精益六西格玛在降低成本中的应用
2016-10-19高迎平盖淑艳
高迎平 盖淑艳
[摘 要]针对液晶电视生产过程中浪费严重、人力成本高的问题,运用精益六西格玛的方法进行研究。在项目的实施中通过应用精益思想、精益工具,价值流分析(VSM)、生产线平衡分析,借助 FMEA等六西格玛工具识别出问题的根本原因;最后在六西格玛 DMAIC 的改进模型中应用线平衡、单件流等改进思想解决问题。在整个项目的实施过程中将精益生产与六西格玛管理进行完美的结合,充分发挥二者的优势,真正地实现 1+1 大于 2。
[关键词]精益生产;六西格玛管理;DMAIC;浪费;人力成本
[DOI]10.13939/j.cnki.zgsc.2016.35.050
1 引 言
精益六西格玛是精益生产与六西格玛管理的结合,本质是消除浪费,目的是通过整合精益生产和六西格玛管理,吸收两种生产模式的优点,弥补单个生产模式的不足。[1]实施精益六西格玛能减少过程中的变异、降低成本、缩短生产节拍、提高客户满意度、提高市场占有率等。[2]
精益六西格玛针对具体问题采用DMAIC模式,即定义—测量—分析—改进—控制[3],其实施步骤为:①定义阶段,分析系统,发现浪费,确定改进机会。②测量阶段,收集浪费数据,定义流程特性并测量流程现状。③分析阶段,通过八大浪费分析、FMEA等分析浪费。④改进阶段,通过现场制程与改善、动作研究等消除浪费。⑤控制阶段,利用标准化法制订并执行控制计划,使浪费不再发生。
2 实证案例
T公司从事液晶电视生产制造,生产仍采用传统模组及整机生产方式,即模组(LCM)和整机(SI)为两个独立环节。LCM段产品下线后经画检外观检验包装后运至SI段,拆包装进行SI段组装到成品的入库。目前公司在成本核算时发现生产成本很高,尤其是人力成本,导致利润下降,所以公司决定通过实施精益六西格玛实现整机、模组一体化生产,减少浪费和人力。但实现真正一体化需要模组与整机两段完全对接,需要改造生产线体,成本很高,建设周期长,所以在现有条件下不改变线体,用周转车的方式进行虚拟对接,即“虚拟一条龙”。文章主要对模组段的生产过程做重点分析,对整机段不做详细分析。
2.1 定义阶段(D)——发现浪费
文章以生产数量最多的S50 Air_N3P机种为对象进行研究,其生产流程如下:LCM组装-LCM FI画检外观检-包装-运输至仓库+过账-panel运输至SI-拆包装-SI组装-画检外观检
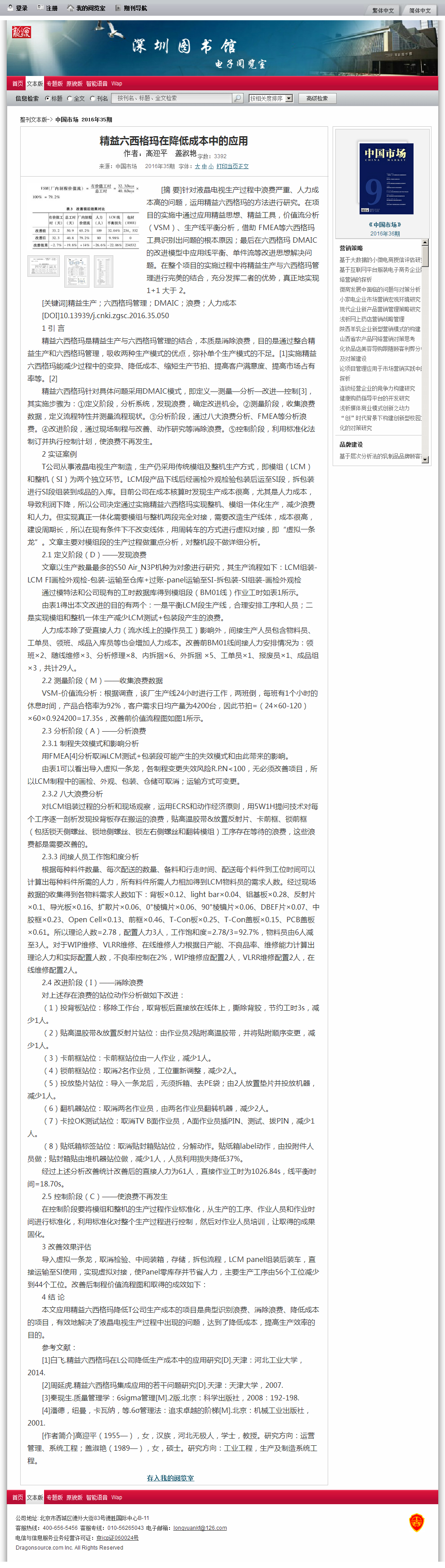
通过模特法和公司现有的工时数据库得到模组段(BM01线)作业工时如表1所示。
由表1得出本文改进的目的有两个:一是平衡LCM段生产线,合理安排工序和人员;二是实现模组和整机一体生产减少LCM测试+包装段产生的浪费。
人力成本除了受直接人力(流水线上的操作员工)影响外,间接生产人员包含物料员、工单员、领班、成品入库员等也会增加人力成本。改善前BM01线间接人力安排情况为:领班×2、随线维修×3、分析修理×8、内拆捆×6、外拆捆 ×5、工单员×1、报废员×1、成品组×3,共计29人。
2.2 测量阶段(M)——收集浪费数据
VSM-价值流分析:根据调查,该厂生产线24小时进行工作,两班倒,每班有1个小时的休息时间,产品合格率为92%,客户需求日均产量为4200台,因此节拍=(24×60-120)×60×0.924200=17.35s,改善前价值流程图如图1所示。
2.3 分析阶段(A)——分析浪费
2.3.1 制程失效模式和影响分析
