机床钣金类零件的结构和工艺性
2016-10-14刘星于海波刘萍
刘星+于海波+刘萍
摘 要:本文重点针对机床钣金类零件的具体结构和加工技术工艺相关问题进行分析,从而指出机床钣金类零件加工时需要注意的相关问题。本文给出了机床钣金类零件加工时常用的一些简便的设计计算方式,旨在进一步改善机床钣金类零件的结构形态和提高技术加工的工艺性。
关键词:机床;钣金类零件;结构;工艺
通常我国工业加工中机床钣金类零件一般都是单件小批量生产,主要采用数控剪钣机以及数控激光切割机和数控转塔冲、数控折弯机等相关的钣金加工设备,对机床钣金类零件进行加工生产。在此加工过程中,技术人员还需对需要焊接的机床钣金类零件进行人工加工成形,然后再对其进行表面喷漆处理。一般而言,机床钣金类零件不宜采用成形模具进行批量化加工与生产,所以机床钣金类零件的设计与加工需要充分考虑零件的可加工性,同时需要设计一条最佳的工件加工工艺路线。因此,机床钣金类零件的工件结构和加工形态是由加工设备的工艺路线以及加工能力所决定的。
1.机床钣金类零件的结构和加工工艺要求
机床钣金类零件的展开尺寸应小于现有板材的供货尺寸,在不影响机床零件外观质量的前提下,要保证其加工零件的展开材料尺寸更小。通常情况下,在加工之前,技术人员需要采用以下计算方式,对钣金类材料的具体加工尺寸进行计算分析。具体而言,需要采用如下几种计算方式进行加工尺寸换算:
(1)计算法。通过将“板材折弯成形后中心层的长度不变”这一理论作为加工技术基础,从而按照具体公式:
进行科学计算,其中中心层的实际半径以及加工材料的弯曲内半径和加工板材的实际厚度分别采用 进行科学表示。
(2)另外一种加工尺寸计算方式是采用查表法进行科学计算。在此计算基础上,需要综合考虑影响折弯件展开尺寸精确度的有关影响因素,比如弯曲内半径R以及折弯度等,通过直接求得工件展开补偿参数值,从而对机床类钣金加工工件的结构以及具体的加工工艺进行科学分析。
(3)最科学的一种计算分析方式就是采用软件分析法进行结构设计。将机床钣金参数输入设计软件,从而自动生成相关的三维实体模型,再对其进行加工处理。
总之,在对机床类钣金材料进行加工处理时,需要科学对加工工件的标准参数进行计算分析,从而提升技术加工的精确度。但是,以上三种不同加工计算方式适宜对大批量钣金类零件进行加工计算。我国工业加工过程中关于机床钣金类零件的加工种类较多,而且形态功能各异,但总体加工数量较少,且零件加工的精度较低。因此通常情况下,需要加工的机床钣金类零件的材料尺寸与型号分别为1mm-4mm和Q235的钢板。对此,可用一般通用性的模板就可进行加工。
综上几种不同的加工标准计算方式,本文结合实践经验及科学的加工理论总结出如下具体计算方式[2]:
L=A+B+C+......X-N(2S-0.5)
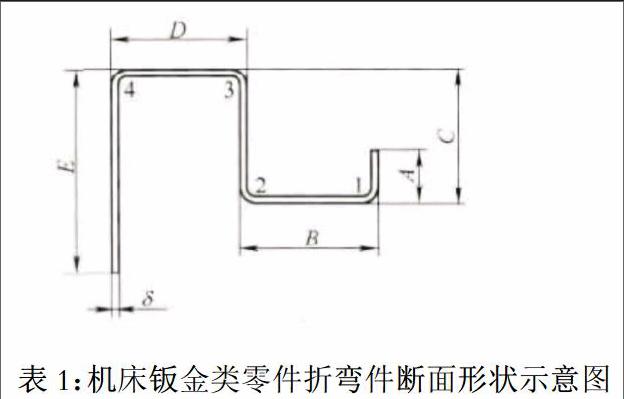
在上式中,工件的毛坯展开尺寸采用L表示,A、B、C......X分别表示工件的折弯长度;而工件的料厚采用s表示,工件的折弯次数通过N表示。因此,机床钣金类零件各折弯弯边长度均包含材料厚度在内,具体的工件折弯断面形状示意图如下所示:
