三代非能动AP1000安注箱设计特点概述
2016-10-12姚兆祯张丽艳王秉熙李辉饶德林
姚兆祯 张丽艳 王秉熙 李辉 饶德林
(1.上海交通大学 2.上海核工程研究设计院)
设计与计算
三代非能动AP1000安注箱设计特点概述
姚兆祯*1,2张丽艳2王秉熙2李辉2饶德林1
(1.上海交通大学2.上海核工程研究设计院)
从设计参数、结构型式、材料选择等方面介绍AP1000核岛主设备安注箱的主要设计特点,对安注箱的研究与工程设计具有一定的参考价值。高剪切强度不锈钢复合钢板是AP1000安注箱的特选材料,在核电厂核岛主设备上属首次应用,有必要开展专项科研进一步研究其性能特点。
安注箱球壳核电厂复合钢板密封压力容器
0 前言
AP1000先进非能动型压水堆是西屋公司在AP600基础上设计开发的第三代核电技术压水堆。它的设计特点是在传统成熟的压水堆核电技术的基础上,安全系统采用 “非能动”的设计理念,利用重力、自然循环 (蒸发、冷凝和密度差)以及气体蓄能驱动流体流动等自然物理原理带走堆芯余热和安全壳的热量,而不需要外部能源。AP1000设计具有先进的非能动安全特性,并且电厂得到进一步简化,提高了安全性,改良了建造工艺,增强了电厂的运行能力和可维修性[1]。
AP1000安注箱是第三代核电厂非能动堆芯冷却系统 (PXS)的关键设备之一。在发生冷却剂丧失事故 (LOCA)时,安注箱以大流量和高流速向反应堆压力容器注入硼水,初始再淹没并持续注射约2.7 min使堆芯快速冷却。在小LOCA和反应堆冷却剂系统 (RCS)自动卸压时,安注箱也提供辅助堆芯冷却功能。
本文从设计参数、结构型式、材料选择等方面详细讨论AP1000安注箱的主要设计特点。
1 AP1000安注箱的设计参数
安注箱是一个内衬不锈钢的低合金钢球形容器,以裙座支撑,并使用地脚螺栓固定于安全壳地面。其设计参数如表1所示,总体结构如图1所示。安注箱主体 (上、中、下)由球壳、人孔、设备接管和裙座等零部件组成。
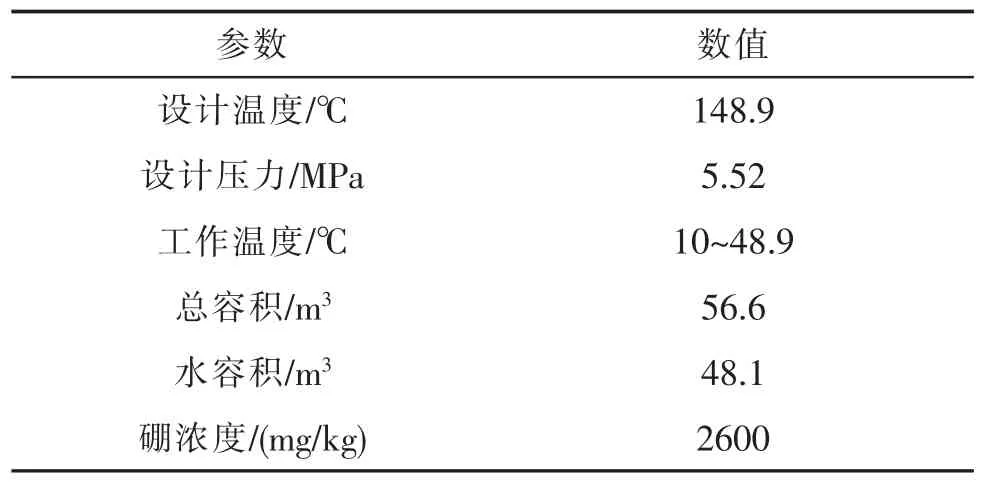
表1 安注箱设计参数[2]
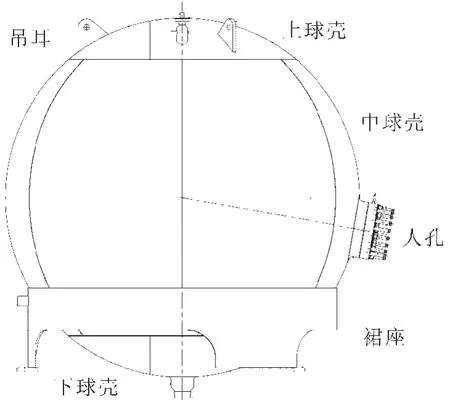
图1 AP1000安注箱总体结构
2 AP1000安注箱的结构设计特点
2.1结构型式
安注箱是一个球形容器,表2列出了AP1000核岛各主设备的结构型式和所采用的承压边界材料,其中仅安注箱为球形。从核电技术的发展来看,早期核电厂的安注箱也为立式圆筒形。AP1000安注箱为安全三级设备 (class 3 vessel),须按ASME规范第Ⅲ卷及附录的方法[3]进行材料设计与计算。球形的结构型式使安注箱的设计与众不同。
安注箱设计为球形,综合考虑了以下几个方面的因素:
(1)球形容器占地面积小,在反应堆厂房布置时场地利用率最高。
