一种磨床切削液循环过滤系统的研发
2016-10-13郑嫦娥
郑嫦娥

摘 要:电极车间无心磨床切削液单循环,使用一段时间后,切削液内存在大量砂轮砂粒和金属钨颗粒。这些颗粒不仅引起产品表面缺陷,影响产品合格率,且不能变废为宝;切削液需频繁更换,产生的切削液污水无法经污水处理而直接排入雨水井,污染环境。为解决这些问题,设计一套无心磨床切削液循环过滤系统对砂轮砂粒和金属钨颗粒进行回收,并使切削液循环再利用。
关键词:循环过滤系统;金属钨颗粒;保护环境
中图分类号:TH113.1 文献标识码:A 文章编号:1006-8937(2016)24-0024-02
1 问 题
①每月消耗切削液费用8 500元,年消耗切削液超10万元。
②每次更换1台切削液耗时0.8 h,电极车间25台无心磨床设备,则每月因更换切削液需停工30/4×0.8×25=150 h,年停工1 800 h,相当于1个人员的年工时,费用3万元。
③每周有40 m3的切削液污水因无法经过天凤的污水处理而直接排入雨水井;
④无纺布过滤,无法使砂轮砂粒和金属钨颗粒得到有效的收集,造成了严重的资源浪费。
2 设计创新性
为解决以上问题,设计了无心磨床切削液循环过滤系统,如图1所示。
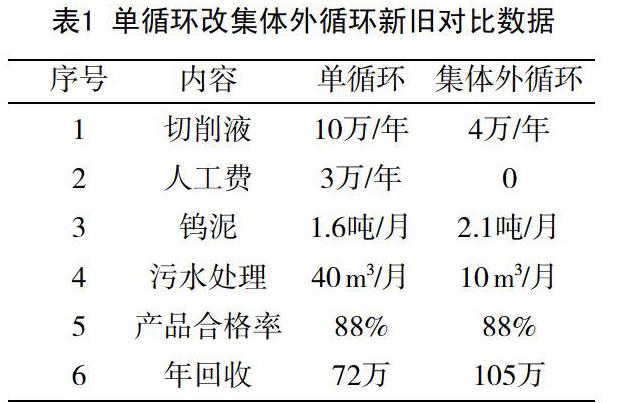
单循环改集体外循环新旧对比数据,见表1(此部分数据由电极车间提供)。
从对比数据可以看出,切削液节约:6万/年;人工费节约:3万/年;钨泥回收增加:(2.1-1.6)×40×12=24万/年,年回收105万。
2.1 三级收集
一级收集:车间回流的切削液,通过回流主管汇至沉淀池自然沉淀,沉淀池底部的钨泥,通过污泥输送带,输送至接料桶收集,输送带上附着的钨粉,掉入接料盘收集,此部分收集80%。
二级收集:溢流至溢流箱的液体,由泵输送至压滤机过滤,并吹干,吹干后的滤饼掉入滤饼输送带,输送至接料桶收集,输送带上附着的钨粉,掉入接料盘收集,此部分收集15%。
三级收集:当系统使用一定时间后,需要对沉淀池,溢流槽,溢流过渡箱等进行清洗时;打开沉淀池,溢流过渡箱的排污阀,污液由排污口经排污槽汇至排污池,排污池高低位共2个阀门,开启高位阀门排水,当钨泥在池底充分沉淀后,开启低位阀门,将池水排空,挖出池底钨泥,此部分收集5%。
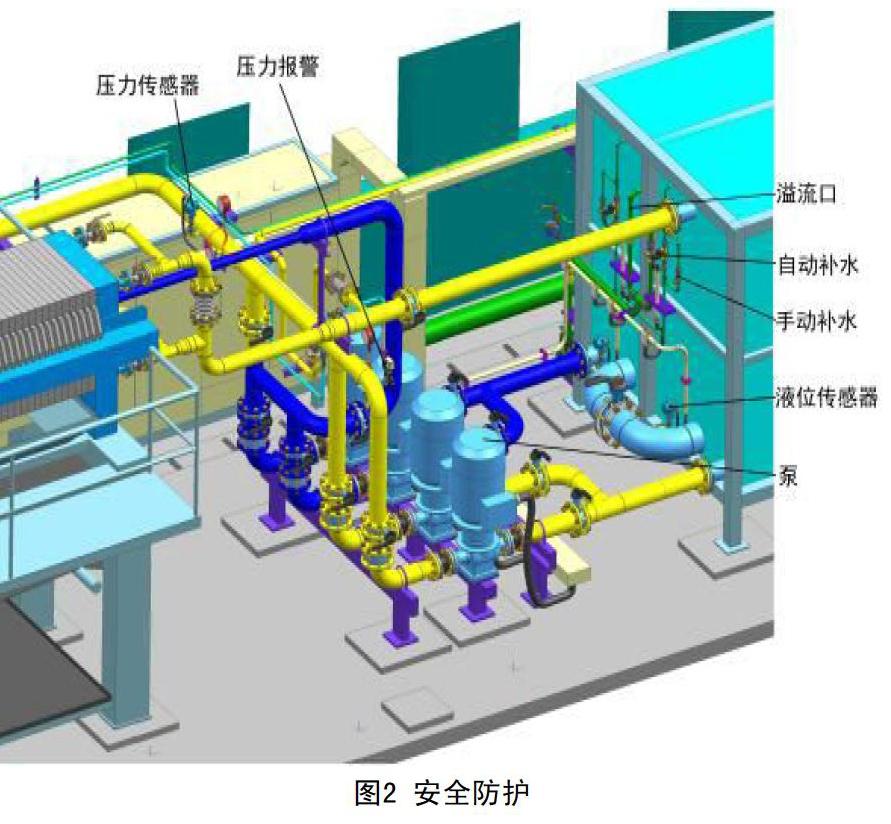
2.2 安全防护
安全防护,如图2所示。
①补水:当夏季温度较高,沉淀池、溢流过渡箱水分蒸发,出现低液位,可通过液位传感器控制电磁阀实现自动补水;当补水电磁阀损坏时,可切换至手动补水球阀,实现补水“双保险”。
