转炉炉后铁合金供应系统工艺布置对比分析①
2016-09-24田伟达
李 东,田伟达
(中冶华天工程技术有限公司炼钢事业部, 江苏 南京 210019)
转炉炉后铁合金供应系统工艺布置对比分析①
李东,田伟达
(中冶华天工程技术有限公司炼钢事业部, 江苏 南京210019)
介绍了转炉炉后铁合金供应系统组成部分及其特点。对比分析几种不同的工艺布置形式,并对其厂房条件、功能特点、供应能力等进行了综合比较。提出不同的工程技术条件和生产要求应采用不同的布置形式,对相关转炉车间新建或改造工程有一定参考和借鉴作用。
铁合金; 供应系统; 工艺布置; 对比
引 言
炼钢的原材料主要有四大类,分别为金属料、造渣料、氧化剂、冷却剂[1]。金属料即铁水、废钢、铁合金。在转炉吹炼到终点时,为了除去钢液中多余的氧,并使其化学成分及质量符合所冶炼钢种的要求,必须向钢液中加入一定数量的铁合金,以达到脱氧合金化的目的。供转炉冶炼用的铁合金,一般均为外购合格产品(化学成分与块度均符合要求的铁合金),转炉炼钢车间只需设置铁合金储存仓库,可不再配备破碎筛分设备。
