橡塑密炼机的技术进展
2016-10-21周英志周毅
周英志,周毅
(1.山东临朐沂山路盛世家园,山东 潍坊 262600;
2.山东横滨橡胶工业制品有限公司,山东 潍坊 262610)
橡塑密炼机的技术进展
周英志1,周毅2*
(1.山东临朐沂山路盛世家园,山东潍坊262600;
2.山东横滨橡胶工业制品有限公司,山东潍坊262610)
介绍了橡胶密炼机的加工原理、结构、种类和最新技术进展。目前主要有三种类型的密炼机在国外和国内发展迅速。国内密炼机内部转子的材质、结构,配有原材料红外线扫码、自动称量的上辅机和联动冷却胶片的下辅机等技术,接近国际先进水平。转子的寿命、上顶栓压力的稳定性、整机密封性能、自动称量识别确认、集成电路模块化、挤出胶片厚度均匀性等,有待提高。
密炼机;转子;上辅机;下辅机
密闭式炼胶机简称密炼机,又称捏炼机,主要用于橡胶或塑料的混炼和塑炼。密炼机是在开炼机的基础上发展起来的一种高强度间隙性的混炼设备。1820年发明开放式炼胶机(简称开炼机)以后,使橡胶工业发生了根本的转变,但由于开炼机存在许多缺点,比如劳动强度大,效率低,粉尘大等,严重影响人的身体健康,于是人们开始考虑能否把这一加工设备用一个罩子把它罩起来,就逐步发展成密炼机。自1916年出现真正意义上的Banbury(本伯里)型密炼机后,密炼机的威力逐渐被人们所认识,它在橡胶混炼过程中显示出来比开炼机优异的一系列特征,如:混炼容量大、时间短、生产效率高;较好地克服粉尘飞扬,减少配合剂的损失,改善产品质量与工作环境;操作安全便利,减轻劳动强度;有益于实现机械与自动化操作等。
1 结构和工作原理
密炼机的结构:一般由密炼室、两个相对回转的转子、上顶栓、下顶栓、测温系统、加热和冷却系统、排气系统、安全装置、排料装置和记录装置组成。转子的表面有螺旋状突棱,突棱的数目有二棱、四棱、六棱等,转子的断面几何形状有三角形、圆筒形或椭圆形三种,有切向式和啮合式两类。测温系统是由热电偶组成,主要用来测定混炼过程中密炼室内温度的变化;加热和冷却系统主要是为了控制转子和混炼室内腔壁表面的温度。参见图1~4。
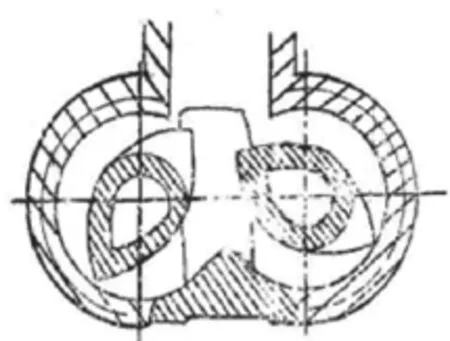
图1 密炼室的结构
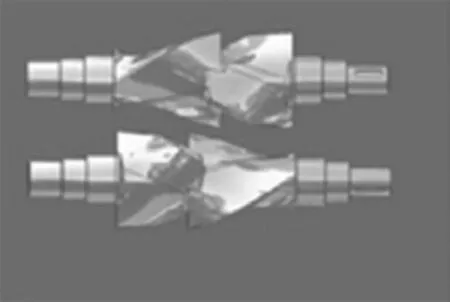
图2 椭圆型转子
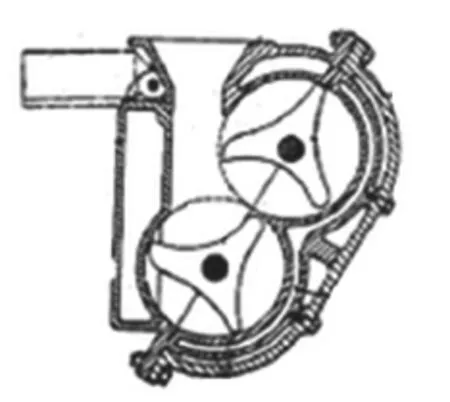
图3 三角型转子
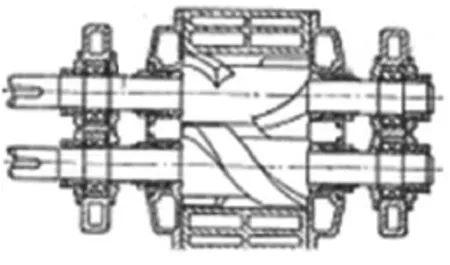
图4 圆筒带齿型转子
密炼机的工作原理:两转子相对回转,将来自加料口的物料夹住带入辊缝受到转子的挤压和剪切,穿过辊缝后碰到下顶拴尖棱被分成两部分,分别沿前后室壁与转子之间缝隙再回到辊隙上方。在绕转子流动的一周中,物料处处受到剪切和摩擦作用,使胶料的温度急剧上升,黏度降低,增加了橡胶在配合剂表面的湿润性,使橡胶与配合剂表面充分接触。配合剂团块随胶料一起通过转子与转子间隙、转子与上、下顶拴、密炼室内壁的间隙,受到剪切而破碎,被拉伸变形的橡胶包围,稳定在破碎状态。同时,转子上的凸棱使胶料沿转子的轴向运动,起到搅拌混合作用,使配合剂在胶料中混合均匀。配合剂如此反复剪切破碎,胶料反复产生变形和恢复变形,转子凸棱的不断搅拌,使配合剂在胶料中分散均匀,并达到一定的分散度。由于密炼机混炼时胶料受到的剪切作用比开炼机大得多,炼胶温度高,使得密炼机炼胶的效率大大高于开炼机。
