发电机机械振动原因的分析与处理方法
2016-10-13朱春波罗伟加李剑荣
朱春波,薛 弘,罗伟加,李剑荣
(韶钢工程技术有限公司设备检修事业部, 广东 韶关 512123)
生产实践·应用技术
发电机机械振动原因的分析与处理方法
朱春波,薛弘,罗伟加,李剑荣
(韶钢工程技术有限公司设备检修事业部, 广东韶关512123)
浅述了韶钢炼铁部7号煤气透平发电机组发电机(TRT)由机械振动引发的故障现象。通过对容易发生机械振动的故障原因进行逐个分析和查找,并采取针对性的措施和方法对振动点进行逐个排除,取得了良好的效果。
发电机机械振动原因分析处理方法
1 发电机机械振动概况
自2014年6月以来,韶钢炼铁部7号高炉TRT煤气透平发电机组励磁端轴承座(4号)的水平振动、垂直振动、轴向振动在逐步增大,而且随着发电机功率的增加,振动幅度也随着增大,发电机一直处于报警状态下运行。测得振动值分别是:垂直0.05 mm,水平0.06 mm,轴向0.08 mm。测得轴承温度为63℃。原定于2014年7月进行7号TRT机组的年修计划,由于7号高炉年修计划的改变,被迫改定于2015年2月7号与高炉年修同步,机组一直带病运行。至2015年1月16日中班,发电机励磁端轴承座振动值突然升高,见表1。图1为表1中各振动值测量点示意图。

表1 手持测振仪测量机组振动记录一 μm
韶钢炼铁部点检站人员根据轴承座振动数据分析,怀疑4号轴承座的紧固螺丝因长期振动被拉长造成松动,引起轴承座振动幅度加大。决定逐个更换4号轴承座的4只M36螺丝,随后更换4个地脚螺丝并紧固,重新开机。开机后随着机组速度的逐步提升,发电机的振动幅度仍不断增大(详见表2),当提速至2 600 r/min时,整个机组产生晃动,发电机励磁端轴振动速度达28.3 mm/s,联轴器端轴振动速度达12.5 mm/s,机组被迫紧急停机。

图1 发电机轴承座振动测量点示意图

表2 手持测振仪测量机组振动记录二 μm
经分析知,由于更换地脚螺丝后,轴承座位置发生了变化,破坏了机组原有的对中状态,造成机组振动幅度增大,设备故障更加劣化,最终停机。随后定于2015年1月17日进行检修,排除设备故障,在1 月20号恢复发电生产。
2 机械振动原因的查找与分析
2.1机械振动原因的查找
7号TRT发电机新转子是于2013年1月31日向沈阳发电机制造厂定制回厂并被存放到韶钢备件库的。到现场看转子时,转子在长21 m的大拖头车上,箱体主轴支撑的枕木已经断开,转子是被倾斜运输到现场(如图2所示)的,转子在支撑枕木断裂后,与另外一个枕木发生碰撞(如图3所示)。

图2 运输现场一

图3 运输现场二
新转子是于2013年7月年检修时被更换的,但在试机时就发现发电机两端轴承座振动速度偏大,联轴器端1.83 mm/s,励磁端2.17 mm/s。经过多次检查和调整仍然没有改变。因此,不排除在运输途中由于保护不当使转子受损而造成转子出厂前的动平衡精度被破坏。
随着生产的延续,发电机励磁端轴承座振动幅度不断增大。这说明,发电机振动原因还未找到,设备故障一直存在并不断劣化。2015年1月17日,利用3 d的检修时间针对可能造成发电机振动的故障原因进行查找和排除。
2.2机组轴线对中的检测
依据7号TRT机组安装对中找正要求。使用激光对中仪检测,将检测数据与2014年7月20日修后的数据比较(见表3),可以看出7号TRT发电机组的轴线对中已经发生了很大的变化。分析变化原因有二:一是发电机的长期振动造成紧固件发生了松动;二是由于2015年1月16日中班对发电机4号轴承座底座螺丝进行逐个更换,使轴承座原有的弹性变形应力释放了出来,破坏了机组原有的轴系对中,这是造成机组振动突然增大的主要原因之一。
2.3发电机径向支承滑动轴承的检测
拆卸发电机两端轴承座上盖及径向支承滑动轴承,检测滑动轴承的间隙和上盖紧力和磨损状况,靠联轴器端(3号)轴瓦运行情况良好,但励磁端(4号)下轴瓦60°~90°的位置有一处25 mm×25 mm的严重磨损痕迹并存在两处裂纹(见图4、图5)。
分析原因有三:一是由于长期(运行了7年)受到转子振动产生的交变力的影响使润滑轴瓦材料发生质的退化;二是轴承座与转子轴线存在不平行或不垂直;三是在装配滑动轴承时还没有盘顺转子就压紧轴承上盖,使轴瓦被压偏,这也是造成机组振动轴瓦温度偏高的原因之一。

