车床数控系统人机操作界面设计研究
2016-09-27北京航天数控系统有限公司杜瑞芳
北京航天数控系统有限公司 李 悦 杜瑞芳
车床数控系统人机操作界面设计研究
北京航天数控系统有限公司李悦杜瑞芳
人机操作界面是用户和机床相互传递信息的媒介,良好的操作界面能够提高数控系统操作效率和准确性。通过分析车床数控系统的加工特点及实现功能,提出车床数控系统的人机操作界面的设计原则和规范,并应用于实际产品开发中,提升了产品的市场竞争力。
工业设计;数控机床;数控技术;人机操作
0 引言
数控技术是先进制造技术的核心,是制造业实现自动化、网络化、柔性化、集成化的基础。数控系统正朝着高速度、高精度、智能化、高可靠性方向发展。人机操作作界面作为操作者和机床之间交互的纽带,直接影响到数控系统的加工效率、操作性、安全性和可靠性等。因此人机操作界面设计是数控系统设计中的一个重要环节。
1 人机操作界面组成
人机操作界面是操作者实时控制和了解机床状态的窗口,是数控指令输入和信息反馈的接口。人机操作界面由若干页面组成,每个页面包含若个反映系统状态的信息。根据信息内容的不同,可分为静态信息和动态信息。静态信息是指页面中提示性信息、说明性文字、修饰性图形等,由字母、字符和图形构成;动态信息指页面中需要实时刷新的数字或能够被用户修改的数值信息,见图1所示。