铁合金供应系统由上料、存储、中转(称量)、下料四部分组成。上料部分可分为皮带机上料和底卸式料斗上料两种方式。存储及中转部分通过料仓搭配振动给料器和称量斗或称量小车实现。下料部分可分为在线和离线两种方式,在线下料即铁合金直接由料仓—称量—旋转溜管—炉下钢包,而离线方式即铁合金-叉车接料或叉车装运铁合金料斗—旋转溜管—炉下钢包。针对不同转炉容量的炼钢车间及高跨工艺布置特点,铁合金供应系统有多种布置方式。
1 铁合金供应系统各组成部分解析
1.1上料及存储部分
如图1所示,左图为断续上料方式,车间行车将装满铁合金料的底卸式料斗吊运至料仓顶部并卸入料仓;右图为连续上料方式,类似转炉炉顶高位料仓的上料,采用皮带机及下料小车将不同的铁合金料加入相应的料仓中。料仓下部设置插板阀及振动给料器,将铁合金料释放。
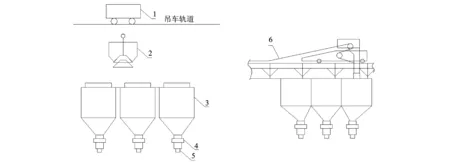
1.吊车;2.底卸式料斗;3.料仓;4.插板阀;5.振动给料器;6.上料皮带机图1 铁合金供应系统上料及存储部分示意图
1.2中转(称量)部分
冶炼不同钢种对铁合金料需求的种类及重量有不用的要求,这就需要对铁合金料进行准确称重。如图2所示,可通过称量小车或称量斗两种方式实现称重功能。
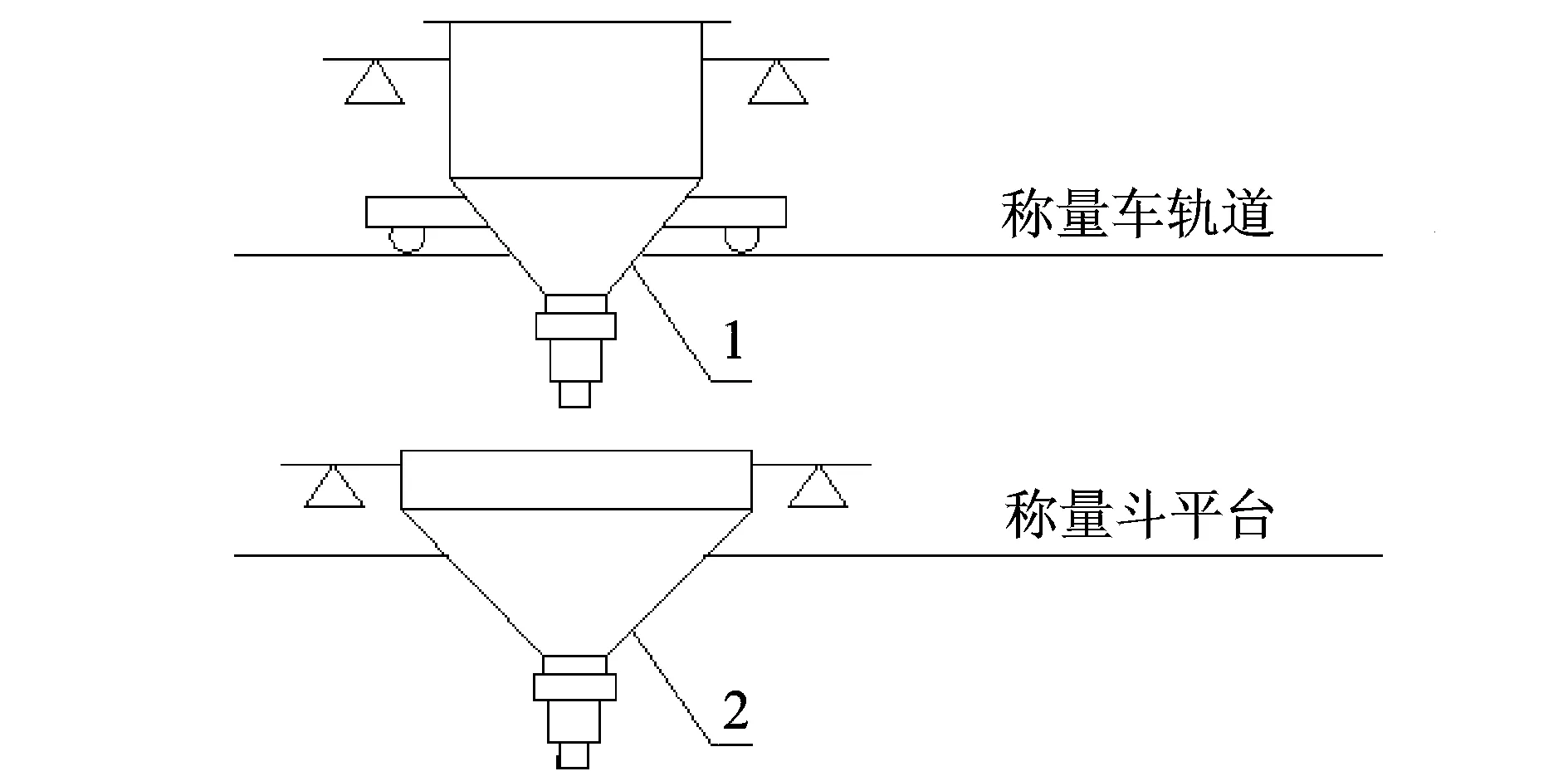
1.称量小车;2.称料斗图2 铁合金供应系统中转(称量)部分示意图
