粉末冶金真空烧结炉温度智能控制系统研究
2016-10-21黄猛
黄猛
【关键词】粉末冶金 真空烧结炉 温度智能控制系统
真空烧结炉是在抽真空后,在充惰性气体保护状态下,利用发热体加热的原理,使物料箱保持均匀温度,通过热辐射传导进行烧结,并通过温度智能控制系统实现温度的自动控制。烧结作为粉末冶金过程中的一道重要工序,其温度的控制决定着最终产品质量的好坏,传统的温度控制系统多是采用手动控制、温度仪表结合继电器型的位式控制或者是PID连续控制,随着科技的不断进步,智能化技术开始应用于烧结温度的控制,虽然温度智能控制系统有多种类型,但它们都有着一定的局限性,并不能实现对粉末冶金烧结复杂过程中温度的有效控制,对于温度智能控制系统的研究还有待深入。
1 真空烧结炉温度控制研究现状
PID控制是实现真空烧结温度自动控制的最早方法,在诸多领域均有应用,但在时变、大滞后、非线性系统中其性能较差,且稳定性较差,单纯的PID控制方法已经无法满足烧结温度控制的精确要求。
伴随着科学技术的进步,诸如预测控制、鲁棒控制、模糊控制、智能控制、专家控制等先进的控制方法应运而生,这些方法已被成功应用于实际的温度控制中,起到了较好的效果,而智能化技术的出现更推进了温度智能控制的发展,智能化技术包括人工智能、神经网络、专家系统、进化算法、预测技术等,可对一些非线性、快时变等复杂系统进行全局控制,较其他温度控制技术来说,有着明显的优势。
2 烧结温度控制过程及传统控制方法
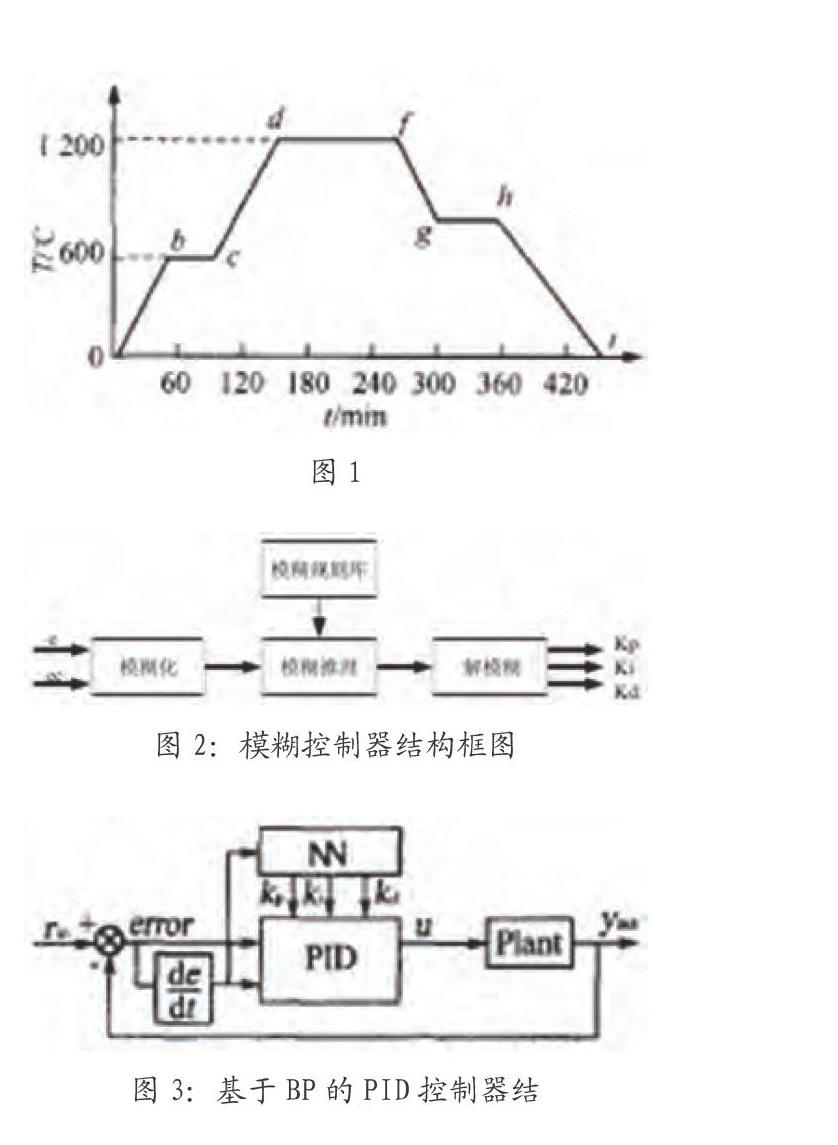
粉末冶金烧结控温过程一般包括自由升温段、恒温升温段、保温段、恒温降温段以及自由降温段,温控要求示意图见于图1,从图中可看出除自由升降温阶段,其他阶段要求温度控制的精确性。
传统温控方法主要有以下几点:
2.1 仪表控制
传统的仪表控制是通过温控器、继电器、接触器的二位式调节实现对温度的控制,将温控器的TC调至“自动”,即可进行自动控制。但这种温控方法存在控制精度低、稳定性差、电能利用率低等缺点。
2.2 PID控制
PID控制是目前应用最广泛的一项烧结温控技术,PID控制系統由模拟PID控制器和被控对象组成,PID控制器是一种线性控制器,控制规律为u(t)=Kp[e(t)+1/T1∫t0e(t)dt+TD×de(t)/dt],其中Kp为比例系数、T1为积分时间常数、TD为微分时间常数。在实际生产中,PID控制器多存在参数整定不良、性能较差、适应性差等缺陷。
2.3 纯滞后补偿控制器
纯滞后补偿控制器即Smith预估器是针对被控对象的纯滞后性提出的,虽然可对参数进行有效控制,但这种控制方法的实现必须建立于被控对象的数学模型上,不适用于一些数学模型难以构建的系统中。
2.4 工控机和PLC过程控制系统
