关于立式加工中心增装门机连锁的设计与安装
2016-10-21徐胜孙岩张宏昆
徐胜 孙岩 张宏昆

摘 要:随着装备制造业的不断发展,对设备安全性的要求也在不断提高。但由于企业考虑到设备的经济效益,有很多设备仍然不具有安全门锁功能。本文笔者详细的讲解了针对企业内SIEMENS 802D SL系统设备的立式加工中心,通过加装安全门锁开关,在此基础上對系统PLC编程,最终实现并满足了对设备安全防护需求,对员工作业的安全防护起到了至关重要的作用。
关键词:装备制造;安全门锁开关;SIMENSE 802D SL系统;PLC编程;安全防护
中图分类号: TG519.1 文献标识码: A 文章编号: 1673-1069(2016)21-157-2
1 问题的提出
洛阳一拖车桥有限公司内有19台自制SIEMENS 802D SL系统立式加工中心,由于在设备设计和制造时,对设备安全运行认知不深,因此没有加装门机连锁。为确保员工的安全作业,第一拖拉机集团有限公司要求各分厂单位对无门锁的加工中心,在满足设备基本运行功能的基础上加装门机连锁。
对设备加装门机连锁后,在保障员工安全作业的同时,要求满足以下三个基本功能:
①在程序自动状态(AUTO)运行时,要求机床防护门不能打开。如果打开,机床将会自动报警,且程序运行直接停止运行。
②设备在MDI(编辑)/JOG(手动)状态下运行时,需要对夹具进行调试或测量零件时,机床防护门后,主轴运行应该有安全限速最高为1000r/min。
③设备运行时,当发现设备出现问题或者需要开门检查时,可按复位、急停等应急键将门锁打开,检查设备状态。
2 硬件改造
基于对设备门机连锁提出的功能要求,在硬件上我们采用了欧姆龙D4NL门锁开关。D4NL门开关的内部结构有4个常闭点,1个常开点,电磁线圈和指示灯(内部接线见图1)。
