短脉冲激光损伤阻尼橡胶材料及打孔试验分析
2016-10-19王呈祥张德生刘少军
王呈祥, 张德生, 汪 幸, 刘少军, 熊 厚
(湖北工业大学机械工程学院, 湖北 武汉 430068)
短脉冲激光损伤阻尼橡胶材料及打孔试验分析
王呈祥, 张德生, 汪幸, 刘少军, 熊厚
(湖北工业大学机械工程学院, 湖北 武汉 430068)
针对脉冲激光与阻尼橡胶材料的相互作用,通过设计单脉冲损伤实验测出了脉宽为10 ns时的损伤阈值。根据损伤阈值的倍数,改变激光的能量密度进行钻孔加工实验,发现能量密度为损伤阈值的5~6倍,对阻尼橡胶材料加工的效果较为理想。结合损伤阈值的计算方法,在不同的脉宽条件下,可以借鉴本文方法选取适当的加工激光能量密度。
激光加工; 激光损伤; 阻尼橡胶; 能量密度; 损伤阈值
阻尼橡胶材料因其优异的性能被广泛应用于汽车的吸声装置、减振装置等。但受橡胶材料本身的影响[1],其功能和使用有一定的限制。实际应用时需要对成品橡胶进行二次加工,而打微孔是最常用的加工处理方式[2-3]。
激光加工技术是用高能量密度的激光束直接作用在被加工材料表面,使材料分解,从而去除材料。激光加工具有精度高、成本低、效率高、通用性强等优点[4],而且具有一定的灵活性,不需要夹具,在现代制造领域应用越来越广泛,特别适用于阻尼橡胶材料的微加工[5-6]。
1 阻尼橡胶材料损伤阈值的测定
1.1实验原理
激光的能量密度高于损伤阈值时,能量密度越低,激光对材料的烧蚀直径D越小。由于脉冲激光的能量成高斯分布,所以烧蚀直径D可以小于激光光斑直径。当烧蚀直径D刚好为零时,此时的激光能量密度就是材料的损伤阈值。
损伤阈值是激光能够与材料产生作用的最小能量密度,是一个与激光束本身和材料有关的固有参数。光斑中心能量密度与单脉冲能量的关系为[7]
(1)
1.2实验系统及设备
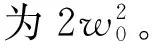
激光加工的实验装置主要由激光器、扩束器、控制系统、观测系统和工作台等5大部分组成,实验装置如图1所示。加工过程是通过激光与物体表面相对运动实现的,这种“相对运动”既可以是光束的运动,也可以是工件的运动。本系统采用工件固定、加工光源扫描移动的方式。基于这种工作方式,脉冲激光加工系统应由图1所示部分组成。
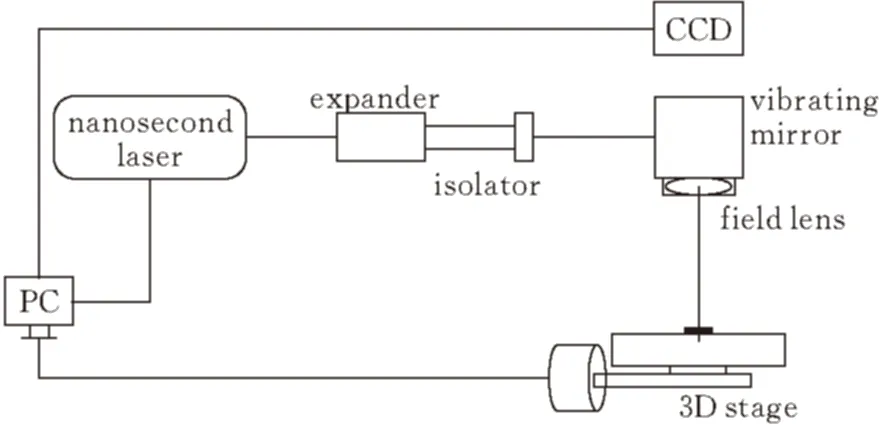
图 1 激光加工系统结构示意图

所用的激光是波长为1064 nm的激光,实验使用Nikon高倍显微镜测量激光作用后的孔径,用BRUKER表面轮廓仪测量烧蚀的深度,用钨灯丝SEM扫描电镜观察烧蚀情况。采用多次测量取平均值的方法,以减小测量结果的误差。
1.3实验现象及分析
