FDM型3D打印机电机控制系统的设计与优化
2016-10-14梅武军
梅武军
(浙江大学台州研究院,浙江台州318000)
FDM型3D打印机电机控制系统的设计与优化
梅武军
(浙江大学台州研究院,浙江台州318000)
文中主要对FDM型3D打印机电机控制系统的基本组成部分进行了设计与描述,这些部分主要包括以下几个部分:微控制器单元、三路行程开关模块、两路温度器的传感模块、挤出机和加热床加热电路模块、四路步进电机驱动模块和基本的通信模块组成的。同时,详细说明了每个模块控制系统的具体电路实现方式和基本原理,也对包括器件的选型和部分重要参数进行总结和计算。在具体电路设计方面,主要考虑了LPC1768微控制器电路、步进电机驱动电路和电源电路。最终,还对设计的各个模块进行一定量的测试,得出结论,所设计的电机控制电路符合技术要求。关键词:3D打印机;电机控制系统;微控制器;设计研究
随着科技信息技术的不断进步与发展以及信息控制技术的不断深入,在快速成型技术领域[1-2],3D打印机的发展始终引领着行业的不断进步。伴随着新成型技术的研发、新的品牌、新的型号和新的在线打印服务不断推陈出新,这些变化均为厂商提供了较为宽广的发展舞台。
根据目前的行业发展动态,基于传统以单片机为核心的3D打印控制技术存在的一些诸如处理速度较慢、片外芯片冗杂、电路相对复杂、制作成本高等问题。本文研究设计了一款以LPC1768为核心架构的微控制器。在所设计的新型控制系统中,主要用来完成对步进电机的行为控制,还可在此基础上进行挤出机加热电阻的有效命令控制和读取在移动端SD卡存放的配置文件来实现系统的优化操作。此控制系统在打印文件和通过USB方式与上位机通信的技术方面也做出了较大改进。控制系统的核心组成部分从使用单片机和PLC时代开始向以DSP数字信号处理器或ARM作为系统控制器的方向发展[3],桌面型的3D打印系统为改善其打印质量,需设计更加优良且资源更为丰富的控制器,而目前高性能控制器的芯片如DSP和ARM将是打印机控制系统的首选。
1 采用LPC1768 微控制器电路的设计研究
LPC1768微控制器是一款基于ARM CortexM3的内核高性能处理器,广泛应用于低功耗,高性能的复杂嵌入式系统中,因其在内部架构中具有丰富的外设,使其主要在运动式的控制中得到了较好的应用,这也使得系统在单片控制上具有优良的表现。此款芯片是具有32位操作性能的3级流水线和哈佛架构,其工作频率一般可达到100 MHz,这就为系统的操作相应节省了时间。
LPC1768微控制器的基本电路逻辑图,如图1所示。其电源电压设定为3 V,在系统的微架构中,磁珠L8将数字地与模拟地进行了有效的分离处理,由此便可消除电路中数字信号与模拟信号的相互干扰,从而使系统的模拟信号与数字信号能较好的分离。在时钟源的选择上,主振荡器接12 MHz晶振作为CPU的时钟源[4-5]。复位按键是控制器内部的一个重要组成部分,其中S2复位键在这方面可满足要求。EXTRUDER_Heat的端口连接的是挤出机,而BED_Heat端连接的是微控制器的加热床电路。在行程开关电路的选择上电源为+5 V,微控制器本身的电源为+3.3 V,此外还可通过电压转换芯片进行内部电能的转换从而得到所需的电压额定。USB接口对于一个3D型的打印机而言,也是一个相对重要的功能性接口,可实现多方面的研究。在此款微控制器中,VCCP_USB_Led接USB接口。
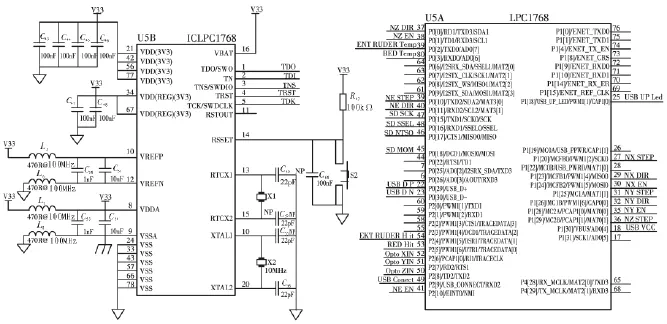
图1 FDM型3D打印机微控制器电路及各端口示意图
2 步进电机驱动电路的设计研究
在步进电机的架构模式中,采用的是两相四线混合式42系列步进电机,其工作的额定电压为24 V,额定电流可达到1.7 A,该步进电机的设计精度上定为4%。在设计理念上,采取5种驱动步进模式,即全步进、半步进、四分之一步进、八分之一步进及十六分之一步进;输出驱动性能可达35 V及± 2 A,这就为系统所选步进电机提供了足够的输出功率。在设计的步进电机驱动系统自带内置编码转换器,从而大幅提升了器件的运行效率,可进行相位顺序表和高功率控制的界面编程。A4988内部含有一个电流稳压器,可在多种模式下良好运行和工作。混合衰减电流的控制方式可减少电机噪音并提高步进精度。在电流内部的保护主要包括过热和过电流及欠压锁定(UVLO)保护[6]。