1.3下料部分
如图3所示,离线下料有叉车将料斗转运至炉后铁合金旋转溜槽上或直接用铲车接料再倒入溜槽中两种方式。在线下料有皮带机接料下料或物料经过称量后直接卸入溜槽内两种方式。如果是冶炼对铁合金需求量较小的钢种或容量小的转炉,可选择叉车、翻斗车方式;若车间转炉数量为两座以上时,再辅以暂存料斗,可满足炉后铁合金供应需求,如宝钢公司上世纪80年代从日本新日铁公司进口的300 t转炉即为这种方式。对于大容量炉型或冶炼钢种对铁合金需求量较大时,需选择皮带机方式下料,方能满足大量的铁合金供应需求。
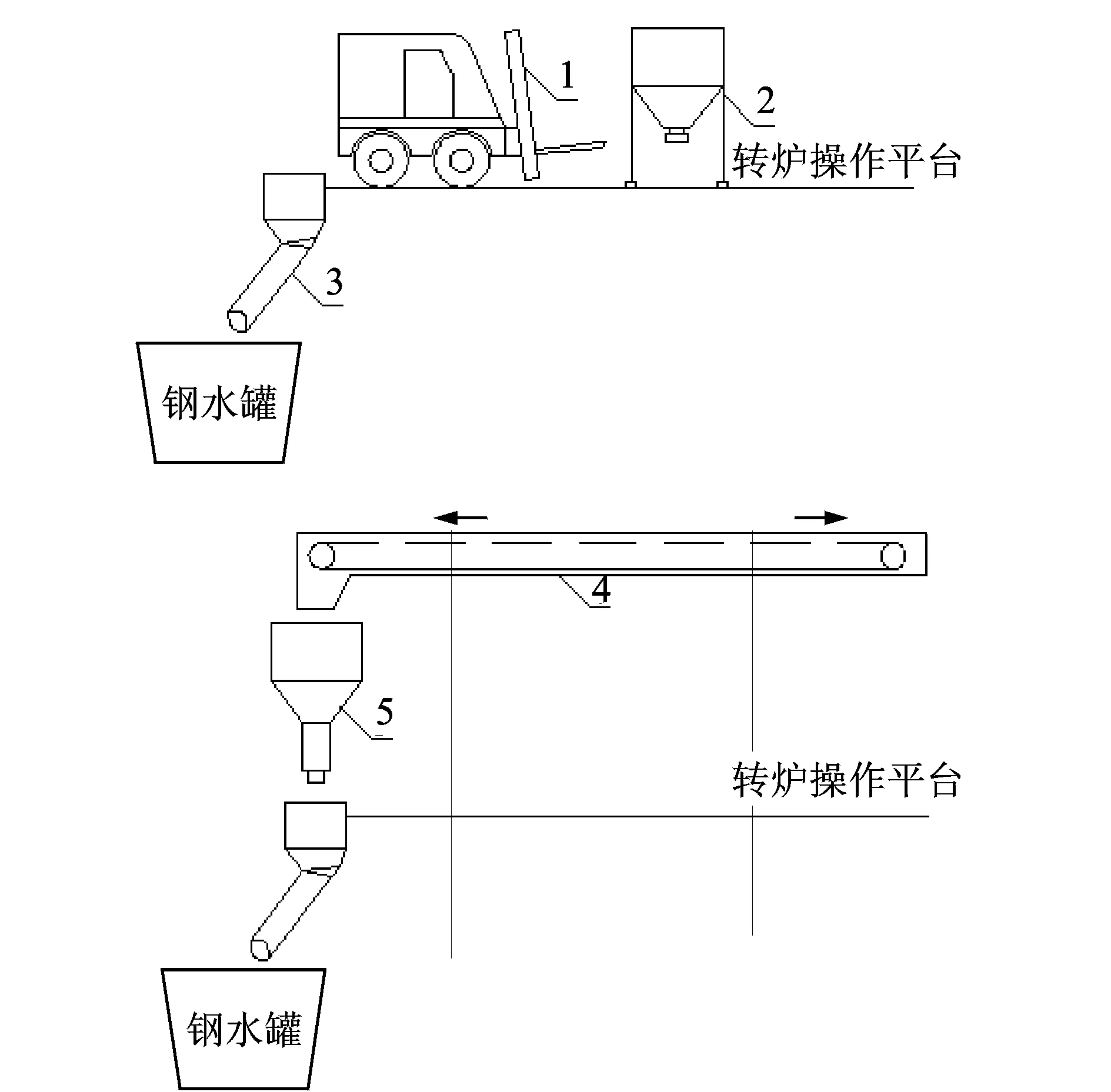
1.叉式翻斗车;2.暂存料斗;3.炉后旋转溜槽;4.可逆皮带机;5.中转料仓图3 铁合金供应系统下料部分示意图
2 铁合金供应系统对比分析
2.1中小型转炉车间铁合金供应系统
对于50 t以下转炉,一般是在主厂房转炉跨一端的主操作平台上设置带称量斗的铁合金料仓,储存量为4~8 h,用铲车或小车将铁合金加入转炉出钢侧的旋转溜槽,而后落入炉下钢包内。铁合金库与转炉跨之间的运输大多采用自卸式料斗由汽车或平板车来完成,在转炉跨底自卸式料斗由桥式起重机或单轨电葫芦吊起将铁合金加入铁合金料仓中,如果场地允许,也可以用皮带机上料至铁合金料仓。
