煤气化废水处理工程设计实例
2016-09-20薛宇
薛宇
(安徽东华环境市政工程有限责任公司,合肥 230088)
煤气化废水处理工程设计实例
薛宇
(安徽东华环境市政工程有限责任公司,合肥230088)
针对煤化工废水水质复杂、难降解有机物浓度高、含有毒物质及水质、水量波动大等特点,设计采用匀质-隔油-厌氧-两级生化-絮凝沉淀-高级氧化-曝气生物滤池-V型滤池多级生化组合工艺对某项目煤化工废水进行单独处理,处理规模为360 m3/h,介绍了该工艺处理流程及其设计特点,给出了主要构筑物的设计参数。工程运行结果表明,各项出水指标能够达到HG/T 3923—2007《循环冷却水用再生水水质标准》中再生水用作循环冷却水的水质要求(除TDS外)。
煤化工废水;厌氧;生化处理;深度处理
我国的能源结构为“富煤、少气、贫油”,发展现代煤化工产业,特别是以煤气化为龙头的化工产业,可促进我国化学工业的可持续发展[1]。煤化工产业耗水量巨大,产生的废水量也大,水质复杂,污染物浓度高,含多种难降解和有毒物质,处理难度大[2]。煤化工废水处理是目前国内外污水处理界公认的难题,其已成为制约煤化工产业发展的瓶颈。寻求处理效果更好、工艺稳定性更强、运行费用更低的废水处理技术,已经成为煤化工发展的自身需求和外在要求。本文介绍了一套煤化工废水处理工艺流程的设计及调试运行,给出了主要构筑物设计参数,为同类煤化工废水的处理提供参考。
1 工程概况
某企业以高挥发份烟煤为原料,采用BGL碎煤加压气化工艺,年产100万t合成氨、175万t尿素。生产废水为煤气化酚氨回收装置所排的工业废水,废水水量波动大,主要污染物为CODCr、酚、NH3-N、油等物质。废水经废水处理装置处理后全部进入回用水处理装置进一步处理后回用于循环水站补充水。
2 设计规模及进、出水水质
2.1设计规模
煤气化过程中,对粗煤气进行冷却、洗涤时产生大量废水,经酚氨回收装置处理后进入本工程处理装置,废水规模为215 m3/h,考虑生产废水的波动性及不可预见水量,并结合企业今后的发展,处理装置设计规模取360 m3/h。
2.2设计进、出水水质
本工程废水处理装置进水主要为化肥生产过程中产生的生产废水,出水水质要求达到HG/T 3923-2007《循环冷却水用再生水水质标准》中再生水用作循环冷却水的水质要求(除TDS外)。设计进、出水水质指标见表1。
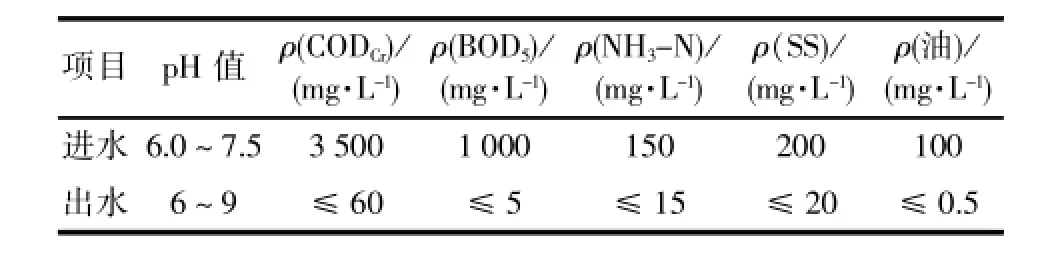
表1 设计进、出水水质Tab.1 Design influent and effluent water quality
3 废水处理工艺
3.1处理工艺选择
煤化工废水污染物种类多、成分复杂、浓度高,仅靠传统的物理和化学方法处理,往往难以达到排放或回用水质标准的要求。对于该废水的处理,通常可分为一级处理、二级处理和深度处理[3-4]。一级处理即预处理,主要目的是通过气浮、隔油等方法去除油、悬浮物等;二级处理主要为生化处理;深度处理方法主要有混凝法、高级氧化法等。
