防错技术在发动机装配线中的运用
2016-10-18王佳佳
王佳佳
(上海柴油机股份有限公司,上海200438)
防错技术在发动机装配线中的运用
王佳佳
(上海柴油机股份有限公司,上海200438)
防错技术在发动机装配线中运用已经极其广泛和普遍,防错技术就是为了更好地实现防错的要求,采取多种技术和策略,避免错装或漏装的发生,并从源头上杜绝错误的出现,整体提高装配质量和效率。防错技术一定要从系统的角度去考虑和规划,这样才具有整体意义,否则对于装配线而言就会出现短板效应。
防错技术装配线效率发动机
1 前言
操作人员在装配线进行实际操作的过程中,难免会出现因人为因素导致的错装或漏装[1],例如螺栓漏拧、错拧。加强现场管理可以从很大程度上降低错装、漏装的概率,但却无法从根本上消除。只有实施系统的防错措施,才能从根本上消除错装、漏装,而如何保证防错技术的持续有效,还要定期对防错技术进行系统的验证。
本文从防错的作用出发,并结合某四缸柴油机气缸盖拧紧工艺,从系统上对防错技术进行阐述,希望对工艺技术人员有一定的帮助,各个生产车间可根据自身的实际情况,分阶段选择性进行实施。
2 防错技术介绍
防错技术从其作用来分,可以分为数据追溯性防错、连锁防错、顺序防错、计数防错、安全防错、精度防错、功能性防错和上传系统的防错等[2]。
2.1追溯性防错介绍
追溯性防错的作用不言而喻,零件信息、拧紧数据和测量信息的完整保存有助于生产厂家在遇到批量质量问题时,有效锁定问题产品的范围和去向,而且零件信息还可以帮助生产厂家迅速地判断从市场上返回的车辆和零部件的真伪。
追溯性防错主要需做到以下三点:(1)关键零部件条码(包括零部件的件号、版本以及唯一的编号)和发动机机号的匹配;(2)发动机重要的测量数据、关键零部件的拧紧数据和发动机的机号匹配;(3)采集的数据要被有效地上传、保存并便于取样分析。前两点被称为数据采集过程,第三点被称为数据上传过程。对于哪些零件是关键零件,需要根据行业认可情况以及各公司的实际情况而定。
在数据采集过程中,要注意发动机机号的唯一性和相应数据的正确性,不能出现数据遗漏和机号重复的情况。同时,装配线的设备只有当收到发动机机号信息时才能开始工作,否则不能工作。根据硬件的规划,采集机号的方式从高级到低级可以分为射频识别(简称RFID)采集机号、扫描枪采集机号和手工记录采集。
RFID的标签具有一定的存储功能,安装在各个托盘上,RFID的读写头安装在生产线辊道或者各设备上,标签与读写头之间是通过电磁感应来进行读取和写入信息。发动机机型、机号以及各岗位的测量信息和操作状态通过无线传输都被自动写入RFID的标签。然后读写头通过现场总线或者其他标准的通信方式再把这些数据传送给数据存储设备,当生产线发生网络故障导致实时数据丢失时,RFID的标签里面的数据可作为备份。若某台发动机在某个工序被标记为不合格后,后续工序的所有设备即对该发动机作自动放行处理,不需要其他操作人员再去确认该台发动机的状态。
扫描枪属于半自动采集设备,用于采集发动机和零部件信息,并使之匹配。当被扫描的零件出现采集信息的工序和拧紧的工序不是同一个工序时(多数情况都是这样的),需要建立一个数据梯队,否则正在拧紧的发动机零部件的数据,会被匹配到扫描工序新扫描的发动机机号中。
手工记录,只能用于批次追溯,是比较简单的追溯,适用于不太重要的零部件的追溯。批次追溯的缺点就是追溯范围太大,如产量不大的机型,其中的某些零部件可以使用几个月甚至一年时间,对于这种情况而言,追溯意义就不大。
数据上传过程中,如果能做到实时上传是最好的,当然这个需要强大的后台技术支持。如果不能做到实时上传,可以按照一定的频率上传,如每5分钟上传一次,每30分钟上传一次等,建议上传的最小频率为每24小时上传一次,以便于及时的数据查看和质量控制。
2.2连锁防错
连锁防错是装配线的各个操作设备与装配线之间的防错措施。对于需要控制的工序,只有当本工序合格信号输出并传递给装配线的总控制器后,本工序的产品才可以放行。如果该工位是双面操作工位,只有当发动机合格时,面对面两个工位都按下了合格键按钮(不要求同时按键),发动机才会放行。这样就做到了对结果的有效控制,各台设备也才真正被并入了装配线,和装配线成为了一个整体。连锁防错有效地避免了依靠操作人员人工判定出现误判的情况,此时操作人员的工作也变得简单,只需要处理不合格的情况即可。而当不合格的情况出现时,设备要即时地将不合格的情况传递给装配线和操作人员,操作人即可对不合格的发动机进行返工处理。
目前而言,装配线生产厂家和拧紧工具生产厂家通常是不同厂家。拧紧工具产生拧紧数据和基于这些数据的拧紧信号,而设备集成方在接到拧紧数据和信号后,可以直接读取并输出,也可以对该数据先进行判断后输出。对于后者,由于两家厂商软件精度设置不一致,在工艺规定的临界值附近的值可能会出现判断不一致情况,因此建议设备集成方不再对数据做判断。
2.3顺序防错
只有按照工艺规定的顺序,设备才能持续工作,做到了对拧紧过程的有效控制。
2.4计数防错
只有当螺栓拧紧合格数量与所要求数量一致时,设备才会输出合格信号。计数防错是为连锁防错服务的,经常在拧紧多螺栓零件的拧紧设备或者拧紧枪上应用。
2.5安全防错
安全防错同样也是装配线不可忽视的防错措施,对于一些操作设备设置防护栏,如果操作人打开防护栏接近设备时,设备就会强制停止。还有对于装配线一些手工操作的旋转装置和压机设备,必须要做到双手控制,避免操作人员未按照安全操作流程操作而造成伤害。对于机械工业机器人,表面增加肌肤感应层,在自动状态下,当人体接触或靠近机器人时,机器人会立即停止。
2.6上传系统的防错
在数据追溯防错中,数据按照一定的频率上传到系统中,上传到系统中的数据大致分为两类:发动机的零部件信息(包括零部件的件号、版本以及唯一的编号)和螺栓拧紧与测量数据。
对于装配过程中需要采集信息的零部件,按照其验证模式可以分为高级、中级和低级,按照扫描模式分为必扫和可不扫两类。低级模式仅是采集信息,不做任何判断;中级模式是采集信息后验证零件的供应商信息,且不允许重复扫描;高级模式是在中级模式的基础上再增加与PBOM比对的功能。必扫模式是发动机下线时系统必须收到被扫描的零件信息,发动机才能下线;而可不扫模式则没有此项要求。按照必扫模式中的零部件清单,只有当系统收到齐全的、正确的零部件信息时,该发动机方可下线,否则会报错并提示缺少的零部件信息。某车间需采集的零部件信息和具体模式如图1所示。
对于上传的螺栓拧紧和测量数据,系统会进行解析和判断。系统对数据的判断是对设备防错的补充和检验,这主要从三个方面对数据进行判断。首先比对上传数值是否在工艺规定的范围内,其次对各个设备进行合格信号数量的计数,是否和实际的数量一致,再次看上传数据的时间是否正确。一旦发现数据异常时,系统会自动报警,即时发现故障,从这点也可以看出数据上传的频率是越高越好。关于数据上传时间出错,正常情况下,螺栓拧紧、测量时间即为当前时间,但当工程师在修改设备程序参数时,如果使用的软件时间设置不是当下的正确时间,设备也会自动沿用软件错误的时间,从而造成上传时间错误,因此需要对拧紧时间进行确认。另外,从数据库角度分析,双通道的数据上传路径比单路径更加可靠,其逻辑关系如图2所示。