图1给出了步进电机驱动器及外围电路图,LPC1768微控制器只需控制ENABLE、DIR、STEP 3路端口便可实现步进电机的运动。在内部A4988的FET输出下,系统的稳定性能大幅增强,但当ENABLE端口输入为高电平时信号不能被输出,电机处于被锁定状态。在该种情况下,若将电压反转,需要ENABLE端口为低电平时才能输出,电机则也就能够正常运转。DIR端口输入信号控制步进电机的正反转,当各出高电平时,步进电机顺时针旋转,当输入为低电平时,步进电机可逆时针旋转。STEP端口输入驱动脉冲是微步信号时,电机驱动会趋于稳定。
通过调节S10,S11,S12等控制细分步进量[7],这一细分控制方法如表1所示。当然,为了克服步进电机运行时存在的一些诸如低频振荡、高频出力不足易导致失步以及定位精度等缺点,文中的系统采用1/16步进量细分法,其同时也是保证步进电机具有良好平滑运行性能的重要举措。
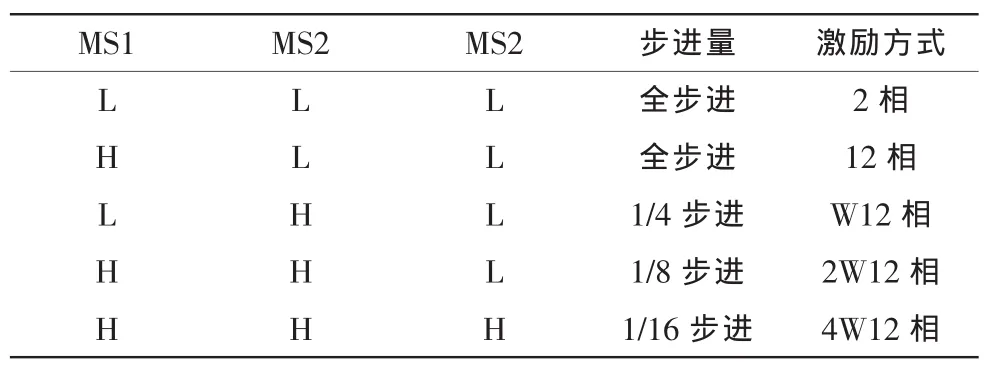
表1 关于步进控制的逻辑表
电容C1是电荷泵产生的一个高电平,另外V1N1与VCP端口之间加上一个100 nF的电容C13。同时,用来驱动A4988中DMOS管的栅源极。在设计中,滑动变阻器提供了可调节的电流反相输入,当R21两端电压等于内部DAC输出时,A4988就自动关闭,停止工作。通过上述设计和调节,可使步进电机工作在1.7 A的额定相电流。
3 加热床和挤出机的温度控制电路设计研究
在设计的系统中,加热床和挤出机上均配备有加热电阻和用于温度检测的热敏电阻。其中,排针J8的1,2端子连接热敏电阻,而加热电阻是通过3,4端连接的。在日常运转中,微控制器LPC1768中的12位ADC将实时采集CTC1_Temp端口的电压模拟量。在加热电阻方面,检测到的温度变化量与ADC采集到的电压模拟量间是具有良好的线性对应关系的,对微控制器采集到的电压量进行的PID调节,会生成PWM波,在输出端CTC1_Heat通过调节MOS控制管可对系统的驱动功率进行一定量的校对和调节,当CTC1_Heat为高电平时,两个级别的控制管会导通,从而使功率管也会相应导通,加热电阻接通后,会自动给加热床和挤出机进行一定条件下的加热。最后阶段,微控制器不断地采集与温度对应的相关电压量,还可通过PID调节来控制加热电阻的通断。由此,整个系统就实现了互通互联,成为一个闭环的温度调节系统,这样在温度调节下就可保证良好的功能。同时,为了保护加热电阻两端电压≤60 V,防止其被烧坏。对于3个MOS管而言,Q9,Q10为两个小功率的驱动控制管进行管控与平衡,可大幅提高加热管的功率[8]。
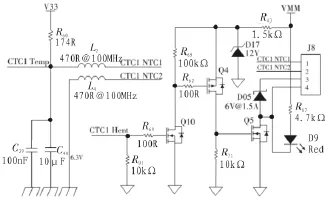
图2 加热床和挤出机的温度控制电路
4 行程开关的电路设计研究
系统中行程开关采用的是光电器件,这就在一定程度上克服和避免了形成开关长久以来存在的响应速度慢、精度差、接触监测容易在一定量上损坏被检测物,还有存在的寿命过短等一系列的缺点,且该开关在设计上存在着体积小,寿命长,精度高和响应命令的速度快等优点。这一开关在检测距离远等方面存在较大的优势,此外,还有抗光电磁的能力好等诸多优点,在设计时采用的LPC1768微控制器输入端口采用的是下降沿中断模式,这就保证了信号在用户的命令后能快速响应和反馈,在控制精度上得到了较大的提升。行程开关电路如图3所示。在设计中,将关电开关放置在了各个轴运动的零点,当一个轴或多个轴在向零点方向运动时,U3的3脚输出的是高电平信号,当Q5导通后,在OUT端口输出的低电平信号会给控制芯片来控制电机运动。
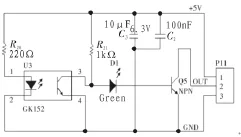
图3 行程开关的电路设计图
5 3D打印机电源电路设计研究
在所设计的这款控制系统中,需要3种电压等级的供电电压,其分别是微控制器ARM LPC1768的3.3 V、行程开关电路的+5 V及步进电机驱动电路的24 V。在实际工作中,通常要使整套系统可同时用到一个直流电源电压24 V,即利用了直流稳压的电流二次转变。可以通过开关式稳压调节器L5970D将一直存在的直流电压24 V变换成+5 V输出,这是一种常见的变压方式,在这种操作后,可产生高达1 A的电流输出,这样驱动能力增强,最终通过一定的设计电压变换,可达到所需的不同等级电压输出,且还可使电压具有较强的驱动性能,具体电源设计如图4所示。
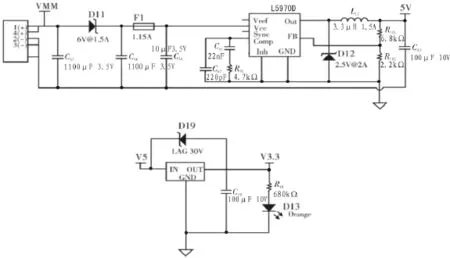
图4 控制电路中电源电路的设计图
6 结束语