实验采用短脉冲激光,配合高速扫瞄振镜,以及SamLight激光控制软件,实现单脉冲激光刻蚀。实验材料是丁腈橡胶。由于脉冲时间为10~250 ns,一个脉冲打点难以精确控制,所以实验采用划线的方式打多个点。同时加大扫瞄速度,以保证每个光斑不搭接,即一条线上的每个点互不干涉。橡胶材料的单脉冲加工结果如图2所示。
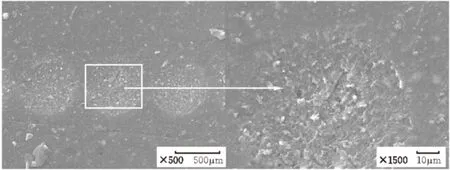
图 2 橡胶材料单脉冲加工结果
从图2结果可以看出,由于脉宽为10 ns的激光单个脉冲时间极短,热量累积的效应很小,对橡胶材料打出的孔的周围并没有明显的热影响区。孔底呈现不规则的凹凸状,是激光与材料剧烈作用所产生裂解以及燃烧后留下的。通过观察单个脉冲烧蚀的孔径,能够研究出脉冲激光与橡胶材料的烧蚀机理。
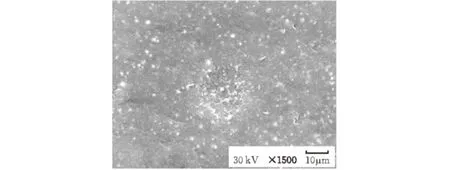
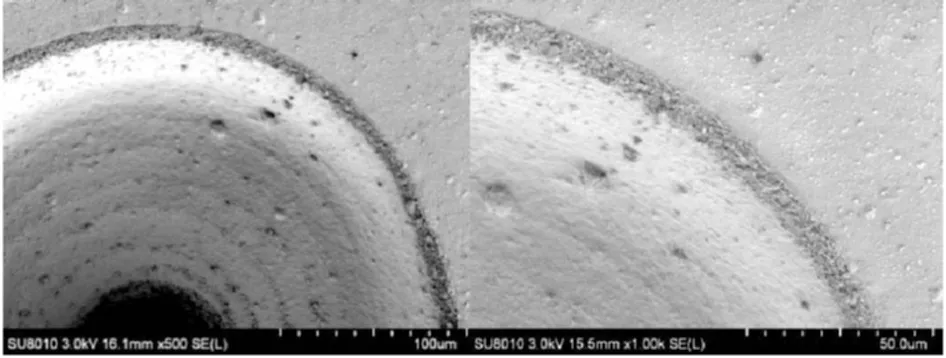
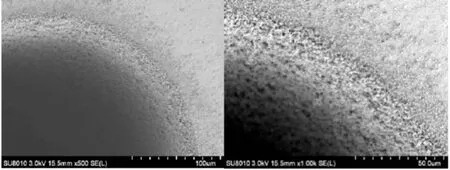
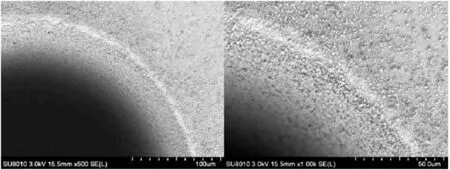
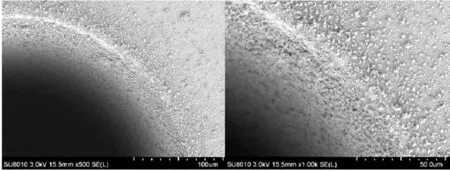
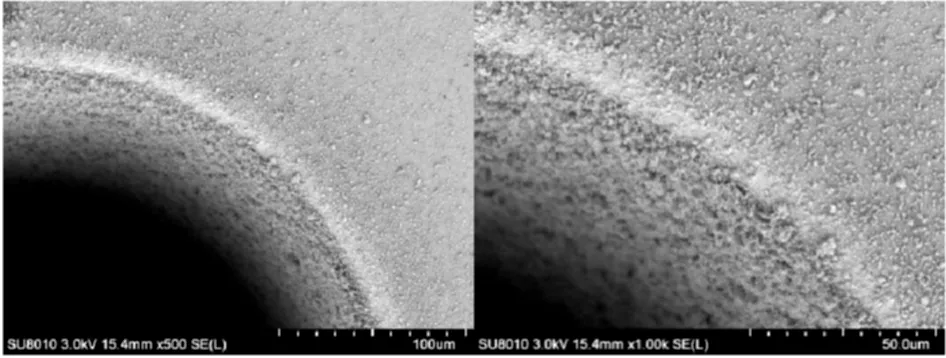
激光的能量密度j0指单位面积内的激光束对材料作用的能量。激光的能量密度与光束的单脉冲能量Ep以及光斑直径D有关。不同激光能量密度下,激光对材料的损伤情况如图3所示。
(a)φ0=1.14 J/cm2,R=12.65 μm
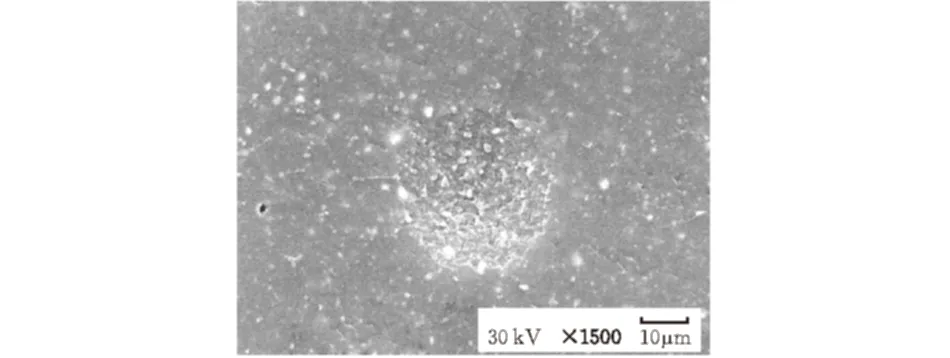
(a)φ0=2.75 J/cm2,R=20.25 μm

(a)φ0=4.99 J/cm2,R=26.27 μm
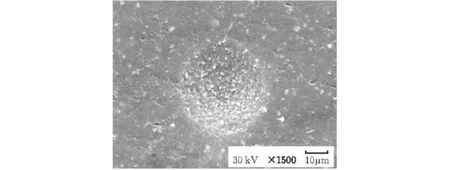
(a)φ0=8.19 J/cm2,R=26.35 μm
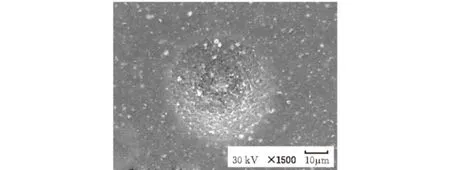
(a)φ0=11.38 J/cm2,R=27.91 μm
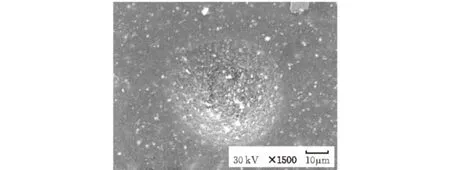
(a)φ0=1.43 J/cm2,R=29.42 μm图 3 不同激光能量作用下的SEM图
1.4阻尼橡胶材料的损伤阈值分析
实验的光斑大小一定,采用不同的激光单脉冲能量Ep对阻尼橡胶进行损伤。实验取了18组单脉冲能量,每组能量打一条线,每条线上任取5个点,分别测量直径D,每组结果取平均数与标准差,最大程度减小随机误差。测量所得孔径的结果如图4所示。
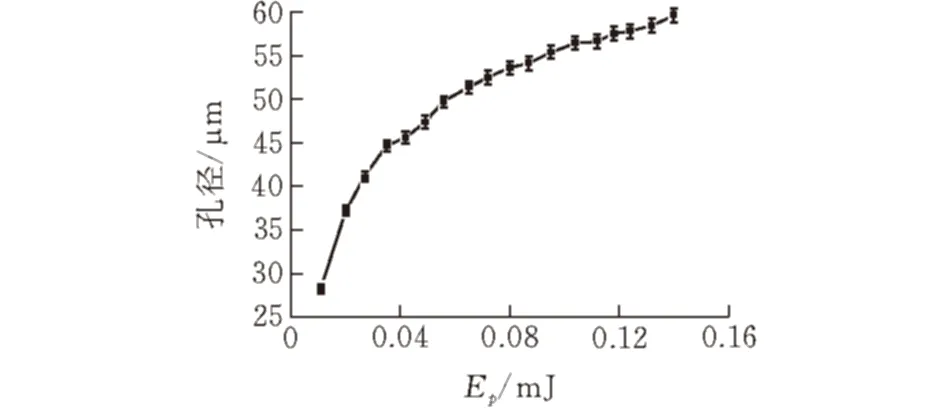
图 4 孔径随单脉冲能量的变化情况