这种控制方法是由PLC进行现场控制,并由微机进行控制运算,在图形化的过程控制界面上实现温度自动控制的操作,这种方法受环境条件影响,且成本较高。
3 温度智能控制系统分析
3.1 模糊控制系统
模糊控制技术是通过模糊条件语句,利用模糊逻辑推理对系统的实时输入状态数据进行处理,对被控对象实施相应的控制决策,从而来达到精确的控制效果。
模糊控制器一般由模糊生产器、模糊规则库、模糊推理机、模糊化消除器四部分组成,将实际温度与温度给定值之间的温差e及其变化率ec作为模糊控制器的输入语言变量,并将系统控制通过加热装置的电流的可控硅导通角的变化量Ki、Kp、Kd作为输出变量,包括模糊化、模糊推理、解模糊三个过程,其结构框图见于图2。
模糊控制器的工作流程为采样求得系统的输出值和输入变量,再将输入变量的精确值变为模糊量,并根据输入变量及模糊控制规则,通过迷糊推理合成规则来计算出控制量。
3.2 基于BP神经网络的温度智能控制系统
基于BP神经网络的PID控制器(图3)摆脱了对于被控对象数学模型知识的依赖,其控制功能的完成取决于神经网络的学习算法。借助BP神经网络可实现PID的Ki、Kp、Kd3个参数的在线调整。
3.3 基于OPC技术的温度智能控制系统
OPC是一项用于过程控制的对象链接嵌入的技术,这种技术提供了一种规范,通过这种规范,系统能够以客端/服务器标准方式从服务器获取数据并将其传递给任何客户应用程序,实现对被控对象的实时控制。基于OPC技术的温度智能控制系统的硬件系统主要由PLC主控制系统、热电偶传感器、主回路可控硅装置及电加热器EH组成。
系统软件方面主要包括主程序、PID控制算法程序、温度采样程序等,主程序在初始化程序中完成抽真空,充惰性气体后进行真空烧结,在烧结过程中再有PID控制温度,烧结完成后,进行气压冷却,当炉温低于800摄氏度时结束程序,完成烧结。
4 结语
粉末冶金真空烧结具有非线性、大滞后等特点,其复杂性加大了烧结过程中的温度控制难度,在实际的真空烧结炉温度控制系统中,由于其自身的局限性,无法实现温度的精确控制,这也直接影响到了最终产品的质量,智能化技术的应用使得温度智能控制系统得以建立,温度智能控制系统具有运行稳定、温度控制精度高、适应性强等优点,在粉末冶金真空烧结炉中具有很大的应用价值及发展空间。
参考文献
[1]汲亚娟.粉末冶金电加热烧结炉的温度控制系统[D].石家庄:河北科技大学,2014.
[2]周建华.基于模糊CAMC与PID复合控制的DMK-240真空烧结炉控制系统研发[D].长沙:中南大学,2012.
[3]葛伟伟.基于PLC的烧结炉温度控制系统设计[D].杭州:浙江工业大学,2015.
[4]周金峰.基于OPC技术的烧结炉模糊温度控制系统[D].株洲:湖南工业大学,2011.
