标准工时测定及分析在汽车总装工艺优化中的应用
2016-09-27洪翎王强赵磊
洪翎,王强,赵磊
(安徽江淮汽车股份有限公司,安徽合肥 230022)
标准工时测定及分析在汽车总装工艺优化中的应用
洪翎,王强,赵磊
(安徽江淮汽车股份有限公司,安徽合肥 230022)
主要阐述汽车总装车间装配标准工时的测定方法,以及通过对测量到的标准工时进行分析,以确定瓶颈工位与不饱和工位。根据分析结果,结合现场实际情况,对作业内容进行针对性的改善及调整,优化总装工艺,进而可有效提升总装生产节拍,提高生产效率。
汽车总装;标准工时;工时测定;工时分析;工艺优化
0 引言
汽车总装装配就是将各种零件、部件、合件或总成,按规定的技术条件和质量要求连接组合成完整汽车产品的生产过程。工艺是总装装配的关键,其合理性直接影响到汽车的生产效率。汽车总装工艺流程是由工位组成,每个工位由若干个工序组成,工序由一个个作业要素组成,各个作业要素需要花费一定的时间,累计形成汽车的装配工时。随着生活水平不断提高,汽车消费需求逐年上升,汽车企业纷纷提高自身的生产能力与水平。现有的汽车制造总装车间可通过工时分析对原有工艺进行优化,提升生产节拍,提高生产效率,来满足日益增长的实际销售需求。
1 标准工时定义
作业要素:一个连续不断的作业单位,基本上是从拿取一个零部件或一个工具,进行安装或者安装结束后的一个联体动作。以一个尾灯装配为例,作业要素分解如表1所示。
标准工时由基准时间和辅助时间组成。基本时间指直接完成产品装配任务的操作时间,或称基本工艺时间;辅助时间指在完成基本动作时用于辅助工作上的时间,如拿取工具、工件等时间。

表1 尾灯装配作业要素分解
2 标准工时测定
2.1标准工时测定准备工作
(1)选定测定车型;
(2)确定测定的范围:是否包含分装线,是否包括预装工位等;
(3)工时测定前的工具准备:秒表,记录用笔,记录板等。
2.2标准工时测定
(1)步骤一,按作业要素分解每个装配工位,编制工时测定记录表。如内饰线T12工位作业要素分解见表2;

表2 工时测定记录样表
(2)步骤二,按照作业要素进行标准工时具体测定,并填入工时测定记录表。多次反复测量同一个作业要素取标准工时平均值,累计获得该工位总标准工时,详见表2。
(3)步骤三,累计整条线体各工位工时,汇总如表3,其中工位作业充实度等于工位标准工时合计除以线速。车门线为左右对称作业,表3中为左侧(L)。
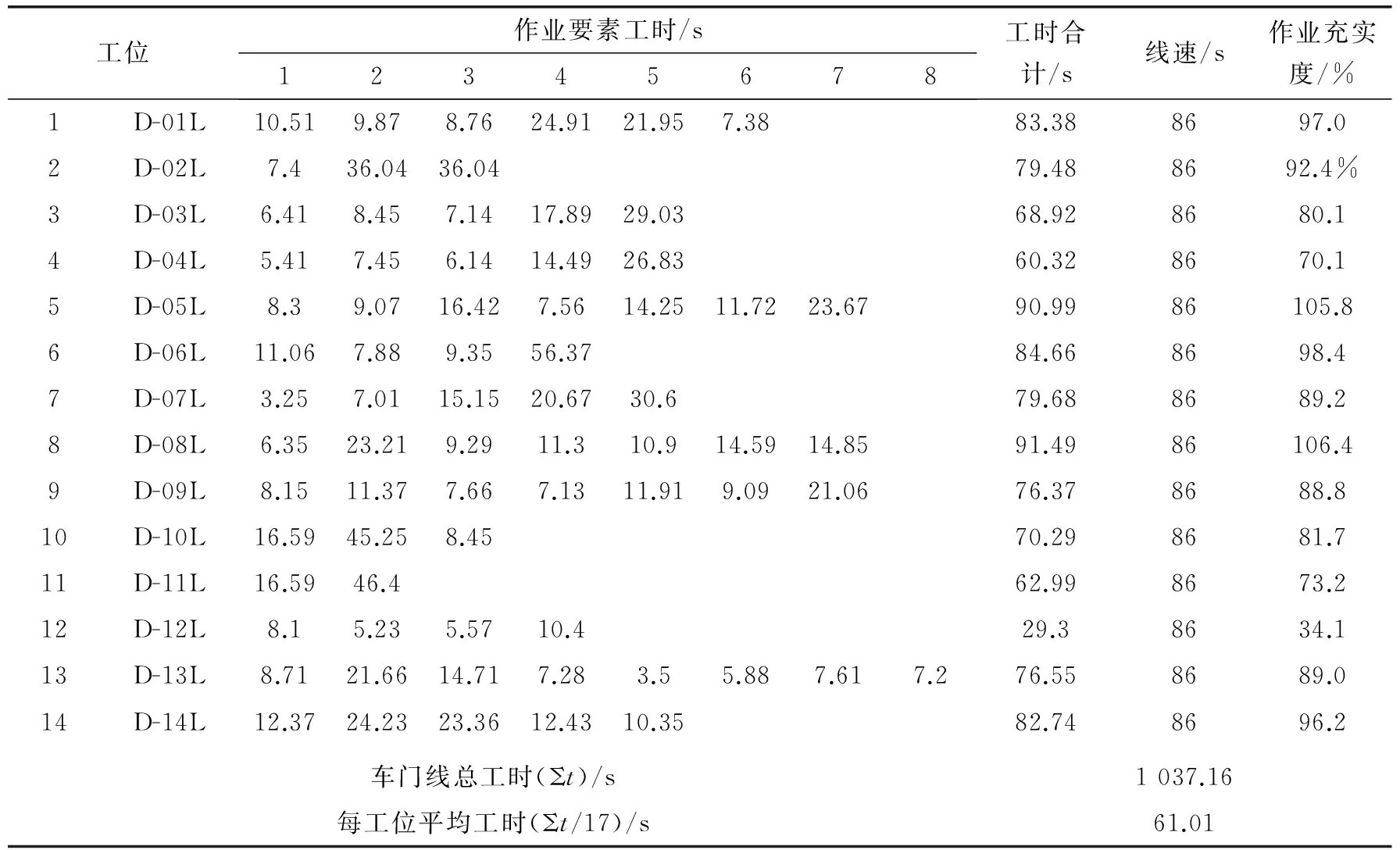