表3 检修前后对中检测数据对比 mm
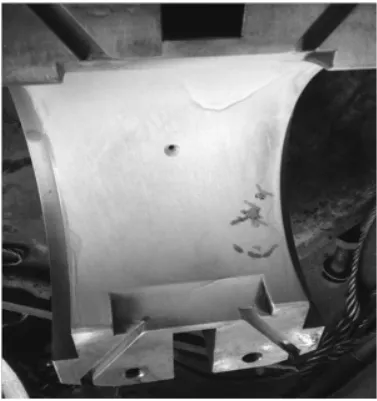
图4 图片1

图5 图片2
2.4发电机轴承座和底座地脚螺丝的检查
使用大锤和敲击扳手检查发电机底座地脚螺丝,有11支地脚螺丝存在松动现象。励磁端轴承座与底座绝缘良好,底座与轴承座相配的两块焊接加强平垫板有渗油现象,用裂纹渗透剂检查发现焊缝有裂纹(见图6、图7)。对两块加强平垫板与底座的焊接采用包围平角焊,容易产生钢板之间的间隙和焊接应力,在发电机长期振动的工况下,钢板之间产生共振,焊接内应力释放,加之焊接质量差,产生焊缝裂纹,共振加大,也是发电机振动的原因之一。

图6 图片3

图7 图片4
2.5发电机转子、励磁机及硅整流盘的检查
拆卸发电机和励磁机防护罩,检查和检测发电机和励磁机的空气间隙及发电机转子、励磁机、硅整流盘上的平衡块有无松动移位的状况,并与2013年7 月22日修后数据作比较,见下页图8、图9以及表4。
通过数据比较可以看出发电机和励磁机的空气间隙发生了变化,说明发电机转子支承轴承座发生位移,破坏了原有的轴系对中,是造成机械振动的主要原因之一。
用目测、手摇、紫铜棒轻敲的方法检查发电机转子和硅整流盘上的平衡块有无松动移位的状况,发电机转子上的平衡块没有松动迹象,而硅整流盘两侧共17块平衡块出现了松动和位移现象(见下页图10、11)。

图8 2013年7月22日修后发电机空气间隙(mm)
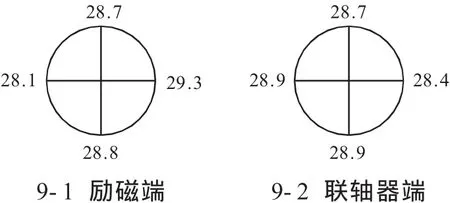
图9 2015年1月17日修前发电机空气间隙(mm)
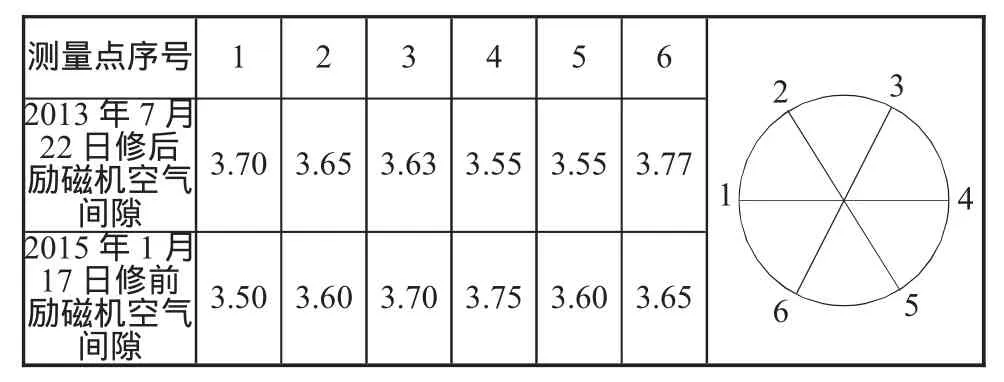
表4 励磁机空气间隙 mm

