空气压缩机压力自补偿联动控制方案改造
2016-10-19湖北烟草金叶复烤有限责任公司襄阳复烤厂夏小东李阳谭波
湖北烟草金叶复烤有限责任公司襄阳复烤厂 夏小东 李阳 谭波
空气压缩机压力自补偿联动控制方案改造
湖北烟草金叶复烤有限责任公司襄阳复烤厂夏小东李阳谭波
本文通过了解空压站的现状,分析了空压站空气压缩机出气量及压力不足的原因,提出了联动控制方式对空压机供气压力进行补偿的方案,并对方案进行了可行性试验,计算了改造过程中的线路电流是否过载,并在原有基础上对硬、软件进行了配置和改造,对要实现的功能、改造后的注意事项以及相应制度完善进行了说明,取得了较好的改进效果。
空压机;自补偿;联动;PLC
1 设备现状
在烟草打叶复烤行业中,阀体控制、真空回潮、设备清扫、烟箱打包等都需要用到压缩空气。湖北金叶复烤有限责任公司襄阳复烤厂复烤车间有两台英格索兰空压机,并配有冷冻式干燥机,主要参数如表1所示。
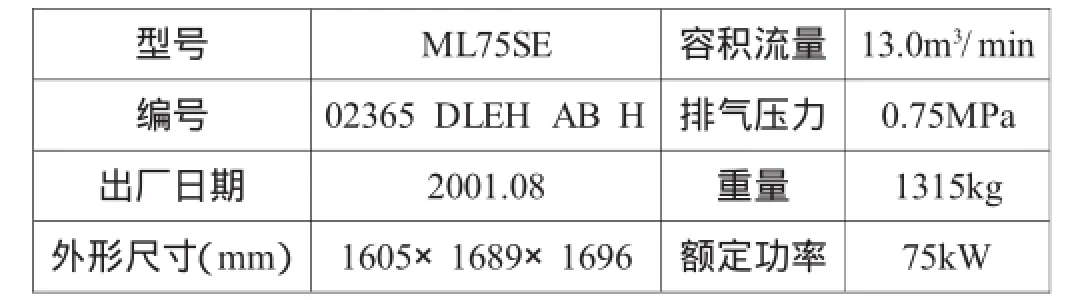
表1 襄阳复烤厂空压机主要参数
螺杆空压机的主要工作方式为启动、停止、加载和卸载。两台空压机目前在工频下轮换独立运作,一主一备,主备每天轮换一次,通过外部电源开关来选择工频开启哪一台空压机,如图1所示。
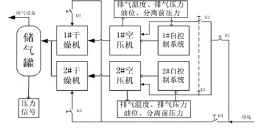
图1 空压机目前的工艺流程图
手动开启空压机高压供电柜中的电源开关K1,选择开启1#空压机时,闭合开关K2,断开开关K3;选择开启2#空压机时,闭合开关K3,断开开关K2。之后,开启干燥机电源开关K4,选择对应的干燥机开关K5或K6。电源供电后,由操作人员在空压机控制面板上手动进行开启、关闭、加载、卸载等操作。
由于设备老化及工艺改进等原因,该工艺流程存在不能自动切换备用空压机[1]、压力不足[2]、供气量不足[3]等缺陷。通过改造空压机控制系统,利用联动控制,在压力不足或主空压机故障时,自动启动备用空压机来补偿压力,进而实现对供气压力和供气量的调节。
2 控制系统硬件改造
在进行改造前,先对两台空压机同时运行的可行性进行了试验,空压机在20Hz以下运行时满足不了加载要求。一台空压机工频加上一台空压机25Hz变频同时运行,就足以满足车间用气高峰期的需求,此时的总电流约在210A左右,原有线路额定负载约为300A,满足要求,不需更改主电缆。将低压配电室空压机开关柜由原来的200A更改为250A,空压站配电柜内主空气开关由原来的200A更改为250A。
原有控制系统采用施耐德Micor系列PLC,配有16位开关量输入模块、16位开关量输出模块、4位模拟量输入模块、4位模拟量输出模块各1块,通道都有冗余,引脚数量能够满足改造需求,并带有一台变频器进行工频、变频切换。为了降低改造成本,尽量利用原有设备,仅在控制柜上新加一个三位旋钮开关,分别为1#机和2#机变频准备信号,在原有接触器上添加两个常开辅助触点,分别采集1#机工频启动触电信号、2#机工频启动触电信号,储气罐压力信号已经接在PLC输入口上。将两组变频准备信号和工频接触器信号接至空压机PLC,由PLC自动控制,并实现自锁[4]。