图1 人机操作界面组成示意图
2 人机操作界面设计原则
1)总体性原则,即对系统人机界面作整体规划和布局;
2)重要性原则,即把操作者最为关心和重要的内容突出显示在界面中,以方便用户的操作和观察;
3)功能分组原则,即对所有系统功能进行归类,将具有相同功能的类划分到同一界面;
4)操作频率原则,即把用户频繁操作的内容布置在界面最佳视野和控制区;
5)操作次序原则,即按照操作过程的先后顺序进行布局设计;
6)界面舒适性和一致性原则,即应采用合理的界面主色彩,同时保证用户始终思考和操作的连续性;
7)直观简洁性原则,即让用户的操作方便顺手;
8)提供帮助原则,即应提供给用户基本的操作指导说明。
3 车床数控系统人机操作界面设计规范
根据车床数控系统及其加工工艺特点,把系统分为自动方式、手动方式、文件管理、参数管理、信息检测、报警信息、数据传输七个功能模块。根据每个功能模块所实现的功能不同分别设计相对应的人机操作界面。
3.1自动方式
自动方式是实现系统按照用户预先编制的零件加工文件,自动执行每一条加工程序的功能。
自动方式界面显示系统自动加工过程中的相关信息,包含以下信息:
1)运行方式:包括自动方式、单段方式、MDI方式;
2)运行状态:显示当前机床运行状态:停止、运行、停止等待;
3)程序名:正在执行或已加载的加工程序
4)切削时间:当前程序的执行时间(时、分、秒);
5)主轴倍率:以百分比显示主轴倍率;
6)进给倍率:以百分比显示进给倍率;
7)快速进给倍率:以百分比显示快速进给倍率;
8)当前进给速度F:以毫米/分为单位显示;
9)M代码:最后执行的M功能;
10)S代码:最后执行的S功能;
11)T代码:最后执行的T功能;
12)X、Z轴名:显示当前运动轴的名称;
13)X、Z坐标值:显示当前运动轴的坐标;
14)坐标类型:当前坐标值类型;
15)无刀偏工件坐标显示区:显示不包含刀具位置补偿数据的工件坐标值;
16)报警显示区:包括PLC报警显示和系统报警显示;
17)指令输入区”在MDI方式下,输入要执行的系统代码;
18)工件计数:显示已加工工件件数;
19)功能选择键:切换进入手动方式、切换进入参数方式、切换进入文件管理方式、切换进入系统诊断方式;
20)自动运行方式选择键:实现自动方式/单段方式切换;
21)坐标类型选择键:实现工件坐标、相对坐标、机床坐标、跟踪误差、反馈脉冲、剩余量间的切换;
22)显示方式选择键:实现工件坐标、综合坐标(工件坐标、相对坐标、机床坐标、剩余量)、程序方式、图形方式、MDI方式间的切换。
3.2手动方式
手动方式是实现手动控制各坐标轴运动功能。
手动方式界面显示系统手动控制各坐标轴运动过程中的相关信息,包含以下信息及功能:
1)运行方式:包括手动连续、手动增量、手动回零、手轮方式;
2)运行状态:显示当前机床运行状态:停止、运行;
3)系统时间:显示当前系统的时间(时、分、秒);
4)主轴倍率:以百分比显示主轴倍率;
5)进给倍率:以百分比显示进给倍率;
6)快速进给倍率:以百分比显示快速进给倍率;
7)当前进给速度F:以毫米/分为单位显示;
8)M代码:最后执行的M功能;
9)S代码:最后执行的S功能;
10)T代码:最后执行的T功能;
11)X、Z轴名:显示当前运动轴的名称;
12)X、Z坐标值:显示当前运动轴的坐标;
13)无刀偏工件坐标显示区:显示不包含刀具位置补偿数据的工件坐标值;
14)报警显示区:包括PLC报警显示和系统报警显示;
15)指令输入区:输入要的执行M、S、T代码;输入要设定的轴名和坐标值;
16)刀偏设置区:设置刀偏数据;
17)坐标类型选择键:实现工件坐标、相对坐标、机床坐标、跟踪误差、反馈脉冲、剩余量间的切换;
18)功能选择键:切换进入自动方式、切换进入参数方式、切换进入文件管理方式、切换进入系统诊断方式;
19)手动运行方式选择键:实现手动连续、手动增量、手动回零、手轮方式间切换。
3.3文件管理
用户可以对存储在文件存储区的文件进行各种文件操作,包括文件拷贝、文件改名、文件删除、文件编辑。
文件管理模块分为文件管理和文件编辑两部分功能。文件管理界面显示系统内存储的零件加工程序相关信息,文件编辑界面显示编写某个程序时相关信息。
文件管理界面包含以下信息及功能:
1)运行方式:显示当前运行方式为文件管理方式;
2)系统内存区:显示系统当前可用的存储空间大小、已存储文件个数及文件大小;