2 主机的技术进展
2.1主机的类型
目前国际上主要有三种类型的间歇式密炼机,即美国的Banbury(本伯里)型,德国的GK型,英国的K型。
2.1.1Banbury(本伯里)型密炼机
1915年美国法雷尔(Farre1)公司开始生产的以发明人命名的密炼机,几经发展改进过去编号为D型,现在编号为F型(二棱、四棱)[1]。它的原理是把开炼机的剪切挤压式圆形辊筒改为棱形曲轴式辊筒。所不同的是F型为线形相切的椭圆形辊筒。由于辊筒转子形状的不同,密炼机与开炼机的混炼效果也不尽相同。它适用于大批量的胶料混炼,数量大约占到密炼机总数的1/3。桦林集团股份有限公司1987年引进了2套意大利PROMI-NI公司生产的F270密炼机[2]。
大连橡胶塑料股份有限公司是最早生产密炼机的国内厂家,20世纪50年代引进的是苏联图纸。后来在1986年仿制出了F270 L密炼机。经过30年的发展,目前主机关键技术接近国际先进水平。
2.1.2德国的GK型密炼机
1913年,德国W&P(Werner and Pfleiderer)公司最早取得了GK型密炼机(Gummi Kneter)的技术专利并随后投入生产,以后逐步发展为现今的GK型密炼机。因系在机内混炼,故又称为印泰美型(Intermix),简称G型。它的原理同F型,把开炼机的剪切挤压式圆形辊筒改为棱形曲轴式辊筒。包括:GKN型非啮合切线型椭圆转子密炼机;GKE型啮合型圆筒(二棱、四棱)转子密炼机。它适用于大批量的胶料混炼,数量大约占到密炼机总数的1/3[3]。东风金狮轮胎有限公司1986年从西德引进GK300密炼机,产量高、性能稳定。
湖南益阳橡塑机械有限公司是20世纪60年代建立的密炼机厂家,生产了很多密炼机。20世纪引进了德国GK密炼机技术。在1986年仿制出了GK270密炼机。经过30年的发展,目前主机关键技术接近国际先进水平。2005年被评为湖南省名牌产品[4]。
2.1.3英国的K型密炼机
1934年,英国人R.Cook取得与开炼机辊筒形状相同的转子呈圆筒形带齿的咬合式密炼机专利,并在英国弗兰西斯一萧(Francis-show)公司投入生产,称为K型密炼机。1937年意大利波米尼(Pomini)公司对咬合式密炼机又作改进,研发出同开炼机一样可调整转子间隙的可变辊距密炼机,接着又出现了转子速度相同的同步转子密炼机。它常常适用于低温高质量的胶料混炼,数量大约占到密炼机总数的1/10。
西北橡胶工业制品研究所、枣庄安泰橡胶有限公司在20世纪90年代引进了英国K2A4型密炼机。它具有混炼迅速,分散均匀等优点,能够混炼出邵尔A硬度达90度的胶料[5]。
2.2主机的改进
2.2.1转子