此种加工尺寸计算方式主要适用于折弯角度在70°-110°之间的工艺零件加工计算,但不适用于大圆弧折弯件的加工计算分析。因此,在机床钣金类零件结构加工过程中,可针对相关的加工工艺路线进行修正。如下图结构所示,假设该机床钣金类零件的结构尺寸A为12mm,B、C、D的尺寸均为20mm,而E、S的长度分别为30mm与2mm,因此可按照上述计算公式求得:
L=A+B+C+......X-N(2S-0.5)
=12+20+20+20+30-4×(2×2-0.5)mm
=102-4×3.5mm=88mm,即该机床钣金类零件的毛坯实际展开尺寸为88mm。
2.机床加工设备对钣金类零件结构的影响
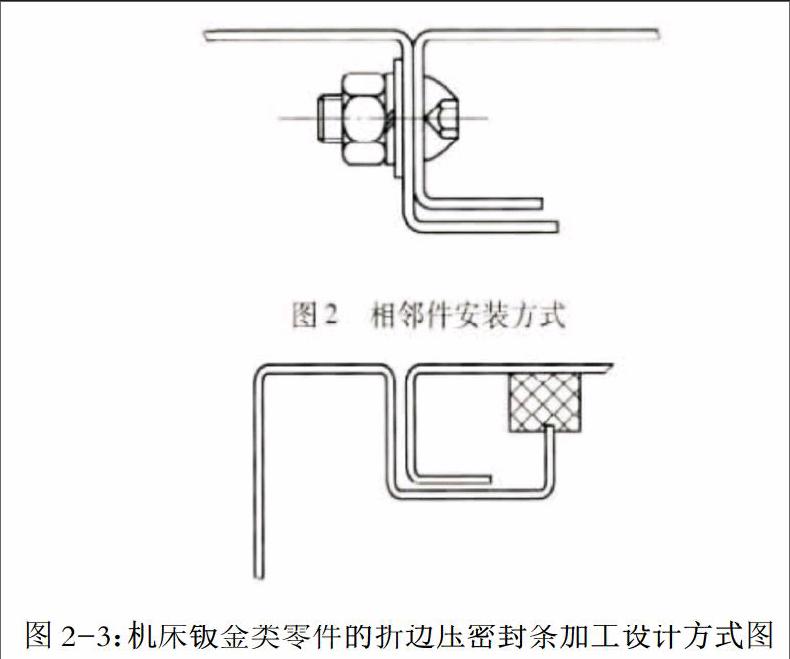
机床钣金类零件加工的外观要求是保证各钣金类零件的连接螺钉以及板材端面不外露。具体加工折弯时,可以按照如下图中的示意图对机床钣金类零件的相邻钣金件向内进行折边处理,而且要相互折边。采用这种方式进行加工设计不但可以起到良好的防水作用,而且大大提升了钣金结构的强度。在此过程中,在控制电柜壳体等IP防护等级要求较高的地方,还可通过如下图表中所示的折边压密封条方式进行防水防尘设计加工[3]。
3.加工工艺对钣金类零件的影响
机床钣金类零件的技术加工工艺路线会对零件的总体结构产生重要影响,比如型腔类结构的机床钣金类加工零件在技术加工过程中,需要设置溢水孔,从而可以有效防止在对加工工件的表面进行加工处理时槽液被带出,从而导致各个不同的机床钣金类零件的加工槽之间相互受到污染。
在加工零件的表面喷涂悬挂时,应该尽可能采用已有孔,但已有孔如果不适合对机床钣金类零件进行技术加工,此时需要对较重的钣金类加工零件的加工线路进行优化调整,重新设计较为适宜吊装的零件加工工艺孔。与此同时,需要在加工过程中着重考虑机床钣金类零件的加工重心位置,从而防止零件在加工过程中重新产生严重的偏移情况,从而导致不同加工组件之间碰撞。
在此过程中,比如在对机床类钣金零件进行结构加工时,需要对焊接机的机床钣金零件的工艺路线进行改进,保证接缝位置不外露,而且尽可能使接缝长度最短,从而不断提升工件加工的精确性与减少工件加工的工作量。在实际焊接过程中,尽可能选择电阻焊以及气体保护焊的焊接方式,但是以上这两种焊接方式一般都适用于对较薄的焊接材料进行焊接,而且焊接之后机床类钣金材料的实际结构变形度很小。
结束语
实践研究表明,钣金类零件在机床加工时,并非采用成形模具进行流水线统一加工。因此,在具体加工过程中,零件结构形态会受加工技术工艺行进路线及加工技术工艺的影响。本文在上述分析基础上,重点对钣金类零件的加工影响进行了分析,从而希望在工业加工制造过程中,结合企业的加工设备及相关加工零件进行全面衡量,结合具体问题进行具体分析,从而不断在实践过程中进一步优化技术加工工艺,改进机床钣金类零件的加工工艺路线,以此提升工业加工的技术水平。
参考文献:
[1]张艳,王海波.机床钣金零件基础构造与其工艺[J].科技传播,2012,02
[2]孙岩,生宏伟.钣金零件用真空夹持工装研制[J].机械设计与制造,2012,04