文中主要阐述了FDM型的3D打印机的基本原理以及其的结构构成,其中主要包括微控制器的单元构建,三路的行程开关模块,两路的温度传感器模块以及挤出机与加热机的电路模块等。当然,作为功能性需求较强的3D打印机,步进电机的驱动模块和通信电源模块也是必不可少的。在此基础上,本文详细研究了每一个单元模块的具体设计思路及实现方法,并最终给出了每个单元模块的具体电路图。虽然3D打印机的前景较好,但在技术上,目前仍有诸多可被改进的空间。
[1]王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
[2]樊星男.基于USB传输的针式打印机系统开发[D].大连:大连理工大学,2009.
[3]刘厚才,莫健华,刘海涛.三维打印快速成形技术及其应用[J].机械科学与技术,2008(9):1184-1190.
[4]王冉,贾昊.3D打印技术的发展对传统工程的影响[J].世界家苑,2013(2):336.
[5]陈永华,殷国富.快速原型制造技术的集成应用方法[J].机械与电子,1998(5):9-12.
[6]Allegro Microsystems,Inc.A4988 Microstepping Dmos Driver WithTranslator Data Sheet[EB/OL].http://www.allegromicro. com/en/Products/Motor-Driver-And-Interface-ICs/Bipolar-Stepper-Motor-Drivers/A4988.aspx
[7]朱武,涂祥存,操瑞发,等.基于L6506/L298芯片细分步进电机驱动系统设计[J].电气自动化,2011,33(1):10-12.
[8]李智强,周杰,任胜杰.基于单片机的步进电机细分驱动控制系统[J].机电工程,2007,24(7):67-69.
Design and optimization FDM 3D printer type motor control system
MEI Wu-jun
(Taizhou Institute of Zhejiang University,Taizhou 318000,China)
This paper focuses on the basic components of FDM 3D printer type motor control system design and description,which mainly includes the following components:micro-controller unit,three-way travel switch module,the two temperature sensing module,squeeze the machine and heating bed heating circuit module,four stepper motor drive module and basic communication get fast component.This document details the specific circuit of each module controls each module of the system implementation and basic principles,but also on the selection and some important parameters include summarized and computing devices.In the specific circuit design,the main consideration of the LPC1768 microcontroller circuit,stepper motor drive circuit and power supply circuit,finally,each module design also a certain amount of testing,concluded that the design of the motor control circuit composite technology claim.
3D printer;motor control system;microcontrollers;design
TM933.4
A
1674-6236(2016)12-0179-03
2015-06-18稿件编号:201506185
梅武军(1984—),男,浙江台州人,工程师。研究方向:电机控制、嵌入式。