由于受到摩擦、挤压、腐蚀、高温以及巨大的扭矩,因此转子要求一定的强度、刚度,表面耐磨、耐化学腐蚀和良好的传热性。通常选用铸钢(ZG45)。突棱顶堆焊一层5~8 mm厚耐磨硬质合金,其余工作面也要堆焊一层2~3 mm厚的耐磨硬质合金。过去由于材质和焊接工艺不能达到要求,密炼机使用一段时间经常发生裂纹、甭口掉块、断裂等情况。经过30年改进,使用寿命接近进口产品。
为了提高转子的性能,近年来改进了突棱的长度、角度数量、间距、转速等。有很多厂家利用先进的电脑技术进行三维模拟设计,不断提升转子的效能。但是这些设计同时受到避免死角、混炼均匀要求的制约,通常二棱、四棱比较常用。
国外近年来研制出了断面三角形的转子,已经运用于生产中。我国也研制出销钉转子,正在推广中。
为了保证胶料在一定的临界温度混炼,必须合理控制转子的温度。转子的冷却方式:螺旋夹套式、内部表面开螺旋沟槽(GK型)、一般强制冷却式。国内转子两端设有反螺纹与端面接触式自动密封。密封装置的摩擦面用油泵强制注入干油进行润滑,这一点比国外较差、需要改进。
2.2.2密炼室
密炼机工作过程中一个很大的问题是密炼机部件和胶料接触部位引起的磨损。在使用一段时间后,磨损会导致混炼室净容积增大、转子凸棱的边缘磨圆,并迫使修改配方。这方面需要进一步改进。一般密炼室材料不低于Q235A钢,内壁堆焊2~4 mm厚的耐磨硬质合金。
为了保证胶料混炼均匀,密炼机的转子、密炼室正面壁、卸料门顶部的温度必须处在临界状态。现代研究表明,混炼的物料与转子、压砣和卸料门不应发生粘附,而为了最佳分散混炼和分布混炼,与混炼室壁则略有粘附。这一作用与挤出机将胶料顺筒移动所要求的作用类似。密炼室的加热和冷却方式:喷淋式、水浸式、夹套式、钻孔式。
密炼机长期运行过程中,因受振动、磨损、压力、温度以及反复拆装等影响,各结合面的静密封部位容易出现渗漏。既造成油料浪费,又污染环境。解决办法是:拆卸、打开密炼机,更换密封垫、高分子复合材料密封。国产密炼机跑、冒、滴、漏比较严重,有待改进。
2.2.3压料部分(上顶栓)
上顶栓外观图见图5。上顶栓安装在密炼室顶部。主要由:汽缸、铸铁件、缓冲装置组成。密炼机混炼时,胶料都必须受到上顶栓的一定压力作用。一般认为上顶栓压力在0.6~0.8 MPa为宜。当转子转速恒定时,进一步提高压力效果也不大。当混炼容量不足时,上顶栓压力也不能充分发挥作用。提高上顶栓压力可以减少密闭室内的非填充空间,使其填充程度提高约10%。随着容量和转速的提高,上顶栓的压力必须增大。
上顶栓压力提高会加速混炼过程胶料生热,并增加混炼时的功率消耗。国产密炼机多采用气压上顶栓(俗称压砣),国外采用液压压砣。应用液压压砣的主要优点是可以稳定压砣压力对每车胶料质量的影响。同时国产密炼机密封不好,上顶栓加压时炭黑、粉料溢出量大,污染环境,需要改进。

图5 上顶栓外部(气压管)
2.2.4卸料门
卸料门安装在密炼室下部。主要由:液压缸、铸铁件、缓冲装置组成。由于使用频繁、密封效果不良,因此国产密炼机经常漏油,需要进一步完善。
2.2.5主机控制系统