图1 某车间需采集的零部件信息和具体模式
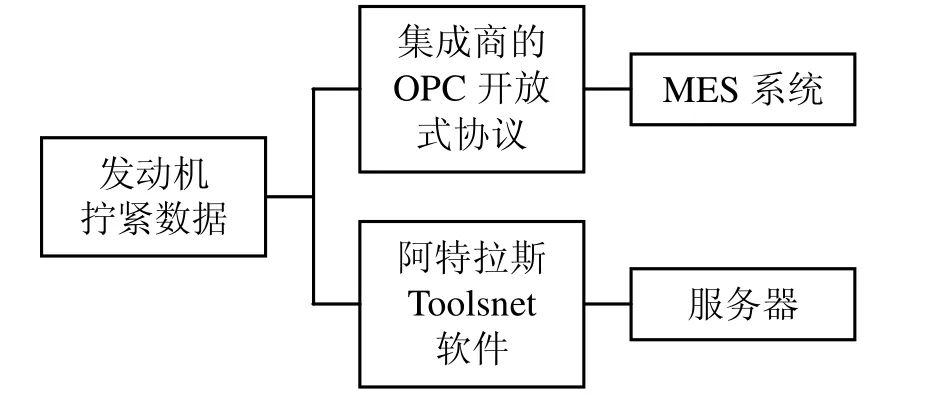
图2 双通道的数据上传逻辑
3 防错验证
各种防错技术都需要定期进行防错验证[3],以确保其有效性,否则就容易出现批量问题。防错验证需要人为设置并模拟异常情况,查看设备是否可以识别,装配线是否会放行。如果设备可以识别,则证明其有效,否则需要检验设备并追溯判断此检验周期内的所有发动机。
4 防错技术在装配线中的应用
以某四缸柴油机气缸盖螺栓拧紧为例,说明防错技术的具体应用。该缸盖螺栓共有18个,其拧紧次序如图3所示。气缸盖的扫描和安装由OP1110-L工序完成,使用扫描枪采集条形码信息(内含发动机机号信息),见图4。缸盖螺栓拧紧由OP1120-R工序完成,采用一台四轴拧紧机。缸盖螺栓返修由OP1130-R工序完成,采用一台单轴拧紧机,当四轴拧紧机有拧紧不合格的螺栓时或者四轴拧紧机损坏时,由单轴拧紧机完成返修或者全部拧紧工作,如图5所示。