用FMEA[4]分析取消LCM测试+包装段可能产生的失效模式和由此带来的影响。
由表1可以看出导入虚拟一条龙,各制程变更失效风险R.P.N<100,无必须改善项目,所以LCM制程中的画检、外观、包装、仓储可取消;运输方式可变更。
2.3.2 八大浪费分析
对LCM组装过程的分析和现场观察,运用ECRS和动作经济原则,用5W1H提问技术对每个工序逐一剖析发现投背板存在搬运的浪费,贴高温胶带&放置反射片、卡前框、锁前框(包括锁天侧螺丝、锁地侧螺丝、锁左右侧螺丝和翻转模组)工序存在等待的浪费,这些浪费都是需要改善的。
2.3.3 间接人员工作饱和度分析
根据每种料件数量、每次配送的数量、备料和行走时间、配送每个料件到工位时间可以计算出每种料件所需的人力,所有料件所需人力相加得到LCM物料员的需求人数。经过现场数据的收集得到各物料需求人数如下:背板×0.12、light bar×0.04、铝基板×0.28、反射片×0.1、导光板×0.16、扩散片×0.06、0°棱镜片×0.06、90°棱镜片×0.06、DBEF片×0.07、中胶框×0.23、Open Cell×0.13、前框×0.46、T-Con板×0.25、T-Con盖板×0.15、PCB盖板×0.61。所以理论人数=2.78,配置人力3人,工作饱和度=2.78/3=92.7%,物料员由6人减至3人。对于WIP维修、VLRR维修、在线维修人力根据日产能、不良品率、维修能力计算出理论人力和实际配置人数,不良率控制在2%,WIP维修应配置2人,VLRR维修配置2人,在线维修配置2人。
2.4 改进阶段(I)——消除浪费
对上述存在浪费的站位动作分析做如下改进:
(1)投背板站位:移除工作台,取背板后直接放在线体上,撕除背胶,节约工时3s,减少1人。
(2)贴高温胶带&放置反射片站位:由作业员2贴附高温胶带,并将贴附顺序变更,减少1人。
(3)卡前框站位:卡前框站位由一人作业,减少1人。
(4)锁前框站位:取消2名作业员,工位重新调整,减少2人。
(5)投放垫片站位:导入一条龙后,无须拆箱、去PE袋;由2人放置垫片并投放机器,减少1人。
(6)翻机器站位:取消两名作业员,由两名作业员翻转机器,减少2人。
(7)卡拉OK测试站位:取消TV B面作业员,A面作业员插PIN、测试、拔PIN,减少1人。
(8)贴纸箱标签站位:取消贴封箱贴站位,分解动作。贴纸箱label动作,由投附件人员做;贴封箱贴由堆机器站位做,减少1人,人员利用损失降低37%。
经过上述分析改善统计改善后的直接人力为61人,直接作业工时为1026.84s,线平衡时间=18.70s。
2.5 控制阶段(C)——使浪费不再发生
在控制阶段要将模组和整机的生产过程作业标准化,从生产的工序、作业人员和作业时间进行标准化,利用标准化对整个生产过程进行控制,然后对作业人员培训,让取得的成果固化。
3 改善效果评估
导入虚拟一条龙,取消检验、中间装箱,存储,拆包流程,LCM panel组装后装车,直接运输至SI使用,实现虚拟对接,使Panel零库存并节省人力,主要生产工序由56个工位减少到44个工位。改善后制程价值流程图和取得的成效如下:
4 结 论
本文应用精益六西格玛降低T公司生产成本的项目是典型识别浪费、消除浪费、降低成本的项目,有效地解决了液晶电视生产过程中出现的问题,达到了降低成本,提高生产效率的目的。
参考文献:
[1]白飞.精益六西格玛在L公司降低生产成本中的应用研究[D].天津:河北工业大学,2014.
