西门子S7—400H冗余PLC系统在承钢5号高炉喷煤系统中的应用
2016-10-21孙善川王杰锟
孙善川 王杰锟
【摘要】喷吹煤粉[1]是高炉技术进步的关键因素,将高风温、富氧鼓风和喷吹煤粉有机结合起来后,不仅节焦和增产两方面同时获益,而且这种有机结合也成为一种不可缺少的高炉下部调剂手段。将西门子S7-400H冗余PLC系统应用于承钢5号高炉喷煤系统中,有效提高了煤粉喷吹的稳定性,在降低成本的基础上也提升了高炉运转的稳定性。
【关键词】喷煤;S7-400H;冗余;PCS 7
1、引言
目前国内正在应用的煤粉喷吹系统,根据系统的布置可分为串罐喷吹和并罐喷吹两大类[2],承钢各高炉采用的均为并罐喷吹系统。承钢5号高炉喷煤系统由原煤贮运部分,干燥气制备部分,煤粉制备部分,煤粉收集存储部分,煤粉喷吹系统,供气系统(氮气、压缩空气)部分等6个子系统组成。其中煤粉制备部分、和煤粉喷吹系统设备的稳定性将会影响高炉煤粉喷吹是否顺畅,因此这两个部分的自动化控制为高炉喷煤系统控制的关键所在。
2、西门子S7-400冗余PLC系统概述
S7-400H冗余PLC系统属于SIMATIC S7系统系列,它完全利用了SIMATIC S7的所有优点[3]。能满足对最先进可编程逻辑控制器在有效性、智能度和分布式方面的高要求。系统提供了采集以及准备过程数据所需的所有功能,其中包括用于控制、开环控制以及监视机组和设备的功能。S7-400H冗余PLC系统能够和所有其它SIMATIC组件,例如SIMATIC PCS7控制系统相协调地工作。从控制室直到传感器和执行器的全集成系统是行业发展的必然结果,它能确保系统性能最优。S7-400H的冗余结构包括电源模块、CPU模块、以太网模块、IM153模块和DP网络的冗余配置。当工作主系统发生问题时,自动切换到从系统工作。
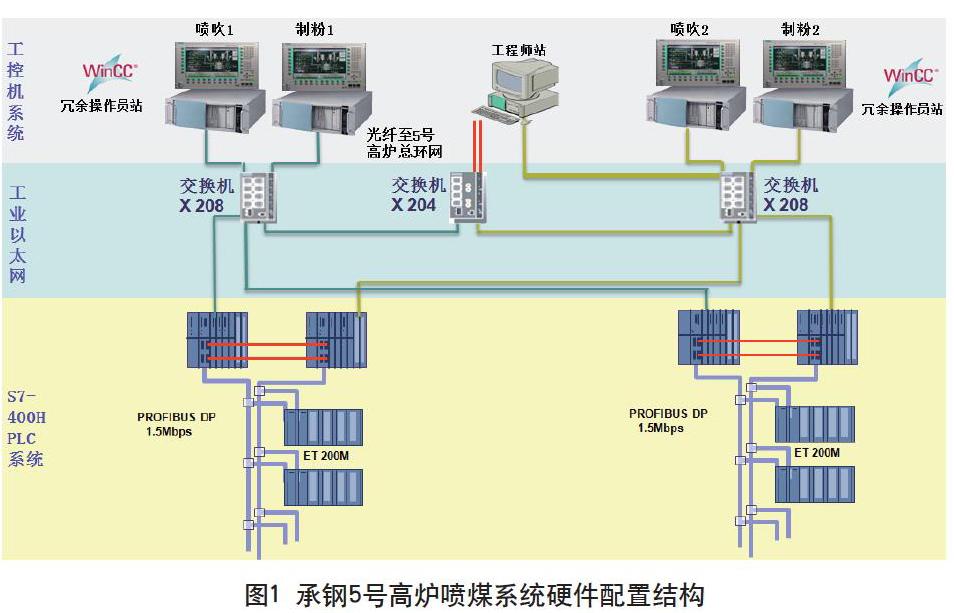
3、承钢5号高炉喷煤系统硬件配置结构
承钢5号高炉喷煤原来采用4套非冗余的S7-400 PLC系统控制:供料系统、制粉A系统、制粉B系统和喷吹系统。为了提升设备的稳定性,2015年9月份对自动化控制系统进行了升级改造,承钢5号高炉喷煤系统现用的硬件配置结构,如图1所示:主要包括S7-400H PLC系统、工业以太网和工控机系统。
3.1 S7-400H PLC系统
承钢5号高炉喷煤系统搭建了2套S7-400H PLC系统,一套控制喷煤制粉系统,另一套控制喷吹系统。两套PLC系统之间通过以太网进行通讯交换数据。每一套PLC系统的单一的电源PC模块、CPU模块、以太网CP模块、ET200模块和DP网络发生故障,系统均会自动切换到从系统继续进行工作,不会导致设备停机故障的发生。
3.2 工业以太网
工业以太网配置采用了2块X208西门子交换机和1块X204西门子交换机,第一块X208交换机连接制粉PLC系统0站以太网CP模块、喷吹1工控机、制粉1工控机和X204交换机;第二块PLC系统1站以太网CP模块、喷吹2工控机、制粉2工控机和X204交换机,实现了以太网的冗余功能:当任意一个X208、X204或以太网CP模块出现故障无法通讯时,扔能保证另一个对应模块继续工作,同时必然有一台喷吹和制粉的工控机处于通讯正常状态。
3.3 工控机系统
工控机系统配置了5台工控机,分别为工程师站、喷吹1、喷吹2、制粉1和制粉2工控机。工程师站主要用于程序的修改、程序的监控、故障的诊断和项目初始画面的设计;喷吹1和喷吹2工控机主要由岗位工操作,对应于喷吹PLC系统的画面,用于對喷吹工艺设备的操作和监控;制粉1和制粉2工控机主要由岗位工操作,对应于制粉PLC系统的画面,用于对制粉工艺设备的操作和监控。所有工控机系统均采用了西门子1613网卡通讯,与冗余PLC系统配合实现WinCC[4]画面和主从PLC系统的冗余通讯功能。
4、承钢5号高炉喷煤系统软件平台
SIMATIC PCS 7过程控制系统是全集成自动化(TIA)的核心部分,为生产、过程控制和综合工业中所有领域实现统一且符合客户要求的自动化平台。通过采用SIMATIC PCS 7的全集成自动化解决方案,可实现一致性的数据管理和通讯和组态,性能优异并可前瞻性地确保满足典型的过程控制系统应用需求。
承钢5号高炉喷煤系统软件平台采用了SIMATIC PCS 7 V6.1。程序设计主要使用了PCS 7的CFC语言,利用强大的预制程序库,通过绘制功能图来自动生成程序,最终编译生成WinCC的部分控制画面和大部分所需变量。
5、结束语
西门子S7-400H冗余PLC系统于2015年10月份在在承钢5号高炉喷煤系统中上线应用,连续运行5个月,从未发生过导致设备停机的故障,其优异的自动化控制效果得到了充分的体现。
参考文献
[1]陈林森.高炉煤粉喷吹技术及发展趋势[J].现代冶金,2010,38(2):1~4.
[2]郝素菊,蒋武锋,方觉.高炉炼铁设计原理.北京:冶金工业出版社,2003.
[3]西门子(中国)有限公司自动化与驱动集团.西门子PLC编程手册.北京航空航天大学出版社,2004.
[4]西门子(中国)有限公司自动化与驱动集团.西门子WinCC V6.北京航空航天大学出版社,2004.