表3 线体工时统计样表(某车型车门线现状工时测定)
2.3标准工时测定注意事项
(1)工时测定的准确性。仔细调研现场各个工位,观察操作员的装配动作,具体作业要素分解符合现场工艺现状,工时测定记录表与具体作业要素对应;
(2)确定工时测定的时间段。选择在第一批次上班之后的1 h之后(员工完全进入工作状态);
(3)测定的对象为熟练工;
(4)工时测定的数值。同一作业要素需多次反复测量,取平均值(建议取5次)。
3 标准工时分析
3.1形成堆积柱形图
针对表2数据,利用Excel插入图表命令形成堆积柱形图,详见图1,X轴表示线体各个工位,Y轴表示每个工位累计总工时(s)。
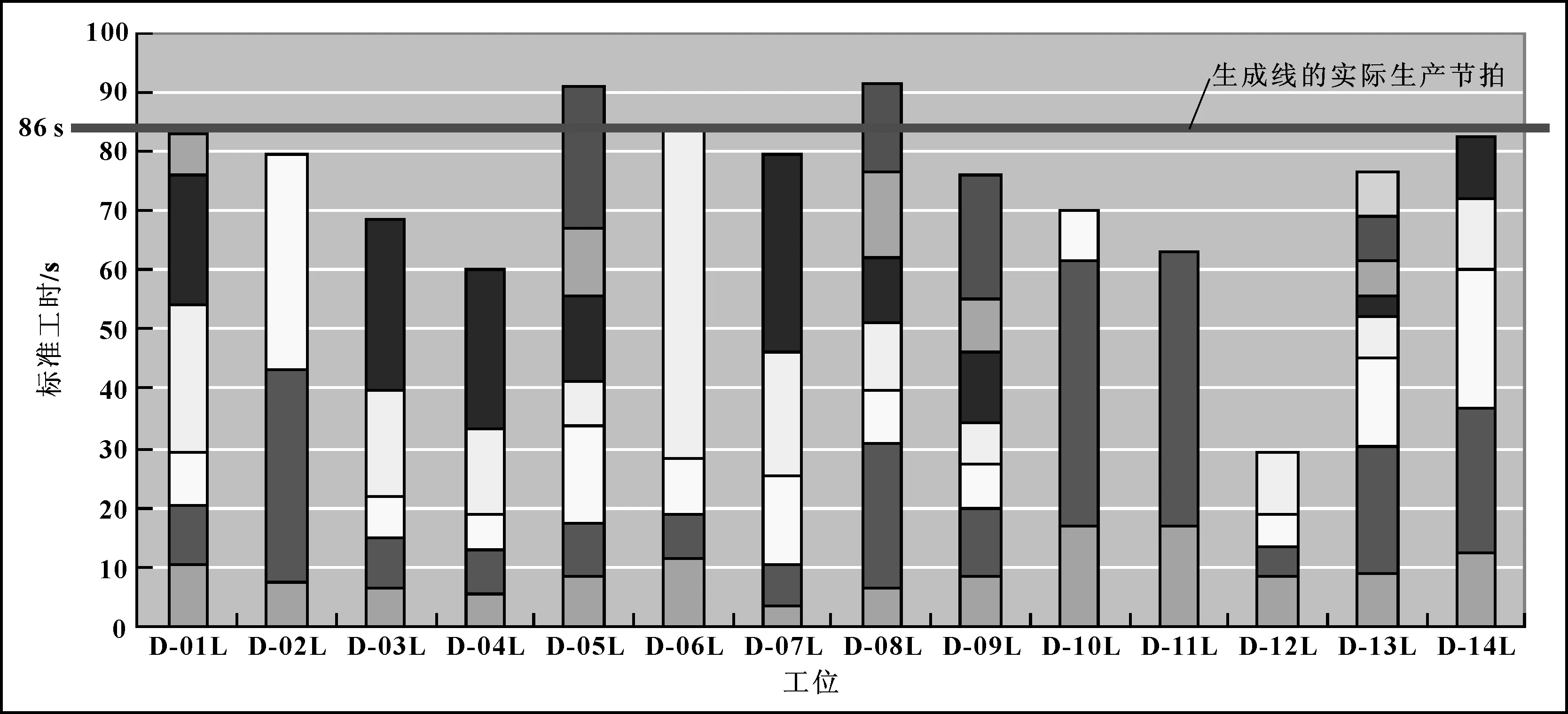
图1 车门线工时统计柱形图
3.2标准工时分析
通过表2及图1可以得出结论:
(1)D-05L、D-08L作业充实度大于105%,为瓶颈工位;
(2)D-03L、D-04L、D-10L、D-11L、D-12L的作业充实度小于85%,作业不充实;
(3)该线体单个工位平均工时为61 s。
作业充实度较低,导致不必要的浪费;作业充实度较高,员工作业紧张,形成瓶颈工位。此外作业充实度不均衡会导致员工的工作不满情绪,最终将影响工作效率。
4 工艺优化
4.1工位作业充实度平衡
表3中已记录每个工位的各作业要素中的具体工时,为工
时平衡打好了基础。优化方案见表4。
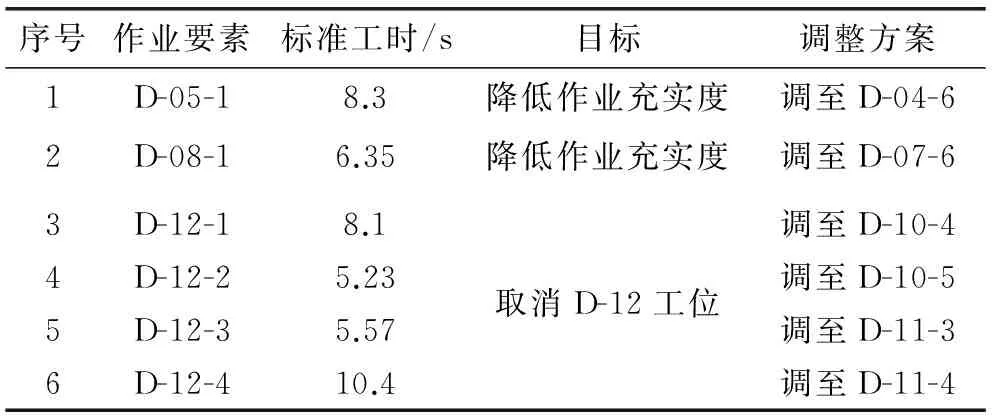
表4 工时平衡优化方案
减少D-05、D-08工位的作业要素,降低作业充实度;通过优化取消D12工位,可减少2名操作员工(左右各1名),优化后工时堆积柱形图详见图2。

图2 工艺优化后车门线工时统计柱形图
4.2基本时间优化
可通过装配方法调整、设备改进等方案来缩短基本时间。如安装车门线束,可采用螺栓固定、卡扣固定或采用粘贴的固定形式,3种方法对应的装配工时如表5所示。

表5 不同固定方式工时对比
螺栓固定形式花费时间最长,粘贴形式其次,卡扣固定形式最节省节拍。在确定能够满足固定强度要求的情况下,选择最省时的固定方式,可以节约装配节拍,提高装配工作效率。零部件的装配方式也可以参考节拍进行对比,在整车装配工艺方案中提供设计依据,这也是工时分析的一个重要应用。
4.3辅助时间优化
在现场工艺中,同样需要注重员工拿取工具、工件等的辅助时间,可通过缩短辅助时间的操作路径、减少辅助动作次数等途径来优化辅助时间。