[2]周延虎.精益六西格玛集成应用的若干问题研究[D].天津:天津大学,2007.
[3]秦现生.质量管理学:6sigma管理[M].2版.北京:科学出版社,2008:192-198.
[4]潘德,纽曼,卡瓦纳,等.6σ管理法:追求卓越的阶梯[M].北京:机械工业出版社,2001.
[作者简介]高迎平(1955—),女,汉族,河北无极人,学士,教授。研究方向:运营管理、系统工程;盖淑艳(1989—),女,硕士。研究方向:工业工程,生产及制造系统工程。
[摘 要]随着现代经济发展,中国已经步入逐渐告别低成本时代,这对于全球产业链中处在低端的中小、微型企业来说,选取适当的发展策略成为了迫在眉睫的事情。通过对于大连地区由中小、微型企业逐步发展壮大的企业事例分析,名牌战略是非常好的战略措施。文章选用晓芹公司、韩伟集团和大杨创世等名牌战略来当作案例,通过对该些企业的名牌战略进行分析,总结经验为中小、微型企业的未来探索方向。
[关键词]名牌战略;中小、微型企业;实施考证
[DOI]10.13939/j.cnki.zgsc.2016.35.046
1 引 言
当代发达经济社会中,中小、微型企业在市场经济中处于重要地位,与此同时,他们也将成为社会生产力的主力军,为建设社会主义添砖加瓦;同时,中小、微型企业在农村经济中处于主体地位,他们更是大型企业不可缺少的伙伴和助手,来辅助大型企业发展经济。但是,近几年由于劳动力、资金等资源环境成本不断攀升,在中国,低成本时代已经渐行渐远。对于依赖“成本驱动”的中小、微型企业来说,做实业变得越来越难,中小、微型企业正在面临全新的冲击。中小、微型企业想要在激烈竞争中占得一席之地,在众多战略中,名牌战略是首屈一指的选择,无论是企业的行业,性质还是发展时期,总有很多成功的公司证明着名牌战略的独特优势。文章尽可能使其适用于处在不同发展阶段的中小、微型企业。对周边地区进行实地考证,深切关注企业运行效果,论证充分,增强本作品的理论及实用价值。
2 对大连地区相关名牌实施路径的考证
运用名牌战略是否真的能为中小、微型企业带来成功?为了增强中小、微型企业使用名牌战略的信心,以大连地区为例,对晓芹公司、韩伟集团和大杨创世进行了实地调查分析。
2.1 晓芹海产品走向全国
晓芹公司,全称大连晓芹食品有限公司,成立于1999年,是中国海参行业的龙头企业之一,主营海参等海产品。公司拥有近万亩无公害海域,现代化海珍品生产加工基地,科研基地等,现已实现研发、生产、深加工、销售的前后一体化运营体系。
2.1.1 “人品永远是产品的灵魂”
“买甲鱼找晓芹、买海参也要找晓芹”成为大连市民最亲切、最耳熟能详的一句口头语。因为公司始终坚持“把麻烦留给自己,把方便留给客户”的服务理念,不断创新服务模式,使得晓芹从最初的一个两米柜台销售,发展成现在遍布22个省,数百个店面销售。
是什么使得一个企业从无到有,从微型发展为有限公司?名牌战略显然发挥了功效,使得一个微型企业一步步发展壮大至有限责任公司,年收入轻松过亿元。无论是极高的产品质量,顶尖技术,还是众望所归的公众认可度,这一切的源头都是两个字:真诚。