(2)安注箱设计为球形时,结构简单,承压部位仅为球壳;安注箱设计为圆筒形时,承压部位包括凸形封头和筒体。

表2 AP1000核岛主设备的承压边界材料与结构型式
(3)ASME规范第Ⅲ卷ND分篇分别给出了球形壳体与圆筒形壳体的厚度计算公式,即下述式 (1)与式 (2)。当壳体的内压、内径及材料相同时,球壳厚度仅为圆筒厚度的一半;相同的压力与容积条件下,球形容器质量最小。如安注箱采用圆筒形的结构型式,会造成材料浪费,设备受力状态也不如球形容器均匀,厚板材质与焊接质量也可能比薄板差。
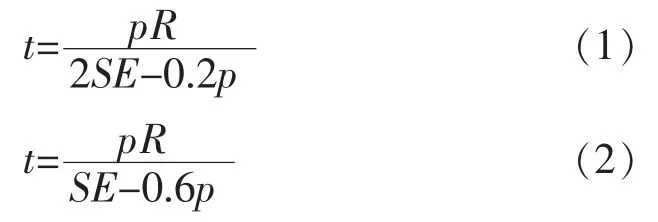
式中p——设计压力;
R——壳体内半径;
S——许用应力。
(4)整个安注箱球壳由十块钢板分带分块对称拼焊而成,焊缝有规则,焊接内应力较为均匀。但由于球壳板 (瓜瓣)规格尺寸大小不一,瓜瓣只允许在本带对称位置互换,下料成形较为复杂,原材料利用率低,拼接焊缝较长。球壳组焊时需严格保证装配精度,以防壳体局部产生过高的附加应力。
AP1000安注箱的容积超过50 m3,球形设计的综合指标优于圆筒形。
2.2密封型式
安注箱的密封垫片选用缠绕垫片。人孔座、缠绕垫片与人孔盖 (衬垫)的组合形成类似法兰凹槽面-平面的密封结构。
根据垫片设计手册的描述,缠绕垫片是通过在金属缠绕心轴的外围缠绕预成形的金属带和填料制成的。AP1000安注箱的缠绕垫片为基本结构型(R型),具有更大和更好的稳定性和密封性。
对安注箱的密封结构分析如下:人孔座上加工出的凹槽与人孔盖 (衬垫)组合形成安置垫片的空间。受此空间限制,垫片不会被挤出压紧面,而且较少受介质冲刷与腐蚀。这种结构使垫片安装易于对中,垫片受力均匀,密封可靠,更换也方便,适用于辐射环境下的核岛设备。在螺栓预紧后,人孔盖与凹槽的金属表面发生金属与金属的接触。这种结构的特点是将缠绕垫片压缩到预定的厚度后,继续追加螺栓载荷直到发生金属接触。当介质压力与温度发生波动时,垫片上的密封载荷不发生改变,保持在最佳泄漏控制状态,同时螺栓不承受循环载荷,减少了疲劳或松脱的危险。这被称为 “控制压缩垫片”的密封理念[4]。
对螺栓连接件进行设计计算是国内外压力容器规范对于垫片法兰接头最通用的设计方法。根据设备工况可知,安注箱人孔密封结构承受工作介质的静压力和垫片压紧力。能否有效地进行密封,关键就在于装配时螺栓是否有足够的预紧力和载荷是否均匀。因此,要防止受载后人孔座与人孔盖发生相对滑移,以免垫片无法贴合密封面而失效。
AP1000安注箱人孔密封系统螺栓所受载荷、所需面积与实际面积,详见表3所示。
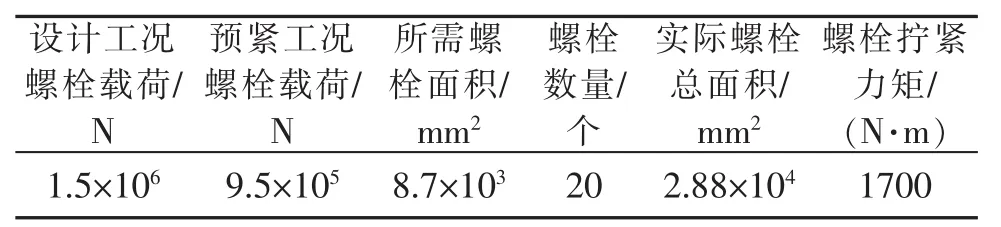
表3 安注箱人孔密封结构的设计计算
2.3拉伸螺栓