如图4所示的方式Ⅰ采用叉车接料然后倒入炉后旋转溜槽中,如图5所示的方式Ⅱ用中转料仓取代叉车的功能。其中件号7表示炉后旋转溜槽,件号8表示中转料斗。
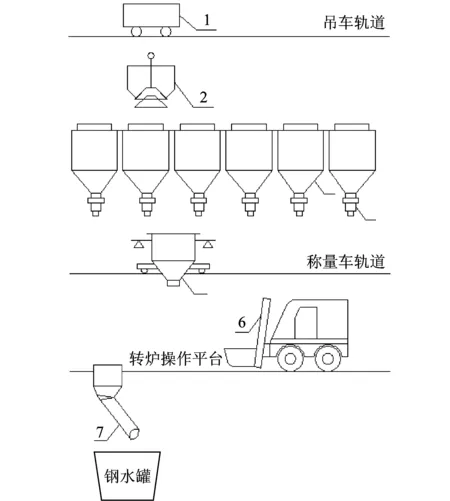
图4 铁合金供应方式Ⅰ示意图
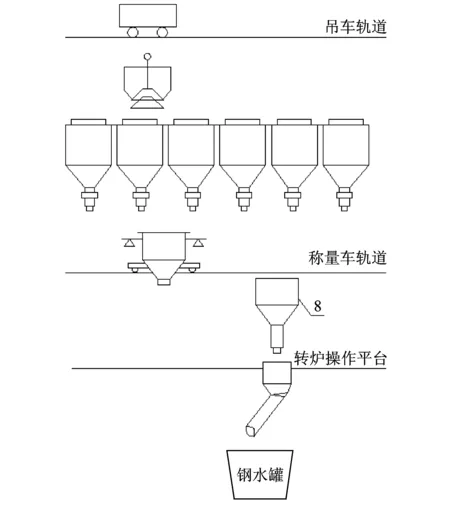
图5 铁合金供应方式Ⅱ示意图
2.2大型转炉车间铁合金供应系统
对于100 t以上的转炉炼钢车间,一般在厂房转炉跨设置高位料仓,储存量应大于8 h。即“地面料仓—单斗提升机—皮带机—下料小车—高位料仓”或“地面料仓—皮带机—下料小车—高位料仓”以及“吊车—自卸式料斗—料仓—皮带机”的方式。前两种方式运行可靠,运输量大,机械化程度高,特别适用于铁合金用量大的情况。
如图6和图7所示即为大型转炉车间铁合金常用供应方式。其中件号9表示称量斗,件号10表示皮带机,件号12表示高位料仓的皮带机供料。如图6所示的供应系统也可将接料皮带机换成集中斗,将铁合金集中后卸入缓存料斗后再加到炉后铁合金旋转溜槽中。
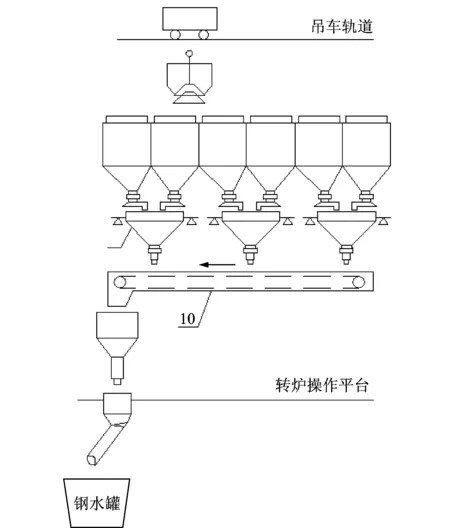
图6 铁合金供应方式Ⅲ示意图
