基于物联网技术的饲料加工可追溯控制系统
2016-09-28褚慎强上海富朗特动物保健有限公司上海金山201615
褚慎强(上海富朗特动物保健有限公司,上海 金山 201615)
基于物联网技术的饲料加工可追溯控制系统
褚慎强
(上海富朗特动物保健有限公司,上海 金山201615)
本人现就任于上海富朗特动物保健有限公司(以下简称“富朗特”),富朗特是以生产多种维生素为主的一家公司,但是今天在这里并非向大家介绍维生素在动物中的利用,而是要分享基于物联网技术的饲料加工可追溯控制系统。
目前,饲料生产过程中的困惑,首先是配方,优秀的配方能为客户解决很多问题。但是,如何让生产体系再现配方设计的概念是个重要的问题。其次为成本,合适的成本可以为客户带来更大的竞争力,可是成本已经没有下降的空间,价格作为一把双刃剑,伤害他人更伤害自己。
个人理解的质量是配方和成本的保障,任何一切考虑的问题都建立在产品质量的基础上,这里的质量一方面是指产品能最大程度地表达配方师的设计意图。配方师在设计特定的营养配方时,是按照自身意图来设计,但在整个加工过程中如何再现该配方的意图,这就是所谓的质量。另一方面,质量要最大程度地反映使用者的成本核算方式,客户花钱买的是营养,并非是消耗。如果产品原料、加工选择和检测都没问题,但在饲喂过程中,稳定性发生了变化,那么客户的成本核算方式会遭到质疑。
饲料产品的质量保证,必须涉及过程化控制体系、质量保障体系、6S管理体系三大部分。大家都知道5S体系,而6S是在5S体系的基础上增加了安全生产管理,这里提到的“安全”范围很广,不仅仅是人员的安全,还囊括了工厂的整体运营,包括质量安全、财物安全、信息安全等。这里应该将质量安全放在第一位,因为没有质量的产品就没有客户,也就无所谓财物安全、信息安全了。
作为企业,质量的重点在于:第一是外观,例如客户无法接受产品外观;第二是含量,含量合格的产品未必是好产品,因为其稳定性可能存在问题,这里牵涉到整个生产链,包括企业对供应商的审核以及对原料的特定需求;第三是如何解决客户的问题,今天主要介绍图1中红线下面的部分——收货、生产、品控、仓储,即基于物联网技术的饲料加工可追溯控制系统。
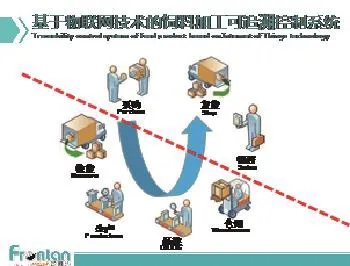
图1 基于物联网技术的饲料加工可追溯控制系统
很多饲料企业包括外资企业,如果对质量缺乏保障时,都会安排一个“现场审核”的职位(IPC),主要职责是复核配料员的配料。但个人理解这里会出现一个“兄弟效应”,当一个员工犯错时,心里可能会存在不安情绪。但是,当相互关系非常好的另一位员工进行复核签字后,那么存在的问题可能会瞒天过海。只有当客户投诉后,才会知道产品出现了问题,这个时候一般都为时已晚,大量的不良后果已经产生。因此,问一下各位,企业到底需要多少现场审核员才够用呢?
这里提出了一个物联网的概念,这个概念前两年提的较多,但是个人认为企业不需要着急地将整个供应链做成物联网,因为这项工作相当复杂。假设我们将工厂围墙内部的功能和系统连接起来,那么可以称之为局域物联网。在建立工厂局域网之前,需要了解任何工厂的围墙内都是为了生产,而在围墙外都是为了客户,这是工厂建立的理由,因而可以说工厂是为质量而生,质量是为客户而生。通过对这些的认识可以建立一个工厂围墙内局域网的大框架。
物联网的概念,首先是万物相联的网络;其次是业务和应用的互联网。无论是工厂内部的局域网还是外围的互联网,其本质都是业务和应用的网络。其中物联网的关键技术包括无线射频,也称“RFID”,是一种非接触识别技术,在应用中优于条形码识别技术。其他的关键技术还有云服务、移动终端、可编程控制器(Programmable Logic Controller,PLC)、传感器等。工厂内部局域网的建设,最重要的是将RFID、PLC及传感器连接起来。目前,国家鼓励发展“两化融合”项目,个人理解这里的“两化”是将信息化,同工业化相结合。以前使用电脑的方式是配方师将配方发给工厂,工厂拿到配方后再次输入电脑,利用电脑进行自动化生产。在这中间多出了一个再输入的环节,如何保证再输入的内容和原配方内容完全一致,即使一致也属于重复劳动。然而,在物联网的概念中,一切重复的内容都是可以通过“分享”来完成的。例如:在ERP中的配方一旦被销售订单“激活”,就会自动将配方发给工厂的计算机,工厂的生产系统就会自动控制设备生产,同时,标签系统准备就绪…
物联网可以解决原料用错、工艺控制失误、包装材料用错、成品发错等问题,此外还可以解决包括原料控制、订单管理、客户关系管理、物流管理等诸多问题。这里向大家展示一下富朗特公司现在用的可追溯控制系统SCT(Software Control of Traceability),这是一个集成系统。通过该系统包含五项主要功能,即数据采集、工艺联锁、工厂生产、智能纠错以及报表系统,这五项核心功能都由核心数据库统一管理。对于管理层来说,只需要将自己所需流程、计划的规则放入该数据库中,该系统就会忠实地去执行。