图3 某四缸柴油机气缸盖螺栓拧紧顺序

图4 采集发动机条形码信息

图5 四轴拧紧机和单轴拧紧机的布局
4.1数据追溯性防错
在OP1110-L工序中,当操作人员扫描发动机条码后,装配线才会放行。在扫描工序OP1110-L和拧紧工序OP1120-R之间共有3个发动机托盘(包含各工序内托盘),故需要在软件上做出3个机号的队列,当第一个机号有拧紧数据后,第二个机号才能被匹配数据,依次而推,以防止正在拧紧的发动机数据被错误地匹配到最新扫描的发动机的机号之上。在OP1120-R和OP1130-R工序,只有当扫描发动机条形码后拧紧设备才可以工作。数据上传时间为5 min,在拧紧结束后基本上可以查询到该发动机的拧紧数据。在装配过程中,每个机号只能使用一次,且必须确保其匹配合格数据,才会生成合格信号。对于已有合格数据的机号,再次采集其机号后,设备不会工作。但当某台发动机装配下线后,由于某种原因需要重新上线返工时,需要先扫描一个解锁条码(指定机号),将设备解锁,然后再次扫描用过的机号,设备才可重新运行。建议整个装配线采用相同的解锁条码,以方便操作人使用。
4.2顺序防错
四轴拧紧机和单轴拧紧机必须按照工艺规定的顺序拧紧,设备才能持续运行。特别对于单轴拧紧机,不论是对单个螺栓进行返工还是拧紧全部18个缸盖螺栓,都需要按照工艺规定的顺序进行操作。
4.3连锁防错
四轴拧紧机和单轴拧紧机直接从电轴厂家的拧紧模块中读取数据和最终的合格信号,自身不再做判断。
四轴拧紧机和单轴拧紧机工位作为一个整体,放行由单轴拧紧机收到的信号来确定,只有当单轴拧紧机有合格信号后才予以放行。如某四缸柴油机的18个缸盖螺栓经四轴拧紧机拧紧,均合格后给单轴拧紧机发出合格信号,发动机自动放行;若经过四轴拧紧机后有不合格螺栓时,把不合格螺栓信息传递给单轴拧紧机,单轴拧紧机按照工艺要求进行返修,返修合格后把合格信号传递给装配线控制器,发动机才能放行。
OP1110-L、OP1120-R和OP1130-R这3个工序没有手动放行按钮,代替的是钥匙开关,钥匙开关平时由现场的管理人员保管,当遇到故障的发动机或者其他不需要装配缸盖的情况时,用钥匙开关进行放行,这样就做到了零缺陷[4]。
4.4安全防错
对于四轴拧紧机周围用围栏将其围住,当操作人打开围栏的安全门时,设备就会停止工作且无法启动,故当设备正在运行时一般情况下不建议直接打开围栏的门。
5 防错技术实施后的效果
防错技术运用恰当,不仅可以提高产品质量,还可以为企业带来较好的经济效益,表1即为某车间零缺陷改造的收益表,表2为该车间防错技术实施前后的质量水平对比。

表1 某车间零缺陷改造费用清单

表2 某车间防错装置运用前后的质量水平对比
6 结束语
防错技术对于提高发动机的装配质量意义重大,同时也为企业带来了可观的经济效益,防错技术的方法也是多种多样,企业可结合现状进行大力推广。在推进防错技术的过程中也要考虑到实施成本,毕竟对于企业来讲,防错技术的目的还是为了能给企业带来实际的经济效益。
[1]李广泰.防错防误与防呆措施应用技巧[M].深圳:海天出版社,2006.
[2]梁国明,梁承欢.机械产品设计制造使用防错方法[M].北京:机械工业出版社,2014.
[3]华锋.防错技术的培训讲义.纳威尔格(北京)管理咨询有限公司,2014.
[4]闵亚能.零缺陷设计基础讲义.2013.
Application of Mistake Proofing Techniques for Assembly Lines of Engine
Wang Jiajia
(Shanghai Diesel Engine Co.,Ltd,.Shanghai 200438,China)
Mistake proofing techniques are in general use in assembly lines of engine.The purpose of mistake proofing techniques is to optimize requirements of the mistake proofing,prevent mistakes assemble or short-shipped by using various methods and control strategies.The priority and planning of mistake proofing techniques must be considered as a whole,which is significant,or buckets effect will happen.
mistake proofing techniques,assembly lines,efficiency,engine
10.3969/j.issn.1671-0614.2016.03.011
来稿日期:2016-08-05
王佳佳(1987-),男,助理工程师,主要研究方向为工艺规划、工艺技术和IE技术。