3 控制系统软件改造
通过现场PLC中原始程序,找到原程序控制1#机和2#机变频启动的变量分别为%M0和%M1,改造时只需要实现对%M0和%M1的自动控制,工频启动依然为手动启动。通过PLC采集三位开关的变频启动信号状态,1#机工频启动触电信号(%I1. 3)、变频启动信号(%I1.4),2#机工频启动触电信号(%I1.5)、变频启动信号(%I1.7),并实现互锁。通过PLC的模拟量输入通道%IW1.3采集储气罐的压力信号,并进行比较判断。程序流程图如图2所示。
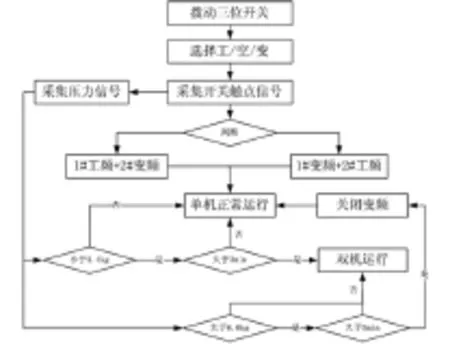
图2 联动控制程序流程图
当PLC模拟模块采集的压力信号低于0.54MPa时,定时器开始计时,持续时间大于等于3min时,定时器发出动作,接通变频启动触点,启动变频机;持续时间小于3min时,变频机不启动。变频机启动后,当采集的压力信号大于6.6Mpa时,定时器开始计时,持续时间超过5min时,触动定时器,断开2#机变频触电,关闭2#机,此时1#机继续在运行,空气压力在用气高峰期可维持约1小时才会降到5.4kg以下,避免了反复启动[6];持续时间小于5min时,变频机不关闭。
在运行过程中出现断电现象后,工频机自动启动,变频机不会自动启动,但会进入压力采集及判断环节。在双机运行的过程中,如果工频机出现故障,则变频机由于开关信号和压力判断会导致二号机一直运行,通过15分钟的定时器控制变频机的运行时间,来关闭变频机;如果变频机出现故障,工频机正常工作,压力不足时,由于不能正常启动二号机,会发出报警[5]。部分程序如图3所示。
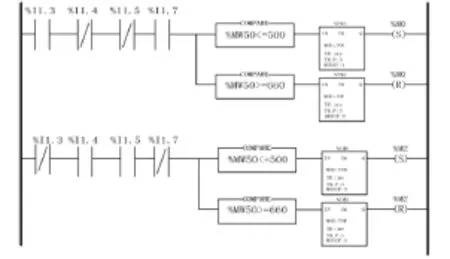
图3 联动控制程序
4 总结
空压机控制系统联动改造后,通过实际运用,能够满足生产需要,但是也存在一些缺陷,如气压过高的5min内,排气阀会自动排气,造成了一定程度的浪费,备用空压机在低频状态下长期运行,会出现电机噪声大、温度高的问题。由于空压机低频运行时间较短,后期又对空压机操作及管理制度进行了完善[7],改造后的效果可以接受。
[1]杜鑫.双螺杆型空压机运行维护应注意的问题分析[J].科技与企业,2014,05:35-38.
[2]黄景.螺杆式空压机的维护保养和故障排除探究[J].东方企业文化,2014,07:41-43.
[3]李文华,韦蕊蕊,张益祥.改善空压机运行的节能技术[J].煤矿机械,2007,08:173-174.
[4]何凤有,鲍卫宁,汤瑒等.给予模糊PID控制器的空压机恒压供气系统的设计[J].工矿自动化,2010,01:91-93.
[5]张还.空压机组电气控制系统的设计 [J].自动化仪表,2010,04:34-36.
[6]王乃斌,王宝玉,高志清,丁振康.AP1000核电机组空压机频繁加/卸载原因分析及处理方案[J].节能,2015,03:75-78.
[7]郭江,黄坤,于学忠等.大型往复压缩机综合管理经验[J].压缩机技术,20009,03:44-48.
夏小东,1987年出生,硕士,研究方向:设备管理与维护工作。