数据采集主要通过无线射频的方式采集两个主要数据,第一个是员工身份,如该员工是否授权进入该区域。第二个是物料准确,无线射频会判断经过的每份物料是否符合核心数据库的需求。如果员工身份或物料出现错误,那么该生产线会自动停止生产,防止错误发生,同时会有声光报警及提示文字告知错误,并指出纠正措施。这一整套的中断、报警、提示、纠正等系统,称之为“工艺联锁”。
一个企业中,无论是部门还是岗位,在工作时都是站在自身所在部门或岗位的基础上来思考问题,认为这种做法效率最高。可是管理层不能指望每一个工人都站在企业或车间的立场来看待效率问题。那如何提高效率呢?将效率的规则放入该系统服务器,那么服务器会对每个部门和岗位进行提示,告诉谁该去做什么,该如何去做,将整个工厂有机结合起来。
智能纠错,即将风险远离现场。从前的条形码识别,从质量控制的角度来说,意味着该识别方式会让可能的风险到达生产现场,而企业所需要的是风险防控,这就是矛盾所在。而该智能纠错是在车间通道上安装红灯和绿灯,当员工拿取物料时,绿灯亮则继续,红灯亮则表示出现错误,需要停下来进行检查。这种手段,通过无线射频完全可以做到,且方便快捷。
最后一个功能为报表系统,当员工身份和物料标识都使用了电子标签,理论上记录不需要员工进行复核签字,只需要保管好电子标签即可,该电子标签就类似于工厂的内部“身份证”。这种方式比人工记录更具时效性和准确性。在该系统的核心数据库中,存储了所有员工的操作信息、物料信息、设备和控制信息、订单信息、入库及发货信息等。将这些信息按照相应要求组合起来,形成的报表就是“批记录”。当然,也可以按照其他要求将其他信息组合成报表,该报表系统是一个相对灵活和弹性的系统。
以上所说都是SCT系统功能,现在使用的SCT系统包含四个组成部分,即西门子PLC,用来执行控制逻辑和设备;西门子WINCC,用来图形化控制,人机交互;RFID无线射频,即电子标签;ERP接口,与ERP自动数据交换。这四个组成部分都是商业化的系统或硬件。而SCT系统则是将以上四个系统或硬件集成起来,使单个系统按照需求有机运作。

图2 SCT系统软件模型图
图2展示了这个软件的模型,图右下方为原料,原料到达工厂后,入库员工需要通过ERP根据传统标签的要求录入数据。录完数据后,会启动质量部的人机交互界面,会通知质量部在限定时间内确定原料是否合格。合格后,之前输入的信息将会写入电子标签,且每一个都拥有各自的电子标签。当原料进入车间时,各个识别天线会读到电子标签,通过系统运算实时显示该物料进入的区域。服务器将通过电子标签,自动判断该物料是否应该出现在该区域,如若发现问题,会及时停止设备运转。这都需要PLC来实现,PLC是指在工业生产过程中,对大量的开关顺序加以控制的设备,并采用程序化的手段应用于电气控制,又称为可编程序控制器。传统的电脑和手机输出的是文字和图像,而PLC输出的是开关信号,因而当给PLC输入某一段程序后,PLC将会输出开关信号来运行或者停止相应的设备,这是信息化与工业化结合的关键部分。另外,在第三方的计算机语言支持下,PLC也可以与ERP进行数据交换,这些数据是告知财务今天生产的订单使用了哪些批号的原料。
此外,视窗控制中心模块(WINCC)也非常关键,西门子开发的WINCC是同微软公司联合研发。在现代化加工企业中,整个生产车间采用无人化全自动生产,而企业负责人希望“眼见为实”,WINCC就可以将整个工厂的运行状态以图形或者动画的方式表现在计算机的显示器上。另外,西门子开发WINCC还支持第三方程序介入,这是一个标准的工业化接口。同时还提供报警和报表系统,可以实现告知生产加工过程中设备的异常情况,如设备延迟、阀门是否打开等。
接下来,该系统中的无线射频识别——RFID,与常用的条形码相比较,条形码存在一定的劣势。首先,条形码在运输过程中容易磨损以至无法扫描。其次,只能扫描肉眼范围内的条形码。其三,如果重复扫描同一个条形码,计算机无法分辨,会认为是两个物品,增加了扫描的不确定性。同样的货物运输方式,采用RFID的优势在于,首先人员不用到达扫描现场;其次运输车辆无需停车,节省运输时间;最后,当运输车辆经过扫描区域时,车上所有带有电子标签的货物,都会在同一时间被计算机记录,大大节省了人力成本,同时减少了人为的失误。
该系统最后一部分为ERP接口,其是ERP系统与其他系统的数据传输,或数据交互;用来定义两个对象通信的契约;为了一个共同目标而多方协同工作。
最后,我们总结一下SCT系统的特点在于:与ERP自动对接;专为维生素生产定制的软件;所有维生素全部进料仓;原料在工厂内全部采用RFID;数据统筹管理。最终是为了按照客户的需求生产品质一流的产品。
F273
C
1001-0769(2016)08-0078-03