作者单位【关键词】粉末冶金 真空烧结炉 温度智能控制系统
真空烧结炉是在抽真空后,在充惰性气体保护状态下,利用发热体加热的原理,使物料箱保持均匀温度,通过热辐射传导进行烧结,并通过温度智能控制系统实现温度的自动控制。烧结作为粉末冶金过程中的一道重要工序,其温度的控制决定着最终产品质量的好坏,传统的温度控制系统多是采用手动控制、温度仪表结合继电器型的位式控制或者是PID连续控制,随着科技的不断进步,智能化技术开始应用于烧结温度的控制,虽然温度智能控制系统有多种类型,但它们都有着一定的局限性,并不能实现对粉末冶金烧结复杂过程中温度的有效控制,对于温度智能控制系统的研究还有待深入。
1 真空烧结炉温度控制研究现状
PID控制是实现真空烧结温度自动控制的最早方法,在诸多领域均有应用,但在时变、大滞后、非线性系统中其性能较差,且稳定性较差,单纯的PID控制方法已经无法满足烧结温度控制的精确要求。
伴随着科学技术的进步,诸如预测控制、鲁棒控制、模糊控制、智能控制、专家控制等先进的控制方法应运而生,这些方法已被成功应用于实际的温度控制中,起到了较好的效果,而智能化技术的出现更推进了温度智能控制的发展,智能化技术包括人工智能、神经网络、专家系统、进化算法、预测技术等,可对一些非线性、快时变等复杂系统进行全局控制,较其他温度控制技术来说,有着明显的优势。
2 烧结温度控制过程及传统控制方法
粉末冶金烧结控温过程一般包括自由升温段、恒温升温段、保温段、恒温降温段以及自由降温段,温控要求示意图见于图1,从图中可看出除自由升降温阶段,其他阶段要求温度控制的精确性。
传统温控方法主要有以下几点:
2.1 仪表控制
传统的仪表控制是通过温控器、继电器、接触器的二位式调节实现对温度的控制,将温控器的TC调至“自动”,即可进行自动控制。但这种温控方法存在控制精度低、稳定性差、电能利用率低等缺点。
2.2 PID控制
PID控制是目前应用最广泛的一项烧结温控技术,PID控制系統由模拟PID控制器和被控对象组成,PID控制器是一种线性控制器,控制规律为u(t)=Kp[e(t)+1/T1∫t0e(t)dt+TD×de(t)/dt],其中Kp为比例系数、T1为积分时间常数、TD为微分时间常数。在实际生产中,PID控制器多存在参数整定不良、性能较差、适应性差等缺陷。
2.3 纯滞后补偿控制器
纯滞后补偿控制器即Smith预估器是针对被控对象的纯滞后性提出的,虽然可对参数进行有效控制,但这种控制方法的实现必须建立于被控对象的数学模型上,不适用于一些数学模型难以构建的系统中。
2.4 工控机和PLC过程控制系统
这种控制方法是由PLC进行现场控制,并由微机进行控制运算,在图形化的过程控制界面上实现温度自动控制的操作,这种方法受环境条件影响,且成本较高。
3 温度智能控制系统分析
3.1 模糊控制系统
模糊控制技术是通过模糊条件语句,利用模糊逻辑推理对系统的实时输入状态数据进行处理,对被控对象实施相应的控制决策,从而来达到精确的控制效果。
模糊控制器一般由模糊生产器、模糊规则库、模糊推理机、模糊化消除器四部分组成,将实际温度与温度给定值之间的温差e及其变化率ec作为模糊控制器的输入语言变量,并将系统控制通过加热装置的电流的可控硅导通角的变化量Ki、Kp、Kd作为输出变量,包括模糊化、模糊推理、解模糊三个过程,其结构框图见于图2。
模糊控制器的工作流程为采样求得系统的输出值和输入变量,再将输入变量的精确值变为模糊量,并根据输入变量及模糊控制规则,通过迷糊推理合成规则来计算出控制量。
3.2 基于BP神经网络的温度智能控制系统
基于BP神经网络的PID控制器(图3)摆脱了对于被控对象数学模型知识的依赖,其控制功能的完成取决于神经网络的学习算法。借助BP神经网络可实现PID的Ki、Kp、Kd3个参数的在线调整。
3.3 基于OPC技术的温度智能控制系统
OPC是一项用于过程控制的对象链接嵌入的技术,这种技术提供了一种规范,通过这种规范,系统能够以客端/服务器标准方式从服务器获取数据并将其传递给任何客户应用程序,实现对被控对象的实时控制。基于OPC技术的温度智能控制系统的硬件系统主要由PLC主控制系统、热电偶传感器、主回路可控硅装置及电加热器EH组成。
系统软件方面主要包括主程序、PID控制算法程序、温度采样程序等,主程序在初始化程序中完成抽真空,充惰性气体后进行真空烧结,在烧结过程中再有PID控制温度,烧结完成后,进行气压冷却,当炉温低于800摄氏度时结束程序,完成烧结。
4 结语
粉末冶金真空烧结具有非线性、大滞后等特点,其复杂性加大了烧结过程中的温度控制难度,在实际的真空烧结炉温度控制系统中,由于其自身的局限性,无法实现温度的精确控制,这也直接影响到了最终产品的质量,智能化技术的应用使得温度智能控制系统得以建立,温度智能控制系统具有运行稳定、温度控制精度高、适应性强等优点,在粉末冶金真空烧结炉中具有很大的应用价值及发展空间。
参考文献
[1]汲亚娟.粉末冶金电加热烧结炉的温度控制系统[D].石家庄:河北科技大学,2014.
[2]周建华.基于模糊CAMC与PID复合控制的DMK-240真空烧结炉控制系统研发[D].长沙:中南大学,2012.
[3]葛伟伟.基于PLC的烧结炉温度控制系统设计[D].杭州:浙江工业大学,2015.
[4]周金峰.基于OPC技术的烧结炉模糊温度控制系统[D].株洲:湖南工业大学,2011.