人孔密封的有效性涉及到设备设计、制造、安装和使用等多个方面[5]。在设计方面,既要保证各个零部件具有一定强度,使其在工作条件下长期操作仍保持完好,还要保证人孔座与螺栓具有一定刚度,使其在工作条件下有效地控制介质不发生泄漏。其中,螺栓预紧力足够和载荷均匀是保证有效密封最主要的控制因素。为此,安注箱的人孔螺栓设计为拉伸螺栓,并配套螺栓拉伸机实现紧固。
拉伸螺栓由螺栓主体和芯杆组成。可通过测量螺栓伸长量来检验密封的有效性。安注箱人孔 (一圈)总共设置了20个拉伸螺栓,它们具有相同的结构型式。螺栓在拧紧后受拉伸长,其与预紧前的初始长度之差即为螺栓伸长量。芯杆仅在一端通过螺纹与螺栓连接,另一端在螺栓芯部自由悬空,因此螺栓伸长时芯杆长度保持不变。分别测量螺栓拧紧前后的芯杆位置L1与L2,即得到螺栓伸长量ΔL=L2-L1。根据材料力学胡克定律式 (3),在材料线弹性范围内,变形量ΔL与外力F和杆长L成正比,与拉压刚度EA成反比。因此,可通过控制螺栓伸长量的方式拧紧螺栓,其作用等同于控制螺栓载荷F(或拧紧力矩)。

使用螺栓拉伸机拆卸和装配人孔螺栓是安注箱的设计要求之一。这种操作方式的优点是可以以一个固定的载荷同时紧固或拆卸多个螺栓,保证载荷输出均匀且操作便捷。相对扳手而言,螺栓拉伸机以纯拉力直接拉长螺栓,不输出扭矩与剪切力,对接触面无摩擦损伤,可精确控制螺栓预紧力。为了方便使用螺栓拉伸机,人孔螺栓需要比普通螺栓更长。在空间较小的场合螺栓拉伸机操作会受到一定的限制,因此安注箱人孔螺栓设计了一个六角头端面,以便在螺栓拉伸机无法操作时使用扳手,手工拧紧螺栓。
3 AP1000安注箱的材料设计特点
用于安注箱承压部件的材料应具备足够的强度、塑韧性和耐热性,以保证结构的稳定性和完整性。其接触硼水的内表面要求材料化学稳定性好,耐腐蚀性好,对晶间腐蚀和应力腐蚀不敏感。从经济性来说,材料必须来源方便,生产工艺简单易行,制造成本低廉,使用经验丰富。此外,安注箱关键材料的选用必须严格遵循质量保证程序。AP1000安注箱的选材综合考虑了上述原则,其主要零部件的材料如表4所示。
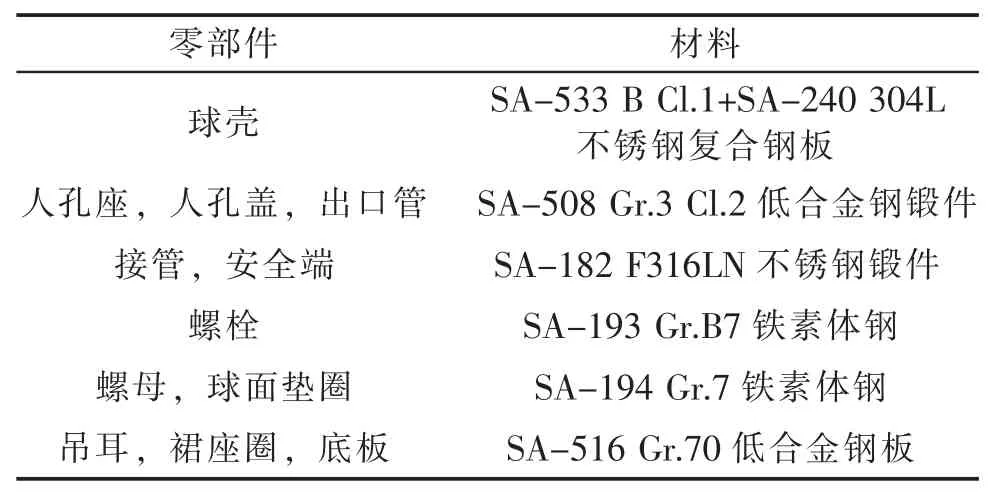
表4 AP1000安注箱主要零部件的材料
3.1不锈钢复合钢板
不锈钢复合钢板的使用,是AP1000安注箱一大设计特点。复合钢板是利用复合技术使两种或两种以上的物理、化学、力学性能不同的金属板材在界面上实现牢固冶金结合而制备的一种层状金属材料。复合钢板的基层主要是为了满足强度和刚度要求,而覆层主要是为了保证材料具有足够的耐腐蚀、耐磨损性能。它允许设计人员按照结构的要求,灵活选择基板和覆板材料以及采用相应的制造工艺。复合材料的综合性能往往优于传统的单一材料,或具有单一材料所没有的性能。根据计算,若安注箱球壳采用纯不锈钢板制造,其球壳厚度将是不锈钢复合钢板厚度的1.23倍。
