基于MES系统的价值流分析在J产品上的应用研究
2016-10-14侯亚玲李昌龙
侯亚玲+李昌龙

摘 要:MES系统上线实现大量数据的采集,本文探索MES系统数据为价值流分析,精准引导实施改善提供数据支撑的方式,并总结基于MES系统数据的价值流分析方法与模板,设计MES系统报表。针对某产品在制多,周期长的问题,结合MES系统数据,开展价值流分析,运用作业时间测定、工位划分等IE手法,对某产品的生产作业模式进行改善。运行期间将实际值与目标值进行对比分析,不断优化调整,达到降低在制,缩短周期的目的。验证了方法的可行性,具有一定的推广性和应用价值。
关键词:关键词:MES系统;精准引导;价值流分析;精益改善
中图分类号: 文献标识码: 文章编号:
1 绪论
1.1研究背景
市场需求正朝着多样化、个性化的方向发展,要求制造企业实现多品种、小批量、短交货期的生产模式,以快速响应市场,满足客户需求,提升核心竞争力。今年公司的精益目标是缩短主型产品生产周期,而J产品作为主型产品的核心部件,其生产周期直接影响到产品线的生产周期。故本文结合MES系统数据,利用价值流程图工具对J开展分析,并进行改善,以缩短J产品生产周期。
1.2研究内容及意义
本文主要研究内容是利用价值流分析和MES系统对J产品生产模式进行优化改进,缩短J生产周期。本文根据产品-路径PR分析法选取了一个产品族作为重点分析对象,通过MES系统以及现场实地收集产品数据,分析绘制J产品生产线的价值流现状图和未来图,并对机J生产模式进行优化改进,降低在制,节拍化生产,缩短生产周期。探索精益生产与信息化的结合,利用MES系统收集的数据,为诊断改善提供数据支撑,开展价值流分析,并探索出价值流分析的模板和分析的方式,可在产品部推广。
本文的研究意义一是探索MES系统辅助诊断分析的模式和基于MES系统的价值流分析方法;而是通过这套方法,降低在制,缩短生产周期。
2现状及存在的问题
J产品要同时满足各产品线的需求,种类多,工艺路线差异较大,产品的生产周期基本在4.5天以上,而产品的标准时间是270分钟,生产周期是标准作业时间的8.5倍,周期偏长。因此,为了满足快速响应,满足客户需求,提升核心竞争力的市场需求,快速交付的营销需求,必须缩短J产品的生产周期。
3基于MES系统的价值流分析
3.1价值流现状图
3.1.1确定分析对象和属性
产品种类多,批量小,工艺路线差异性大,要对J产线进行价值流分析,需要选取一个具有代表性的产品族进行分析。根据产量、工艺路线以及产品稳定性确定分析对象,JC产品线需求量大,产品相对稳定,故考虑作为价值流研究的目标。确定价值流分析目标之后,需求确定价值流属性。针对J产线的生产特点,以及各工序的生产特点,选择了以下9个属性,作为此次价值流分析的主要属性,分别是:作业时间、在制数量、等待数量、分段周期、合格率、 LOT大小、作业人数、班次。
3.1.2 生产数据收集
MES系统上线,实现生产数据的采集,包括开完工时间,LOT大小,缺陷数据,产品数量等数据,但这些数据独立,分散的存在于系统中,不能支持诊断分析改善。基于诊断改善的需求,设计MES系统报表,包括工序综合效率报表,产品在制报表,分段周期报表以及LOT周期报表等,达到从MES系统提取数据的目的。
利用系统数据与生产实际数据对数据的准确性进行对比分析,发现数据问题,从执行管理、工序设置、报工终端等方面分析原因,并进行修正,尽可能让系统数据反映生产实际情况。例如:利用系统在制差异与实际在制差异分析现场报工准确性的问题。
价值流分析数据来源如下表所示:
1.在制数据:来源于MES系统的产品在制报表,主要包括工序在制数量和工序等待数控;
2.时间数据:来源于MES系统工序综合效率报表,主要包括分段周期,作业时间来源于现场;