图10 图片5

图11 图片6
硅整流盘材料主体是铝合金,根据以往检修记录知,对硅整流盘只做过单体动平衡,从未将其套装在发电机转子上做整体动平衡,这样就降低了发电机转子的平衡精度,这也是造成机械振动的原因之一。
3 修复措施与方法
通过对发电机系统的检查和检测,找到了造成发电机组机械振动的五个关联因素并采取针对性的修复方法。
1)重新检查和紧固发电机组的地脚螺丝。
2)对底座与轴承座相配的两块加强平垫板用螺栓压紧后对焊接裂纹进行补焊。
3)对发电机励磁端支承滑动轴承进行修复,重新调整轴承座,研磨瓦背和瓦面、检测调整轴承顶间隙、侧间隙、压盖紧力,达到技术要求。
4)对硅整流盘两侧出现的松动和位移共17块平衡块进行复位和紧固。
5)以透平机为基准,重新调整发电机的轴线对中,达到技术要求范围。
6)重新检测调整发电机、励磁机的空气间隙,达到技术要求范围。
7)按照机组装配技术要求和规范,对机组进行清洗回装后按机组试车要求进行准备。
4 修复过程与效果
2015年1月20日中班,对7号TRT进行了不带负荷试机,符合要求后投入发电生产。期间所检测数据如表5所示。

表5 手持测振仪测量机组振动(双振幅)记录一 μm
根据7号TRT试机和并网发电运行所检测的数据来对比分析,机组的运行状况基本恢复到2013 年7月年修后的状态,可以进行发电生产。但是,从发电机运行状况和所检测的数据来分析,发电机转子的轴振动速度依然偏大(3号2.58 mm/s、4号2.08 mm/s),这说明发电机转子依然存在动不平衡,如果不进行彻底处理,还会引发设备故障。
根据高炉透平发电机的动力来源于高炉煤气轴流透平机,由于受到高炉冶炼工况的影响,转数相对不稳定,而且开停一次机都要开停一次煤气截止阀,影响高炉生产的正常运行。由于电气控制的原因,发电机不能反接作为电动机使用,经过设备管理部门决定,利用2015年2月7日后7号高炉年修时间较长的机会,将发电机转子和硅整流盘送到陕西鼓风机厂做整体动平衡。
2015年2月28日,电机转子在陕西鼓风机厂做整体动平衡返回后,按照机组装配技术要求和规范,对机组进行调试、清洗回装后按机组试车要求进行准备。3月7日,进行了试机,符合要求后,投入发电生产。期间所检测数据如第117页表6所示。
根据7号TRT试机数据和并网发电运行所检测的数据的对比分析知,机组的运行状况良好,说明此次对发电机的检修达到了良好的效果。

表6 手持测振仪测量机组振动(双振幅)记录二 μm
5 结语
此次对7号高炉TRT机组发电机的检修,从容易发生机械振动的故障原因进行逐个分析和查找,采取针对性的措施和方法对振动点进行逐个排除,取得了良好的效果,为今后高炉煤气透平发电机组(TRT)的检修积累了宝贵经验。
(编辑:胡玉香)
Analysis and Treatment Measures on Reasons of Mechanical Vibration of Electric Generator
ZHU Chunbo,XUE Hong,LUO Weijia,LI Jianrong
(Equipment Maintenance Department of Shaogang Engineering Technology Co.,Ltd.,Shaoguan Guangdong 512123)
This paper indicates the phenomena of mechanical vibration faults of the TRT in NO.7 ironmaking department.By analysis and finding the cause of the problems of mechanical vibration one by one,corresponding measures and methods are adopted to correct the vibration,which got good results.
generator,mechanical vibration,reason analysis,treatment measure
TM31
A
1672-1152(2016)04-0081-03
10.16525/j.cnki.cn14-1167/tf.2016.04.28
经验交流
2016-08-09
朱春波(1981—),男,机械工程师,研究方向:冶金机械。