②溢流:当补水电磁阀损坏时,或操作人员开启手动补水球阀,未能按时关闭,而使溢流过渡箱出现高液位,可通过常开的溢流口将超出液位自来水排至排污池,避免水满出,溢至地板。
③并联控制:两组泵均采用一备一用,配套管路也是一备一用,避免因泵损坏而影响生产。
④恒压供液:整套系统通过压力传感器及变频泵配合实现恒压供液。
⑤压力报警:通过压滤机入口处的压力报警开关,控制压滤机的运行及卸饼流程。
3 实 验
无心磨床切削液循环过滤系统设计计算及方案制定阶段,作了如下实验。
3.1 钨泥沉淀试验
钨泥沉淀试验,见表1。
4 理论计算
4.1 泵的核算
根据4台泵安装位置及作用,并考虑互换性,固选择同一型号;
根据前面已知条件及管径核算得知:
Q总=90 m3/h,管径=DN125
单台磨床的流速:
V=■
=4×4.2×10-4 m3/s÷3.14×0.02 m×0.02 m=2.14 m/s
4.2 容积计算
沉淀池:沉淀池容积(按保留50个无心磨床切削液箱)核算:
V回总=V油箱总容积+V车间收集槽容积+Vd273回流管容积=13 m3(最大值)
4.3 压滤机核算及选型
按扩产后流量90 m3/h, 30 L/min。
月处理磨削2 t,合金固体密度14.7 t/m3,总流量90 m3/h;沉降池收取80﹪的磨削共1.6 t,沉降池20﹪共0.4 t,根据V=M/ρ,体积分别为0.109、0.027 m3;当压滤机滤室内压力为6 bar以下时,取固、液体积比为24:1(假设值),则滤室体积V=
0.027×25=0.675 m3。选取滤室容积0.96 m3, 工作压力10 bar。在压滤机内的流速:
V=Q/A=90/60=1.5 m/h
5 结 语
2013年9月根据上述实验及计算结果已完成无心磨床切削液循环过滤系统的整套设计及现场组装,于2013年10月正式使用,目前已使用近三年,已回收315万元钨泥,节约9万人工成本;这套循环过滤系统不仅带来操作的方便,提高生产效率也降低了诸多的成本,并且从另一角度,减少了污水对环境的污染,目前人类生产活动中,工业污染是最严重的,废气、废水、废油及重金属污染,严重危害了我们的身体健康,水生动物及土壤植物的生存环境;
从这个意义来讲,这套系统为环保做出了重大的貢献,不仅提高了钨泥的回收量,变废为宝;又降低了污水的排放量。
参考文献:
[1] 黎海,耿艳辉.发动机生产线切削液集中循环处理系统[J].
现代零部件,2009,(8).
[2] 张自杰.环境污染手册-水污染防治卷[M].北京:北京高等 教育出版社,1996.
[3] 张夏林. 切削液集中循环处理系统在柔性自动生产线中 的应用[A].全国机电企业工艺年会[C].2007.
