RVHT蜡油加氢技术的工业应用
2016-10-19吕浩
吕 浩
(山东胜星化工有限公司,山东 东营 257355)
RVHT蜡油加氢技术的工业应用
吕 浩
(山东胜星化工有限公司,山东 东营 257355)
介绍了RVHT蜡油加氢技术在加氢处理装置的工业应用情况,并对装置负荷标定数据进行了对比分析。通过工业应用得出:RVHT技术的配套催化剂具有较强的脱硫、脱氮性能和较高的初期活性;装置能够满足加工高硫蜡油原料的需要;RVHT技术的工业应用装置物料平衡达到设计值,产品质量优良,能耗优于设计值,该技术在行业中处于先进水平。
加氢处理;RVHT技术;工业应用
1 前言
随着国内加工原油逐渐重质化和劣质化,二次加工装置的原料也呈现出劣质化的趋势。另一方面环保对产品质量要求逐渐提高,造成装置原料劣质化和产品清洁化的矛盾更加突出[1]。要确保以催化裂化为重心的炼厂能生产符合环保法规要求的清洁燃料,行之有效的方法就是对催化裂化原料进行加氢预处理,大幅度降低催化原料的硫、氮含量,饱和部分芳烃,从而提高催化裂化的裂解性能,改善产品质量和分布。
石科院推出了蜡油加氢处理RVHT技术,其中配套催化剂RN-32V采用W-Mo-Ni为活性金属组元,采用络合技术和催化剂复合级配方案,大幅度改善了催化裂化装置的原料性质,得到了很好的工业应用。Α公司加氢处理装置采用石科院蜡油加氢处理RVHT技术,装置在加工不同品种的高硫油时,初始反应温度低,产品质量优良,产品分布达到设计值。
2 装置概况
Α公司加氢处理装置采用了蜡油加氢处理RVHT技术,设计原料经减压深拔后的减压蜡油和焦化蜡油,硫含量高达3wt%。装置的主要产品为加氢蜡油,同时副产部分石脑油和柴油。其主要技术特点如下:原料采用热供料方式、反应系统采用部分炉前混氢技术、设置了循环氢脱硫系统、采用热高分流程、催化剂采用湿法预硫化、分馏系统采用双塔流程。
3 装置标定情况[2]
3.1 原料油情况
标定期间常减压装置加工原油以伊重原油为主,由于装置负荷不完全匹配,由罐区蜡油补足25%的装置进料。标定用混合蜡油的硫含量低于设计值,但氮含量高,金属含量、氯离子、残碳在指标内,混合蜡油初馏点和终馏点偏低。
3.2 装置主要参数
标定期间主要工艺参数见表1,可以看出:氢分压略低于设计指标;反应器入口温度低于设计温度10℃,床层平均温度也低10℃,催化剂仍保持着较好活性,在低温度下能满足产品要求。

表1 主要参数
3.3 物料平衡
反应温度偏低,降低了石脑油产量,提高了蜡油产量,柴油收率基本一致,产品分布基本与设计一致。低反应温度、低转换率有利于催化剂使用寿命的延长。
3.4 装置能耗分析
根据行业内《炼油厂能耗计算与评价方法》,加氢处理装置的定额能耗为22千克标油/吨原料油,装置设计能耗为15千克标油/吨原料油,标定能耗低于设计能耗5.6千克标油/吨原料油,处于行业先进水平。
3.5 产品性质
标定期间主催化剂空速1.59h-1,产品性质见表2。表2中装置的石脑油干点160℃,芳潜60%,氮含量低于2×10-6,是优质的重整原料;标定柴油的95%点控制较低,主要是公司少产柴油。
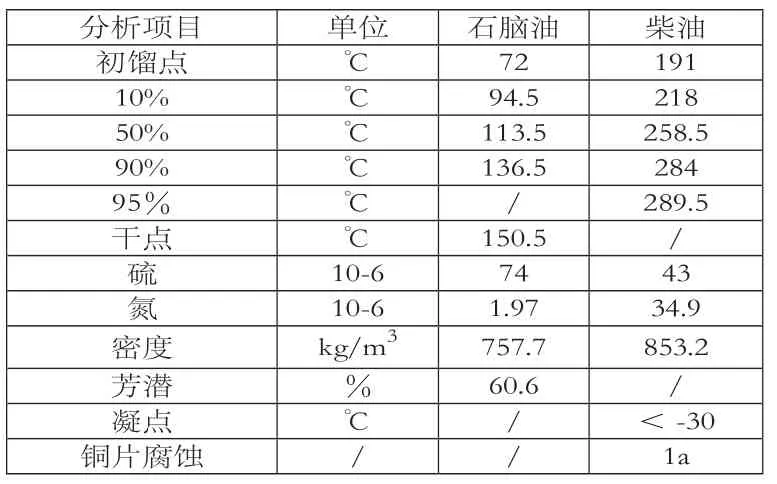
表2 主要参数
精制蜡油的产品硫含量为0.23%,比设计值稍高,主要公司汽油硫含量较低所致;原料氮含量高于设计值0.15%的条件下,精制蜡油的氮含量稍高于设计值0.031%;原料残碳比较低,精制蜡油的残碳值远远低于设计值;密度890 kg/m3,综合而言,精制蜡油是理想的催化裂化原料。
4 结论
RVHT蜡油加氢技术在装置的工业应用的结果表明:
(1)RVHT蜡油加氢技术配套的催化剂具有较强的脱硫、脱氮性能和较高的初期活性。
(2)RVHT蜡油加氢技术能够满足加工高硫蜡油原料的需要。
(3)RVHT蜡油加氢技术的工业应用装置物料平衡达到设计值,产品质量优良,能耗优于设计值,该技术在行业中处于先进水平。
[1]石友良,张学辉.FFHT蜡油加氢处理技术开发及工业应用[J].当代化工第37卷第1期,2008(02)∶15.
[2]吕浩,姚立松.RN-32V催化剂在3.2Mt/a加氢处理装置加氢处理装置的工业应用[J].石油炼制化工第40卷第3期,2009(03)∶35.
10.16640/j.cnki.37-1222/t.2016.19.010