德国、美国、英国密炼机主机控制系统通常设在与现场隔离的密闭空间内。计算机控制系统是密炼机的控制核心。它包括PLC控制系统和一系列软件组成,采用电脑控制,线路集成、模块化程度高。控制系统不容易被粉尘污染。电子元件在空调环境下使用,延长了使用寿命。操作人员、控制人员分工合作,加强了二者的协调性。与其不同的是,国产密炼机的主机、控制系统均设在操作现场。另外,近年来许多密炼机配备了红外线扫码器,便于对原料的编码进行识别、防止用错原料。
3 上辅机的改进
3.1炭黑、软化油自动称量装置
炭黑、软化油自动称量装置见图6。近年来,许多厂家参照国外经验制作了多组炭黑、碳酸钙、其他粉料和软化油储存罐。炭黑采用螺旋输送器和气动蝶阀,进行自动称量。全过程密闭式操作、消除了物料的散落、更加环保,实现了各种粉料、液体油料的自动注入密炼机和自动称量。这样既减轻了粉尘污染,也减少了油料浪费。需要注意的是,冬季气温低容易结冰,有时油类在管道内不能流动,影响自动称量。有条件的厂家能够做好保温措施,不会影响油类的自动称量。

图6 炭黑、软化油自动称量装置
3.2小料自动称量装置
小型粉料自动称量装置见图7。小型粉状原料种类多、用量少,操作人员经常配错料。国外采用组合储存罐,依次自动配料、称量。只有原料编号、重量完全符合配方要求才能进入下一个称量,否则系统自动锁紧、不能前进。我国近年来多数厂家仿制了小料自动称量装置,使用效果良好。
3.3机械手抓取装置
机械手抓取装置见图8。国外用工费用高,用人少。利用机械手减轻了工人的劳动强度,提高了工作效率。目前国内许多厂家研制了机械手抓取装置,使用方便、快捷。天然胶、合成胶、袋装料、初级混炼胶料(一段混炼胶料)等,均可使用机械手抓取、移动。

图7 小型粉料自动称量装置

图8 机械手抓取装置
3.4自动切刀装置

图9 自动切刀装置
自动切刀装置见图9。为了方便称量、计量时不足配秤,需要对天然胶、合成胶、初级混炼胶(一段混炼胶料)进行切割。国外厂家设计了向下切刀(见图9)和滚动切刀。向下切刀主要用于天然胶、合成胶以及其他厚度大的块状材料的切割。滚动切刀安装在上方物料输送装置的头部。一边输送一段混炼胶料,一边滚动切割。切割后的胶片,一片一片落到下面的输送带计量秤上,达到要求的重量时停止滚动切刀。现场操作轻松、方便。2010年以来,国内许多厂家追加了自动切刀装置,得到了用户的一致好评。
3.5进入密炼室前重量称量、输送装置
生胶、小料,二段混炼前的一段胶料,在进入密炼室前进行重量确认,合格后启动按钮送入密炼室进行混炼。一方面减少失误,另一方面减轻了工人的劳动强度。
4 下辅机的改进
4.1开炼机串联下辅机
过去的密炼机下辅机只是1台开炼机。人工翻炼后把胶片放入隔离液槽,然后捞出、晾干。目前密炼机下辅机最常用的是2台开炼机串联。胶料在密炼室混炼后被投到下面的开练机上,进行翻炼操作。现在许多开炼机安装了自动捣胶装置,左右来回移动,保证胶料翻炼均匀。