AP1000安注箱使用 SA-533 B Cl.1+SA-240 304L不锈钢复合钢板作为球壳材料,这与其他主设备采用 “低合金钢+不锈钢堆焊”材料的设计有所不同,如表2所示。这种设计主要考虑到安注箱球壳半径大、厚度小的结构因素以及锻件成材率低的工艺因素;另一方面,还考虑到在低合金钢板上直接堆焊会造成很大变形或产生层状撕裂,无法控制容器最终装配精度与表面质量。根据设计要求,AP1000安注箱采用不锈钢复合钢板需要进行化学成分分析,基板的拉伸、冲击、弯曲试验以及复合钢板剪切强度、结合强度试验。复合钢板的剪切强度应不低于310 MPa,该要求比ASME规范第Ⅱ卷A篇SA-264的140 MPa剪切强度要求更严格。
用于制造安注箱球壳的复合钢板在成形时分别使用热压及冷压成形工艺。球壳在热压成形后还需进行性能热处理,以使材料恢复到初始的力学性能。复合钢板母材在球壳成形时未发生开裂,证明钢板具有良好的塑性;复合钢板结合面未发生脱离或分层,证明其具有足够的剪切强度。
3.2锻件
安注箱的人孔座、人孔盖和出口管使用SA-508 Gr.3 Cl.2低合金钢锻件材料;接管与安全端使用SA-182 F316LN不锈钢锻件材料。锻件的特点是根据需要可设计制造成筒形、环形、饼形、碗形、条形等任意形状,如人孔座、出口管等涉及开孔补强的零部件则无需在钢板上开孔并焊接接管,可由锻件整体成形。这样在制造上就避免了焊接、热处理和焊缝无损检测。对容器而言,少了一道焊缝,降低了焊缝失效造成泄漏的风险,在核电厂停堆检修时也无需在开孔部位进行在役检测。
根据设计要求,SA-508 Gr.3 Cl.2低合金钢锻件需要进行化学成分、拉伸、落锤、冲击等试验。锻件的实际无塑性转变温度 (NDTT)应当不超过-21℃。
3.3焊材
安注箱球壳复合钢板基层拼接焊缝所用焊材为低合金钢焊材;复层不锈钢板焊缝、低合金钢锻件表面堆焊所用焊材为不锈钢焊材;出口管与安全端焊接、接管与壳体焊接的焊材为镍基焊材。
不锈钢及镍基合金的优点在于:具有良好的抗腐蚀能力和抗氧化能力;强度较高,韧性塑性较好,且在高温下仍能保持足够的强度;无须进行焊后热处理等。
焊材的性能指标设计成与焊缝两侧的母材相同。根据设计要求,焊材需进行熔敷金属化学成分分析、拉伸试验、焊缝金属的冲击韧性试验等。
4 总结
(1)本文从设计参数、结构型式、材料选择等方面介绍了AP1000核岛主设备安注箱的主要设计特点,对安注箱的研究与工程设计具有一定的参考价值。
(2)高剪切强度不锈钢复合钢板是AP1000安注箱的特选材料,在核电厂核岛主设备上属首次应用,这也是安注箱的一大设计特点。就目前而言,国产化复合钢板质量稳定性差,对核电项目的供货能力弱,普遍表现为部分力学性能 (如弯曲试验)不过关,钢板剪切强度良品率低,从而造成复合钢板造价偏高。因此很有必要对AP1000安注箱用复合钢板所需性能开展专项科研,推动产品质量进步和技术创新。
