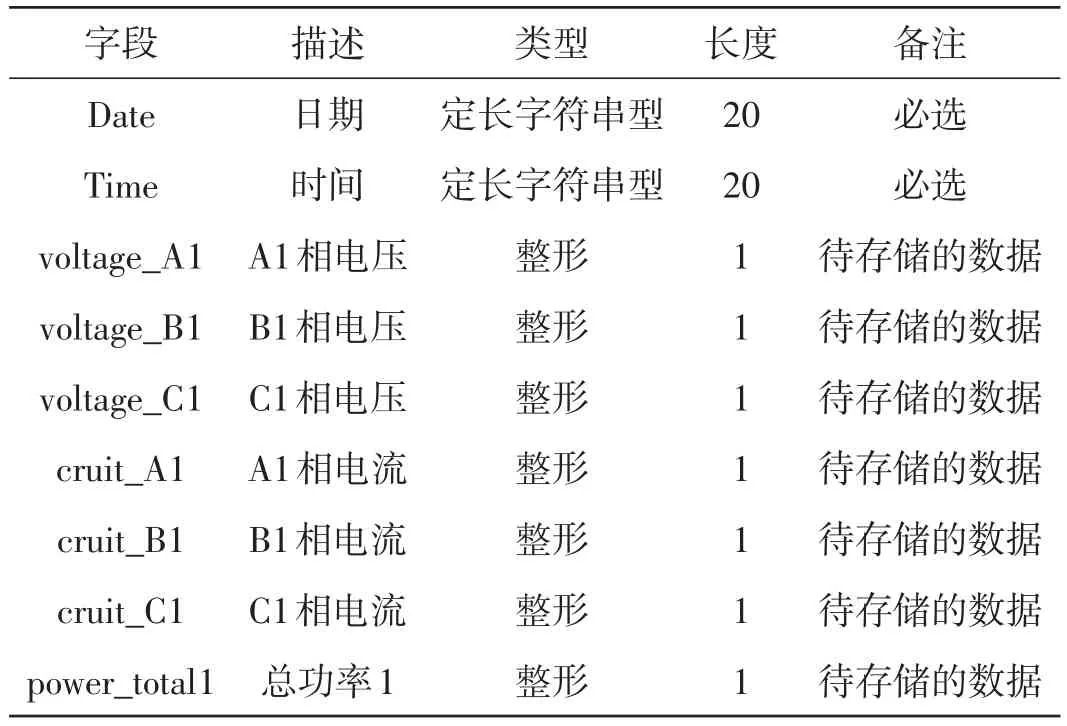
表4 表格模板PowerTable结构表
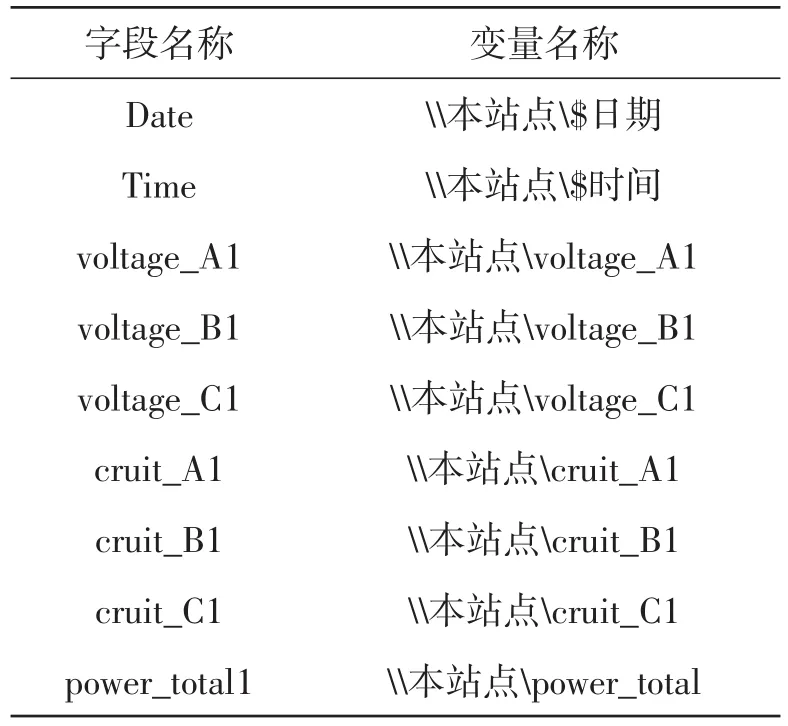
表5 记录体BIND结构表
4 功率监控HMI设计
1)定义串口类设备
通过组态王的设备配置向导完成串口类设备配置,设备采用Modbus(RTU),生产厂家为莫迪康,最多支持128个串口,串口号为COM4。
2)设置串口参数
双击COM4口,在“设置串口——COM4”对话框中进行参数设置。通信方式选择RS232,波特率9600,无校验位,数据位为8,停止位为2,通信超时默认3000ms。
3)监控画面
截取曲轴车拉数控机床监控画面,如图3~4所示。图3中左侧列为站点5对机床X主轴的电参数采集,中间列为站点6对Z主轴的电参数采集,右侧列为站点4对总输入的电参数采集。图4中将机床的X主轴、Z主轴以及总输入的有功功率作比较,采用历史曲线控件显示功率波形。考虑到精确度,曲线直接将采集模块真实值显示,实际值功率需要再乘以10倍得到。从波形可以分析:在车拉加工初始瞬间,加工阻碍较大,因此功率消耗大,曲线存在较大尖峰点;在加工靠近结束阶段,出现3次尖峰点,其中2次是功率回馈,另一次与车拉加工初始瞬间大功率产生原理相同。
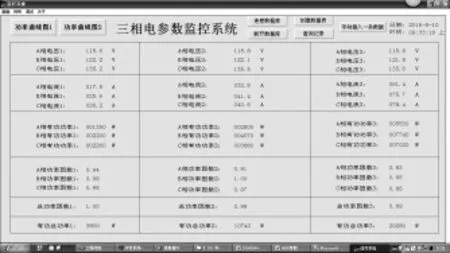
图3 电参数监控画面

图4 历史趋势曲线
5 结论
针对东风汽车公司某曲轴加工数控车间功率监控的需要,搭建了基于RS485总线和组态王的功率监控系统,实现了曲轴数控加工设备各主轴的电压、电流、有功功率、总功率、功率因数等电参数信号的实时采集且历史数据可追溯。本系统省略了PLC模块,硬件价格低廉,性能稳定,为曲轴车间能效优化及机床刀具寿命预警提供了数据依据。
[1]刘大千,刘振杰.MODBUS/TCP数据采集接口模块的设计[J].工业仪表与自动化装置,2015(6):32-36.
[2]王升军.建筑能耗实时监测系统的设计[J].现代建筑电气,2016,7(3):42-45.
[3]许第建,施金良.机床功率测试系统设计与节能方法[J].组合机床与自动化加工技术,2010(3):47-51.
[4]刘杰,王慧.组态王与单片机多机串口通信的设计[J].电子设计工程,2009,17(7):7-11.
[5]段铭宏,朱建勇.组态王与SQL数据库的数据传输[J].有色冶金设计与研究,2008,29(5):40-41+45.
Design of a Power Collecting and Monitoring System for Crankshaft NC Workshop Based on RS485 and Kingview
Xu Jinyu,Luo Min,Li Huiling,Ma Bin
(School of Electrical&Information Engineering,Hubei University of Automotive Technology,Shiyan 442002,China)
A data collecting system based on RS485 network and Kingview software was designed with three-phase power collection modules.The data collecting and real time monitoring of the spindles'power and total power of the multi-CNCs for the crankshaft workshop were realized.It provides the foundation forenergyefficiencyevaluationofthecrankshaftCNCs.
power collecting system;RS485 bus;Kingview software;SQL Server database
TP277
A
1008-5483(2016)03-0041-04
10.3969/j.issn.1008-5483.2016.03.010
2016-04-26
湖北省自然科学基金(2014CFB348)
徐金瑜(1988-),女,湖北十堰人,硕士,从事汽车数字制造过程检测技术及系统研究。E-mail:245125362@qq.com