在常温下胶料从密炼室投下后温度快速下降,温度低胶料不容易焦烧。同时开炼机作为下辅机,可以对胶料进行补充混炼。现在国内许多厂家在2台开炼机后面,追加了胶片隔离剂槽、联动胶片冷却、自动称量等装置。这样胶片经过开炼机定型后,穿过隔离液槽,然后曲折挂起、吹风晾干,最后计量称重、标明编号。长距离的联动胶片冷却装置,既保证了胶片充分冷却,又实现了连续生产的高效率要求。
4.2挤出/压片机下辅机
20世纪90年代辽宁轮胎集团有限责任公司从英国FARREL公司引进了F270密炼机。其下辅机为辊筒机头单螺杆挤出机。
使用辊筒机头单(双)螺杆挤出机(以下简称挤出/压片机)压片的混炼胶比使用开炼机下片的混炼胶,在同一配方不同批次之间均一性较好。混炼胶从密炼室投下到上胶片冷却架之前的过程中,使用挤出/压片机下片的胶料,通过挤出机的距离固定,不需人为捣胶,各处流量一定,无人为因素影响。因此,不同批次之间胶料的粘度、可塑度均匀稳定[6]。因为螺杆旋转产生向前的挤出推力和腔内压力,所以胶片挤出后断面细密、无气孔,全宽度方向厚度分布均匀,满足技术要求。德国Berstorff公司的挤出/压片机,采用红外线检测全宽度厚度,确保全宽度厚度偏差在可控的范围内[7]。
采用挤出/压片机代替开炼机作为下辅机,将胶料压片和降温由分批式生产变成连续和自动化生产。因而省力、安全,改善了劳动条件,提高了生产效率,降低了劳动强度。同等条件下,节约了能源和人工。另外,挤出/压片机生产是密闭式的,对环境和胶料均无污染,有利于保护环境和人的健康,同时避免了杂质混入胶料。
国内橡胶塑料机械厂家近年来研制出多款辊筒机头单(双)螺杆挤出/压片装置。有的配备了长距离胶片水冷装置,运用PLC控制、联动,自动化程度有了较大提高。螺杆、铝合金板口模的材质、使用寿命有待进一步提高。国内还没有在线随时检测厚度的自动装置。厚度大于15 mm、宽度大于1 600 mm的胶片,其全宽度方向厚度的偏差波动大,需要进一步改进。
5 结论
目前在橡胶、塑料行业主要有三种类型的密炼机在国外和国内发展迅速。国内密炼机内部转子的材质、结构,配有原材料红外线扫码、自动称量的上辅机和联动冷却胶片的下辅机等技术,接近国际先进水平。转子的寿命、上顶栓压力的稳定性、整机密封性能、自动称量识别确认、集成电路模块化、挤出胶片厚度均匀性等,有待提高。
[1] 程远佳.中国塑料机械发展现状与展望,塑料工业[J]. 2007,35(2):1~5.
[2] 朴云燮,李明春.意大利F270密炼机国产化改造及修复。橡塑技术与装备 [J]. 1998,(5):31~35.
[3] 蒲朝伟,高材.密炼机现状及发展趋势.百度文库[J].2013-6-5:1~4.
[4] 李四海.益阳GK密炼机或省名牌称号.中国橡胶[J].2005,21,(1):31~31.
[5] 王万臣,翟恒芬.英国K2A4型密炼机的性能介绍.特种橡胶制品[J]. 1994,(1):36~39.
[6] 张延东,许广森,李辉.密炼机下辅机的分类和使用[J].辽宁化学工业,2000,29(3):168~170.
[7] 周毅.先进的销钉式冷喂料胶片挤出机.世界橡胶工业[J]. 2009, 36(6):38~41.