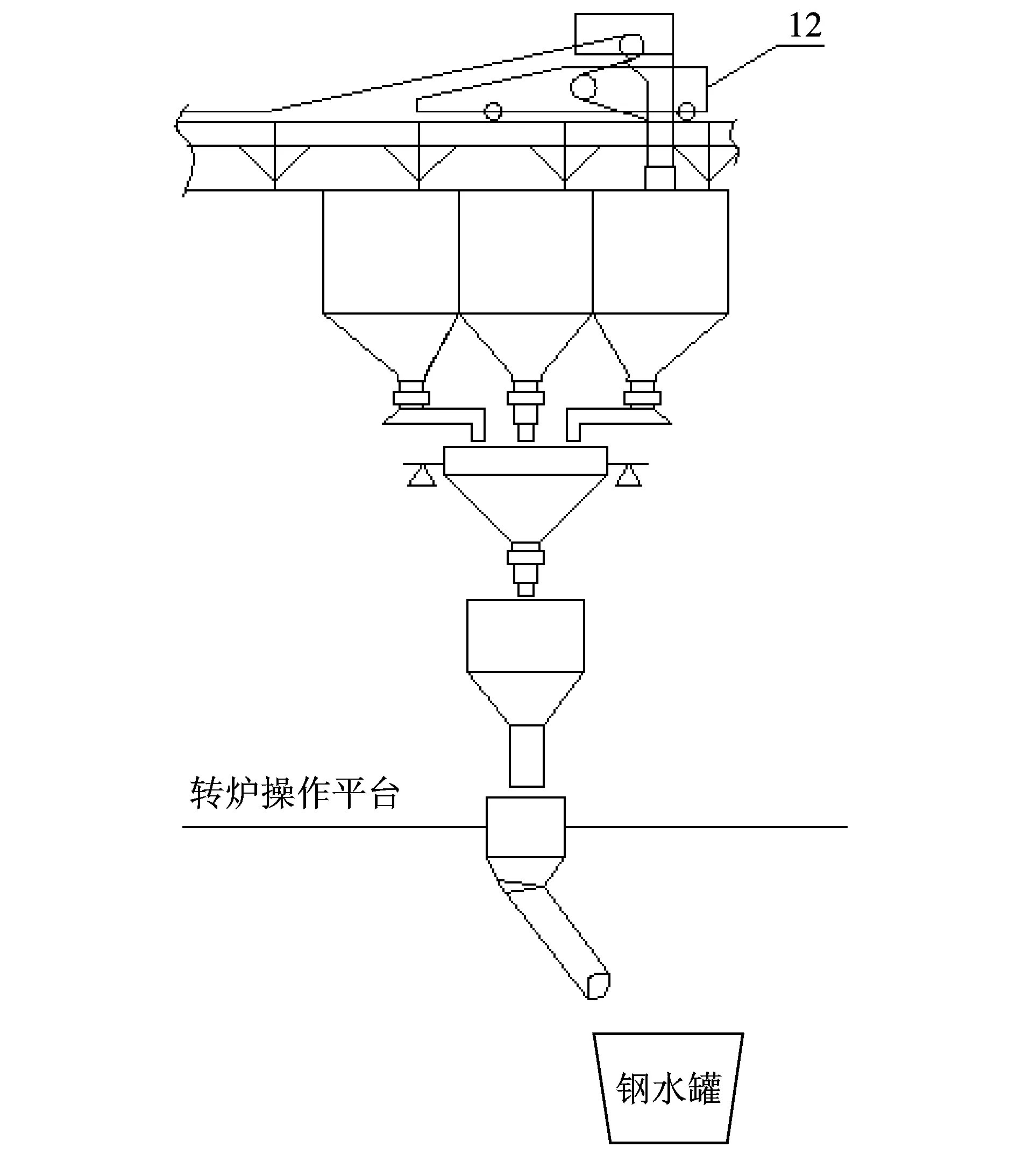
图7 铁合金供应方式Ⅳ示意图
2.3铁合金供应方式特点及比较
对于上述四种铁合金供应系统工艺布置方式,从如表1所示的几方面进行比较。
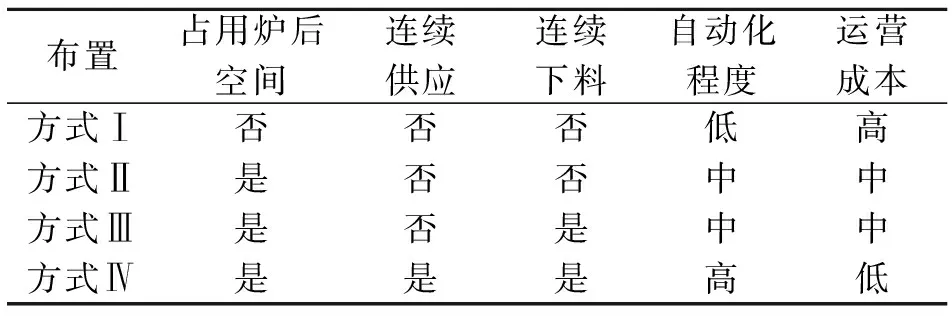
表1 四种铁合金供应方式对比表
3 结束语
(1)方式Ⅳ具有自动化程度高、连续上料、连续下料、初始投资低、后续运营成本低等众多优点,在上述几种方式中,不失为最优先选择的工艺布置方式。该方式特别适用于铁合金需求量较大的大容量转炉及相关钢种冶炼。
(2)方式I适合转炉容量小、铁合金需求量较小的情况,但其叉车下料方式提高了人工成本,如果转炉炉后操作平台空间紧张,可选择该方式,因为其可以在距离转炉较远的平台布置,通过叉车转运铁合金即可。
(3) 方式Ⅲ中采用称量斗,其对转炉高跨的垂直高度要求较高。
(4)方式Ⅱ、Ⅲ均可利用称量小车轨道及皮带机可延伸性,适当增加铁合金料仓距转炉炉后铁合金旋转溜槽的间距。
[1]陈家祥.钢铁冶金学[M].北京:冶金工业出版社,1990.
2016-02-02
李东(1983—),男,硕士,工程师。电话:18652970297
TF713.6; TF341.4