3)文件属性区:显示文件的名字、文件的大小、文件的创建时间;
4)系统内存区:显示系统当前可用的存储空间大小;
5)文件管理功能:(1)拷贝:文件的复制;(2)编辑:文件的编辑;(3)删除:文件的删除;(4)改名:文件的改名;(5)翻页:上翻页、下翻页;(6)文件传输:U盘输入、U盘输出、RS232输入、RS232输出。
文件编辑界面包含以下信息及功能:
1)文件名:当前编辑的文件名字;
2)编辑状态:插入/修改状态;3)光标位置信息:光标所在行数、列数;4)编辑区:代码输入区域;
5)信息提示行:操作指令的输入及信息反馈;
6)文件编辑功能:(1)文件存盘:保存文件及退出;(2)字符串查找:查找指定字符串;(3)删除一行:删除一行程序;(4)插入一行:插入一行程序;(5)光标跳转:调整光标位置;(6)块操作:定义块首、定义块尾、块拷贝、块删除、块取消;(7)计算器。
3.4参数管理
数控系统的参数繁多,按照参数的功能分类可以方便用户查找和编辑。通常分为机床参数、螺补参数、系统参数、刀补参数、工作原点参数、PLC参数等。
参数管理界面显示系统参数的相关信息,包含以下信息及功能:1)运行方式:显示当前运行方式为参数管理方式;
2)参数管理区:根据参数的功能不同对所有参数进行分组归类;
3)信息提示行:操作指令的输入及信息反馈;
4)密码输入:实现参数的分级管理;
5)参数清零:清除所有参数;6)参数信息:显示参数名;7)参数值:显示参数值;
8)参数说明:参数提示信息;9)页码:当前参数所在页数;10)光标移动:上、下、左、右移动光标。
3.5系统诊断
系统诊断是实现对系统接口的检测,包含以下信息及功能:1)键盘诊断:系统操作面板上的按键进行检测;
2)PLC诊断:系统PLC状态进行检测:(1)输入数据;(2)输出数据;
3)系统版本信息:显示系统软件版本、PLC版本。
3.6报警信息
报警是系统运行状态的重要记录,包含以下信息及功能:
1)NC报警:(1)报警号:报警编号;(2)报警时间:报警发生时间;(3)报警信息:报警内容;(4)系统时间;(5)系统日期;(6)保存:存储报警信息;(7)清除:清除报警信息。
2)PLC报警:(1)报警位号:报警位编号;(2)报警时间:报警发生时间;(3)报警信息:报警内容;(4)系统时间;(5)系统日期;(6)保存:存储报警信息;(7)清除:清除报警信息。
3.7数据传输
数据传输主要实现对系统参数、文件及梯图的加载和备份功能,包含以下信息及功能:
1)参数备份:把系统参数上传到PC机中;
2)参数加载:把PC中参数下载到系统参数存储区;
3)文件备份:把系统存储区中指定加工程序文件上传到PC机中;4)文件加载:把PC中指定加工程序文件下载到系统文件存储区;5)梯图备份:把系统梯图上传到PC机中;
6)梯图加载:把PC中指定梯图下载到系统中;7)信息提示行:操作指令的提示及状态信息反馈。
4 车床数控系统人机操作界面设计实例
根据车床数控系统人机操作界面的设计原则和方法,实现航天数控2000TA车床数控系统人机操作界面设计。
2000TA车床数控系统的人机操作界面分为自动方式、手动方式、文件管理方式、PLC状态显示方式、参数设置方式、键盘检测方式。人机操作界面的结构图见图2。
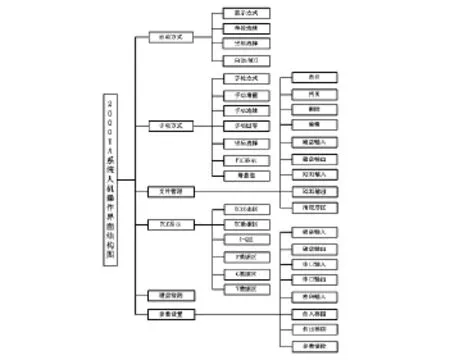
图2 人机操作界面结构图
每种方式的界面设计见图3、4、5、6、7、8所示。

图3 自动方式界面

图4 手动方式界面

图5 参数设置方式界面

图6 文件管理方式界面
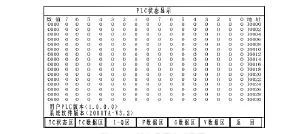
图7 PLC状态显示方式界面

图8 键盘检测方式界面
5 总结
人机操作界面是机床数控系统的重要组成部分,是人与机器交互的主要渠道。只有注重数控系统人机操作界面的设计,才提高数控机床操作的人机交互性能,从而增强我国数控机床在国际市场上的竞争力。
[1]王侃夫.机床数控技术基础[M].北京:机械工业出版社,2001.
[2]温丽.浅谈数控机床人机界面设计[M].四川职业技术学院,2007,4.
[3]朱晓春.数控技术[M].北京:机械工业出版社,2006.
[4]鲍珊.现代机电产品人机界面设计研究[D].合肥:合肥工业大学机电系,2003.
李悦(1979—),男,硕士,工程师,主要从事自动化控制、数控技术相关设计工作。