3.质量数据:来源于MES系统工序综合效率报表,主要包括合格率;
4.其他数据:LOT大小来源于MES系统,作业人数和班次来源现场。
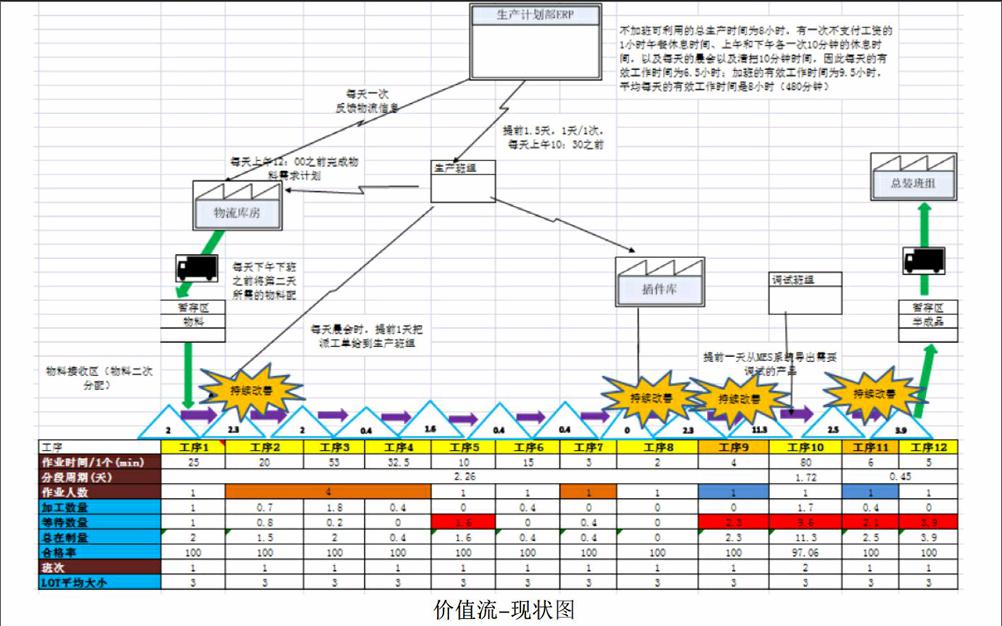
3.1.3 绘制价值流现状图
根据MES系统中的数据以及现场收集的数据,绘制J产品产线价值流现状图。
3.2描绘未来图
从现状图和未来图对比分析发现,存在以下关键问题:
1、周期长
组装周期和调试周期偏长,在数据指引下,经过现场诊断发现,主要原因是批量作业,各工序等待时间长,送条不均衡,导致调试周期长。
2、在制多
现状图中的在制数是28.3,未来图在制是14,存在很大的差距,尤其是调试在制量较大,经分析主要原因是送条不均衡,加之调试能力瓶颈,待调产品多,在制高。
因此有以下问题急需解决:
1、固定流转批量,缩短各工序间的等待时间;
2、节拍化产出,均衡送调,缩短调试前的等待时间;
实施改善后,第一阶段预期可实现的目标:
1、周期缩短至3.5天;
2、控制在制18个以内。
4 改善与实施
4.1方案制定
J产品的产能需求比较均衡,故考虑现将J产品的生产模式固化,根据J产品的需求进行节拍化生产。制作数据收集表,收集产品作业时间数据,绘制产品工艺路流程图。
产能需求:5月份需生产J产品272个。
上班时间:5月份上班24天,不加班6.5小时,加班9.5小时,其中12天加班,12天不加班,平均每天8小时的有效工作时间。
节拍:考虑到插接布线后需要对比检查以及与整柜的配套性,故以2个产品为一个批次进行流转,节拍时间是80分钟/2个。
制定节拍化生产方案,线平衡率为87.29%。
4.2方案评估及风险预测
1、计划的均衡性对生产线的冲击比较大,将直接影响到生产线的稳定,在生产任务重的情况下,员工会为了提高效率而改善设定的作业模式,直接影响产线的稳定运行。
2、物料配送的齐套性直接影响到生产的持续生产。
3、调试能力瓶颈,调试台资源有限,不能完全按照相同的节拍产出,存在在制等待,需要通过倒班完成调试,影响生产的连续性和畅通性。
4、多能工缺乏,生产线被分割成由组装人员、布线人员和过程检人员共同完成,他们之间沟通的及时性和配合的紧密性很大程度上影响了工位间的衔接和整条生产线的稳定。
5、生产小组同时承担其他产品的生产任务,存在资源共用,且部分员工需要承担多个工位的作业,这在一定程序上会影响到整条生产线的顺畅性。
6、由于设备、场地等其他因素,各工位之间的距离较大,导致生产的节拍强不是很明显,员工没有受到强节拍的影响,存在物流和信息流传递不及时的问题。
7、员工对生产组织模式、作业方式改变存在较大的抵触情绪,对生产线的推动造成很大的障碍,而且实施效果的不理想会阻碍生产线的推行。
4.3实施过程优化及调整
方案在推行过程中存在很大的阻力,尤其是部分员工存在抵触情绪,通过不断的与他们沟通交流,了解他们的心理,对它们进行详细的解释说明,以班长在整个过程中的重视,坚持对员工进行开导和说服,最终启动该方案。
方案实施过程中,每周从MES系统中取出J产品周期数据,进行对比分析,同时从系统中取数进行价值流分析,暴露出方案运行过程中存在的问题,输出价值分析报告,不断进行优化改进。
4.4实施效果验证
从MES系统取数,改善后产品生产周期明显缩短,生产周期由原来的4.72天缩短到3.29天,周期缩短1.43天,缩短了30.3%,在制由改善前的28.3减少到21.3个,减少了10.6%。
5 结语
本文以J产品为研究对象,探索精益生产如何与信息化融合,设计系统报表,利用MES系统采集的数据支撑价值流分析。基于价值流现状图和未来图,运用IE手法进行改善,建立节拍化生产方案,成功降低产品在制,缩短产品生产周期。探索出基于MES系统的价值流分析模版和方法,具有一定推广意义和应用价值。