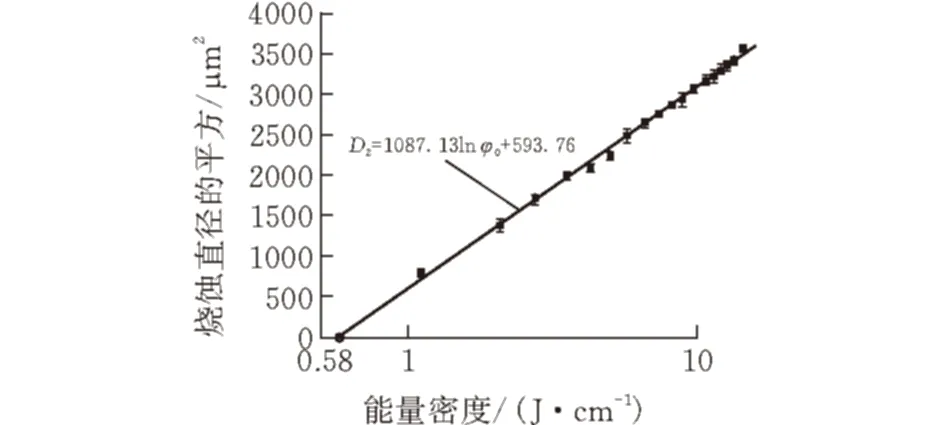
图 5 单脉冲刻蚀直径的平方与能量密度的对数
不同能量密度与烧蚀直径的关系如图5所示,通过最小二乘法拟合可以得到烧蚀直径的平方与能量密度的对数(D2-lnj0)满足线性关系。根据拟合得到的线性方程,推算出橡胶材料在脉宽为10 ns的损伤阈值为0.58 J/cm2。
2 激光能量密度对材料微钻孔的分析
研究激光对材料作用的损伤阈值jth,可作为后续微加工激光能量选择的依据。金属材料在激光微加工时,激光能量密度为其损伤阈值的3~5倍时[8-10],为较理想的加工效果。因此,本文利用阻尼橡胶材料设计简单的微钻孔实验,找出橡胶材料微加工时较好的能量密度与其损伤阈值的倍数关系。根据实验得到的损伤阈值0.58 J/cm2,进行激光微钻孔实验。实验保证其他参数不变,只改变激光的能量密度,其大小以损伤阈值的倍数递增。具体实验参数:脉冲宽度,13 ns;重复频率,300 kHz;扫描速度,4425 mm/s;光斑直径,50 μm;扫描直径,300 μm;能量密度取损伤阈值的2~7倍,通过观察加工微孔轮廓的烧蚀情况,来判断出理想的加工能量密度。不同能量密度下的钻孔实验如图6所示。
(a)2×jth=1.16 J/cm2
(b)3×jth =1.74 J/cm2

(c)4×jth =2.32 J/cm2
(d)5×jth=2.90 J/cm2
(e)6×jth=3.48 J/cm2
(f)7×jth=4.06 J/cm2图 6 不同能量密度下的钻孔实验
激光的能量密度依次用2~7倍的损伤阈值进行微钻孔实验。如图6所示,加工能量密度依次增大。观察发现,2倍的损伤阈值加工阻尼橡胶材料时,加工出的孔较浅,孔的内壁出现一圈圈的螺纹状,孔的边缘由于未完全去除材料而产生凹陷。这是因为当激光光束的能量密度过低时,激光高斯光束的中心能量高边缘能量低,光束边缘能量不足以去除材料,导致在激光扫描钻孔时,孔的内壁出现一圈圈螺纹状,孔的边缘材料未完全去除而产生凹陷(图6a)。3到4倍的损伤阈值加工材料时,加工出的孔的内壁出现明显的烧蚀,孔的边缘产生轻微的凹陷。这是因为,为了达到所要求的加工孔径,低能量加工时增加了循环次数,导致热量的累积,在孔的内壁产生烧蚀,同时扫描的最外圈,由于高斯光束的边缘能量不足,导致在加工的孔的边缘产生轻微的凹陷(图6b、图6c)。5到6倍的损伤阈值加工材料时,加工微孔的内壁较光滑,孔的边缘较平整,整体加工效果比较好。这是因为,激光在这一能量密度下加工阻尼橡胶材料,所产生的剩余热量以喷溅的形式排出,加工热效应较小(图6d、图6e)。7倍的损伤阈值加工材料时,在孔的内壁出现烧蚀,孔的边缘产生明显的凸起。这是因为,当激光光束的能量密度过高时,由于瞬时的热量不能够完全排出,导致孔的内壁产生烧蚀,孔的边缘由于热效应而产生凸起(图6f)所示。