(R-01)
普利司通利实现轮胎成型自动化
来自日经BP社报道,普利司通2016年5月25日宣布,利用人工智能(AI)等提高轮胎成型工序效率、并可抑制品质不均的新系统“EXAMATION”已被用于彦根工厂。该系统用于13~17 in轮胎的成型,通过调整工序流程、获取大量测量数据并利用这些数据进行控制、利用AI等实现成型工序自动化等手段,提高了轮胎的真圆度,并将轮胎成型工序的生产效率提高到了原来的2倍。
EXAMATION以“Bridgestone Intelligent Office(BIO)”和“Bridgestone Intelligent Device(BID)”两项技术为基础。BIO利用该公司的核心技术——高分子材料的材料和结构,并结合加工经验,对设计信息及来自市场的信息等大数据进行分析。并通过仿真生成新的控制算法。BID利用该算法,根据工厂的传感数据,通过AI自动控制生产设备。也就是说,由传感数据进行分析和预测,开发出算法,再检测根据该算法加工的结果以提升算法,从而提高成型工序的生产效率和品质。
举例来说,BIO通过分析成型时的胎面层 及带束层等构成材料的收缩、变形,以及搬运时的拖行等对产品品质的影响度,开发出了新的控制算法。而BID则通过感测缠绕在滚轴上时构成材料的位置和张力,一边修正一边生产,从而提高了工序能力。具体而言,对每个轮胎都测量了2 000多项品质数据及设备和生产数据,用AI控制加以优化,使真圆度(均匀度)比原来提高了15%。而原来是由工人凭经验和直觉来修正的,BIO和BID是实现自动化不可缺少的。
(1)相当于自动驾驶3级
“如果比作汽车自动驾驶的话,相当于3级”,该公司轮胎生产系统开发本部的三枝幸夫对EXAMATION如此评论道。他介绍说,“基本上是全自动工作,只在出现故障等系统无法应对时,人才会介入”。
大体来说,轮胎的制造工序包括利用橡胶材料制造中间材料的材料工序、组装中间材料并利用成型机成型的成型工序、及利用加硫机加热成型后胎坯的加硫工序构成。三枝幸夫表示说,EXAMATION的目标是通过改善“集中了所有的物质和信息来把握品质和生产效率关键”的成型工序,提高轮胎制造的竞争力。
不仅是成型工序的数据,材料工序中的材料数据、最终产品的均匀度数据等也要进行反馈,用于提升算法。不过,三枝幸夫指出,“虽然使用AI控制,但并非通过机械学习和深度学习自动提升算法。充分利用了以前积累的技术和经验是该系统的特点”。
(2)同时处理多个滚轴,生产效率提高到原来2倍
制造方法也作了调整。原来是在单一滚轴上依次缠绕材料,而EXAMATION是在多个滚轴上缠绕不同材料并组装的“多滚轴系统”。由此,成型工序的生产效率提高到了原来2倍。获取品质保证方面数据得过程也实现了自动化。通过采用这些高效率工序,并使过去依靠工人技能的工作实现自动化,减少了人为误差,同时可将必要的工人数量减至1/3左右。具体目标是,“通过引进EXAMATION,使彦根工厂的生产效率到2020年提高到现在的1.4倍”(三枝)。普利司通还计划今后在国内外的工厂推广该系统。
摘编自“日经技术在线”
(R-01)
Technical progress of the rubber/platics internal mixer
Technical progress of the rubber/platics internal mixer
Zhou Yingzhi1, Zhou Yi2*
(1.Shengshi Jiayuan Yishan Road, Weifang 262600, Shandong, Province, China;
2.Shandong Yokohama Rubber Industry Products Co., LTD., Weifang 262610, Shandong, Province, China)
This article describes the working principle, structure, types and the latest technological advances in the rubber mixer. At present, there are three types of mixer in the rapid development of foreign and domestic. The material of the domestic rotor, structure, up-steam auxiliary with infrared scan code and automatic weighing , under-steam auxiliary with linkage cooling press, close to the international advanced level. Rotor life, stability pressure of the ram, sealing of the whole machine, confirm and identification of automatic weighing, IC module, uniformity of extruded rubber sheet thickness, etc., needs to be improved.
mixer; rotor; up-steam equipment; down-steam equipment
TQ330.43
1009-797X(2016)17-0020-06
ADOI:10.13520/j.cnki.rpte.2016.17.004
周英志(2000-),男,高中在读,业余从事橡胶输送带、胶管、橡胶制品的技术工作。
通讯邮箱:zhouyi-70@163.com
2016-04-21