大连晓芹食品有限公司董事长王晓芹女士的经营理念“人品永远是产品的灵魂”深深影响着晓芹公司的企业文化,这使得真诚待人的念头始终贯穿于每一个晓芹人的心中。每个消费者都能深切地感受到在晓芹公司消费,并不仅仅是买卖关系,更多的是朋友之间贴心的温情。
2.1.2 晓芹公司名牌战略的启示
在中国,有无数中小、微型企业的存在,为什么有的能成功,有的却只有失败。采用不同战略可能会使结果千差万别,可是若是采用相同的战略为何仍旧不能百分百成功?人们都以成功需要机遇为借口,但从晓芹公司我们却能看到,机遇不是求来的,而是凭借自己的力量获取的。
晓芹拥有独特的技术“甲鱼四步去腥法”等,能够吸引顾客前来购买,因为其海产品质量有所保证,使得公众愿意接受并且喜欢晓芹产品,晓芹公司的真诚待人待事更是真切的感染了消费者,使得两者之间,形成一种“你尽管销售,我放心购买”的良好局面,成功不请自来。
无数中小、微型企业想要成功运用名牌战略,需要克服创业初期实力不强,没有足够资金实施名牌战略的困难,此时,应该以本地市场为战略点,先图生存,再谋发展。在初期要把握住机遇,在机遇来临前,准备好完美的产品,用真诚挽留住顾客,这样,飞黄腾达指日可待。
2.2 “咯咯哒”鸡产“咯咯哒”鸡蛋
大连韩伟企业集团有限责任公司,成立于1992年8月,是我国第一家由国家和省市有关部门正式批准成立的非公有制企业集团。作为中国最大的蛋鸡饲养名牌企业,旗下含有“咯咯哒”、海龙涎、海宝、蛋粉蛋液等众多产品,深受广大消费者喜爱,其咯咯哒鸡蛋更是大连人民最为喜爱的鸡蛋品牌。
2.2.1 当“咯咯哒”鸡吃了三聚氰胺饲料
2008年,一向绿色健康的“咯咯哒”鸡蛋竟与三聚氰胺扯上了联系,原来是香港等多地区检测出韩伟集团的鸡蛋三聚氰胺含量超标。一时信息在网络上爆开,使得“咯咯哒”鸡蛋销量直线下降。就此事,韩伟集团的董事长,韩伟先生在向消费者公开道歉的同时,郑重声明:我公司从未采购过三聚氰胺,从未在饲料和产品中添加过三聚氰胺。那么问题究竟出在哪里呢?是韩伟逃避责任,还是另有隐情?原来,“咯咯哒”鸡吃的饲料来自明兴饲料厂,而该厂生产的饲料中含有三聚氰胺。三聚氰胺顺着鸡的身体流到蛋里,最终又被检测出来。
“咯咯哒”鸡蛋从养鸡到产蛋,全程高科技,绿色健康,但最终生产出来的鸡蛋却仍然让消费者大失所望,运用名牌战略,名声大了后,要维护好自己的名声,否则,失败来得太快,措手不及。
2.2.2 韩伟集团名牌战略的启示
韩伟集团采用了名牌战略,并且在三聚氰胺事件之前一直都很成功,但是,一次饲料的大意,却让他损失惨重。名牌战略,运用成功后,名牌无人不知,在促进消费的同时,却也带来一定的副作用。一旦出现丑闻,名牌就将面临整个社会所带来的压力。若是真的问心无愧还好,倘若有半点私心,当真置之死地却无后生。
中小、微型企业在学习运用名牌战略时,在关注产品质量的好坏的同时,不光要考虑自身的技术水平,还要时刻关注供应商提供的产品质量是否达标。名牌战略带来的真正的成功是顾客愿意并且向往消费,这才是中小、微型企业最终要达到的目的。