3 结束语
本文通过实验研究,讨论分析阻尼橡胶材料的短脉冲激光损伤机理,并精确测量了橡胶材料在短脉冲激光作用下的损伤阈值为0.58 J/cm2,分析其损伤机理。通过钻孔实验检验损伤阈值的实际应用,找到了短脉冲激光在阻尼橡胶材料上微加工较为理想的能量密度。在不同的脉宽条件下,可以借鉴本文所提供的方法首先计算出相应的损伤阈值,再根据损伤阈值的5~6倍为阻尼橡胶材料激光微加工的能量密度,可以选取相应的加工激光能量密度,为阻尼橡胶材料的其他复杂微加工应用,提供了一个较好的支持。
[1]刘乃亮,齐暑华,周文英,等. 吸声功能橡胶研究进展[J]. 特种橡胶制品,2008,29(4):45-50.
[2]陈列,汪军,刘顿,等. 橡胶阻尼材料纳秒激光打孔实验及机理分析[J]. 光学学报,2015,35(s2):16004.
[3]王德飞,于继平,郭春风,等. 超短脉冲激光烧蚀金属薄膜材料的热效应分析[J]. 中国激光,2008,35(10):1579-1584.
[4]Hohkawa Kohji, Kaneko Atusi, Koh Keishin, et al. Piezoe- lectric sensors using rubber sensing film[J]. Applied Physics,1998, 37(5B): 2836-2841.
[5]McNally C A, Folkes J, Pashby I R. Laser drilling of cooling holes in aero engines: state of the art and future challenges [J]. Materials Science and Technology, 2004, 20(7): 805-813.
[6]Salonitis K, Stournaras A, Tsoukantas G, et al. A theoretical and experimental investigation on limitations of pulsed laser drilling [J]. Journal of Materials Processing Technology, 2007, 183(1): 96-103.
[7]Cheng J, Perrie W, Sharp M, et al. Single-pulse drilling study on Au, Al and Ti alloy by using a picosecond laser [J]. Applied Physics A, 2009, 95(3): 739-746.