[1]西屋电气公司.西屋公司的AP1000先进非能动型核电厂 [J].现代电力,2006,23(5):55-65.
[2]林诚格.非能动安全先进核电厂AP1000[M].北京:原子能出版社,2008.
[3]ASME Boiler and Pressure Vessel Code,SectionⅢ,Rules for Construction of Nuclear Power Plant Components [S].New York,1998.
[4]蔡仁良,顾伯勤,宋鹏云.过程装备密封技术 [M].北京:化学工业出版社,2006.
[5]戴季煌,陈泽溥,朱秋尔.承压设备设计典型问题精解 [M].北京:化学工业出版社,2010.
Design Characteristics of AP1000 Accumulator Tank in GenⅢ-Advanced Passive PWR
Yao ZhaozhenZhang LiyanWang BingxiLi HuiRao Delin
The main design characteristics of the AP1000 accumulator tank in genⅢ-advanced passive PWR are described according to the design parameters,structural type and material selection,which is of great value for the research and engineering design of the accumulator tank.It is the initiate to use the stainless steel clad plate with the high shear strength as the selected material for the AP1000 accumulator tank on the nuclear island main equipment of the nuclear power plant so that it is necessary to carry out the dedicated project to research its performance features.
Accumulator tank;Spherical shell;Nuclear power plant;Clad plate;Sealing;Pressure vessel
TQ 050.2DOI:10.16759/j.cnki.issn.1007-7251.2016.06.001
2015-09-12)
*姚兆祯,男,1984年生,工程师,在职研究生。上海市,200240。