考虑到设计的简便性和实用性,在此使用一个常闭点和电磁线圈,即实现门开关的通断和吸合功能。因此,将常闭点作为输入信号接入系统内,设备中间继电器作为系统输出控制,门开关电磁线圈作为
中继控制输出(。
3 软件实现
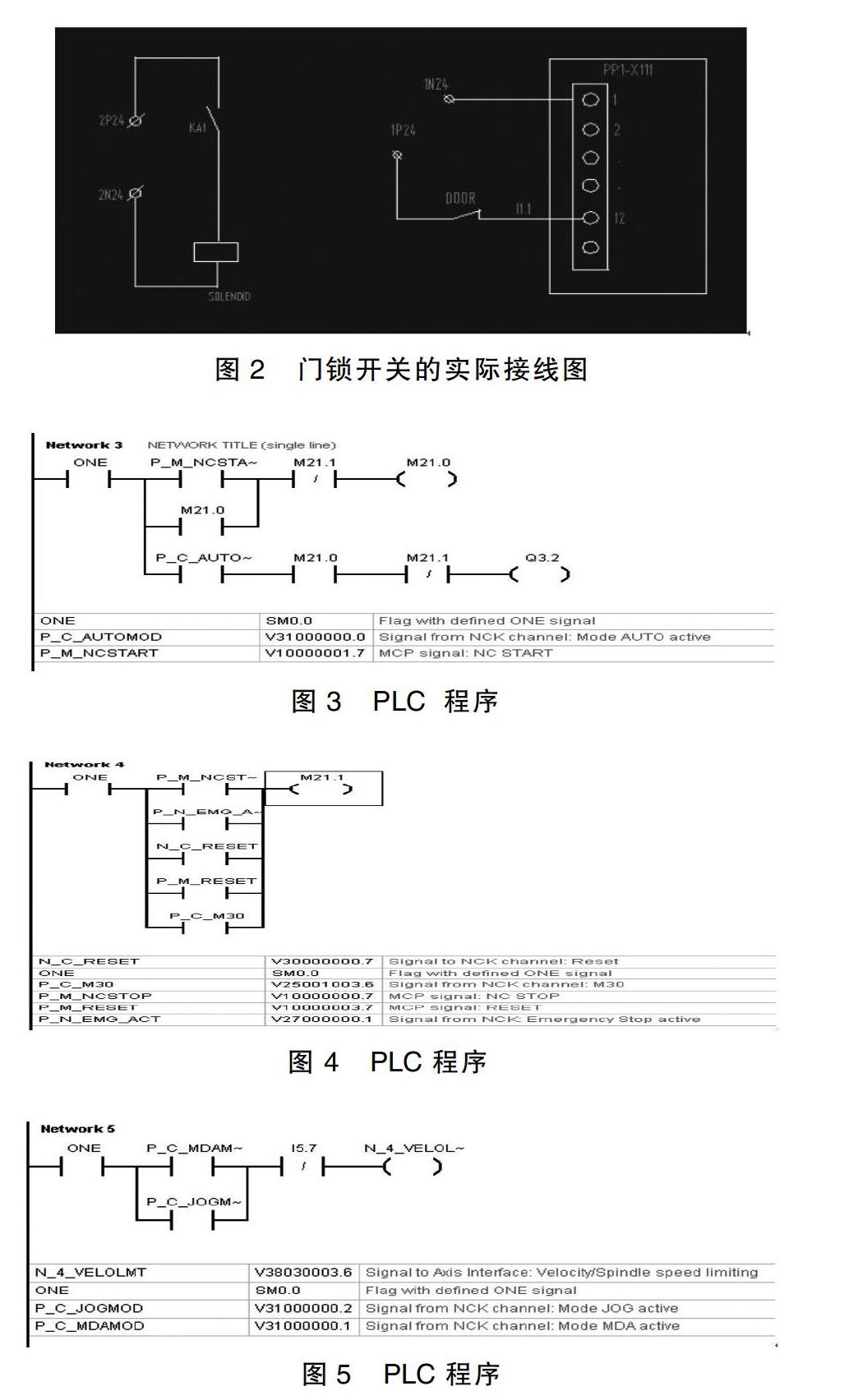
根据门锁开关的接线方式,为满足设备运行的基本功能,对系统内PLC中内容进行编程。在不断的修改和调试后,确定以下编程内容:(如图3)
Network 3语句中M21.0与M21.1为PLC内部继电器,Q3.2为输出继电器的电磁线圈(KA),即控制门开关线圈。在AUTO(自动)运行状态下,启动NCSTART(循环启动),继电器Q3.2输出,中间继电器吸合,门开关线圈得电吸合,门开关上锁。
Network 4语句是在NCSTOP(暂停、停止)/EMG(急停)/RESET(复位)/M30(程序运行停止)的状态时,内部继电器M21.1接收信号,作用在图2中程序时,电磁线圈输出断开,门锁开关断开。
Network 5语句当设备防护门打开时,在MDI(编辑) 与JOG(手动)运行状态下,主轴限速运行。具体限速值可以根据实际要求进行设定。(如图6)
Network 6语句在自动运行(AUTO)状态下,如果门开关突然断开时,X/Y/Z/SP等各轴进给运行将立即停止运行,且系统将会自动发出用户700027报警。
4 使用时注意事项
在设备安装门机连锁后,员工在使用期间,会遇见因门机连锁而引发的设备故障,故障内容如表1:
在设备故障发生后,我们还可以通过对PLC编程内容的信号输入和输出通断的方法,来判断故障源。
参 考 文 献
[1] 郭向荣.基于CAXA实体设计的机床夹具标准件库构建[D].河北科技大学,2011.
[2] 王守鹏.基于NX的夹具设计系统的研究与开发[D].吉林大学,2013.