[8]Liu D, Cheng J, Perrie W, et al. Femtosecond laser micostructuring of materials in the NIR and UV regime [C]. ICALEO, 2007.
[9]张学娇,叶青,瞿荣辉,等. 纳秒激光和飞秒激光对透明电光陶瓷表面损伤研究[J]. 中国激光,2014,41(7):161-166.
[10] 苑利刚,陈国,侯天禹,等. 2μm激光对磷锗锌晶体的损伤阈值测量及影响因素分析[J]. 中国激光,2015,42(8):1-6.
[责任编校: 张众]
An Analysis of Damage of Damping Rubber Material by Short Pulse Laser and Drilling Test
WANG Chengxiang, ZHANG Desheng, WANG Xing, LIU Shaojun, XONG Hou
(SchoolofMechanicalEngineering,HubeiUniversityofTechnology,Wuhan430068,China)
In order to research the interaction of pulsed laser with damping rubber material, the damage threshold was obtained by designing a single pulse damage threshold experiment which revealed that the pulse width is 10ns. An experiment of drilling holes on rubber was carried out according to different energy density of laser. It found that 5 to 6 times of the damage threshold is the relative ideal energy density for laser drilling on rubber. This paper provides a reference on choosing energy density in the condition of laser processing on rubber by different pulse width.
laser processing; laser damage; damping rubber; energy density; damage threshold
2016-04-22
王呈祥(1990-), 男, 湖北黄冈人,湖北工业大学硕士研究生,研究方向为激光加工
1003-4684(2016)04-0017-04
TG665
A