(1)缩短操作路经。例如车门线,采用无动力轨道SPS物料配送,中小件单台配送,伸手可拿物料,可以避免多次往返线边取件的动作,如图3所示。
(2)减少辅助动作次数。例如车门线,后门三角板、扶手面板安装支架、低音扬声器、外劈水条均采用十字螺钉固定,
详见表6,将这些工序统一到一个工位,可以减少拿取工具时间,提高效率。

图3 车门线SPS无动力物料配送

单元作业内容零部件号零部件名称数量扭矩套筒工具或工装固定后门三角板12493-04143十字槽法兰面大半圆头自攻螺钉63~5N·m十字枪头电池螺丝刀固定安装扶手面板安装支架12492-05163十字槽盘头螺钉83~5N·m十字枪头电池螺丝刀固定低音扬声器12492-05163十字槽盘头螺钉123~5N·m十字枪头电池螺丝刀固定车门外劈水条12493-041436104101U1510十字槽法兰面大半圆头自攻螺钉垫片663~5N·m十字枪头电池螺丝刀
5 结论
制定标准的工时测定表格模板,按作业要素进行现场标准工时测定,得到某车型的装配时间,通过对工时进行分析,对装配工序内容不断进行优化平衡,提升在产车型现场工艺,提高工作效率,降低生产成本。此外,按作业要素测量的标准工时,也可作为SE同步工程数据库应用于新车型开发,为新车型总装工艺设计提供参考依据。
【1】赵晓珍,陈竟先,程杰.标准时间在制造企业中的应用[J].工业工程与管理,2006(2):104-108.
ZHAO X Z,CHEN J X,CHENG J.An Application of Standard Time
to Manufacturing[J].Industrial Engineering and Management,2006(2):104-108.
【2】刘光富,张岳君,张晓宇.轿车总装流水线标准工时应用研究[J].郑州轻工业学院学报,2008,23(5):54-56.LIU G F,ZHANG Y J,ZHANG X Y.Study of Application of Standard Time in Vehicle General Assemble Line[J].Journal of Zhengzhou University of Light Industry,2008,23(5):54-56.
【3】高红花.基于精益生产的标准作业研究[J].机械工业标准化与质量,2007(3):30-32.
GAO H H.Research into Standard Operation Based on Fine Production[J].Machinery Industry Standardization & Quality,2007(3):30-32.
【4】SALVEND G.工业工程手册[M].北京:清华大学出版社,2007.
Application of Standard Time Measurement and Analysis in Process Optimization for Automobile Assembly
HONG Ling,WANG Qiang,ZHAO Lei
(Anhui Jianghuai Automobile Co.,Ltd.,Hefei Anhui 230022,China)
The measurement method for standard time in automobile assemble workshop was explained. Bottleneck stations and unsaturated stations were identified by analyzing the measurement data.According to the analysis results, the job content was improved and adjusted combining with the actual situation, and then the assembly process was optimized.So assembly production cycle is effectively improved, and the goal of improving production efficiency is ultimately achieved.
Automobile assembly; Standard time;Standard time measurement; Standard time analysis; Process optimization
2016-05-25
洪翎(1986—),女,硕士,工程师,主要从事整车总装装配工艺研究。E-mail:276159430@qq.com。
461.99
B
1674-1986(2016)08-055-04