本工程废水含有一定油类物质,且水温较高,废水发泡性较强,采用常规的气浮工艺,去除效果较差,且会使得空气预氧化导致废水色度加深,预氧化中间产物醌类物质难以生化降解,使后续生物工艺处理效能下降。根据其它类似工程经验,在调节池后设置隔油系统,使预处理更彻底,同时避免醌类物质产生。
本工程废水中的主要污染物成分有单元酚、多元酚、NH3-N、有机氮、脂肪酸及其它较难降解有机物,废水的可生化性较差,传统的生化系统处理难度大,因此在预处理之后设置厌氧、一级生化系统、二级生化系统。厌氧处理采用外循环厌氧工艺,完成厌氧共代谢过程,在改善酚氨回收废水水质的同时,实现部分有机物的羧化和苯酰化,避免多元酚向醌类物质的转化,为后续好氧生物工段创造有利条件[5]。一级生化处理采用生物低氧氧化工艺,生物低氧氧化工艺的低氧状态具有水解酸化作用,对难降解CODCr有较好的适应性;且低氧曝气能够节省大量能耗、避免泡沫的产生、减小反应池容积从而节省基建费用[6]。二级生化处理采用改良AO工艺,可根据酚氨回收废水剩余NH3-N和有机物的降解需要调整回流比。
通过多段生化处理,废水中的大部分污染物得到了有效去除,但仍含有一定量的难生物降解CODCr,并且色度较大,结合以往类似工程经验,深度处理采用絮凝沉淀-臭氧氧化-曝气生物滤池-V型滤池工艺。
3.2处理工艺流程
废水处理工艺流程见图1。

图1 废水处理工艺流程
酚氨回收废水压力流送至废水处理装置,经隔油沉淀池去除SS和油后进入后续生物处理。经预处理的废水在投配池混合后,经泵提升至厌氧塔,在塔内完成厌氧共代谢过程,在改善酚氨回收废水水质的同时,实现部分有机物的羧化和苯酰化的转变过程,并利用厌氧细菌将部分污染物转化成甲烷,同时将部分难降解有机物转化为易降解有机物,并为后续好氧生物工艺降低处理难度和减轻运行负担。
厌氧塔出水进入一级AO系统,通过在池中投加一定量的炭粉增加污泥浓度,控制特定的水力条件、高污泥浓度、低DO(ρ(DO)=0.3~0.5 mg/L)等参数同时实现有机物去除、NH3-N短程硝化反硝化和脱氮过程。
一级AO系统出水进入改良AO池,其通过控制池内的DO浓度,实现兼氧与好氧交替运行,可以改善难降解污染物的性质,强化降解废水中剩余的有机污染物和NH3-N。改良AO池出水进入二沉池进行泥水分离。
二沉池出水进入高密度沉淀池,通过吸附剂的物理化学吸附功能,进一步吸附去除废水中难降解的CODCr,有效地降低了废水中色度和难降解有机物,同时使得吸附剂和废水中的杂质一同沉淀,部分吸附剂回流到吸附段的首段继续反应,部分吸附剂被排出,达到了良好的出水效果。
高密度沉淀池出水进入臭氧氧化池,利用多相催化臭氧氧化技术产生·OH等强活性自由基进一步去除废水的色度,同时对废水进行改性,有利于提高后续生物处理的去除效率。
臭氧氧化池出水进入曝气生物滤池,利用滤料的吸附、截滤和生物降解的功能,去除废水中剩余的有机物和NH3-N等污染物,曝气生物滤池出水排入V型滤池过滤后进入回用水处理装置。
3.3设计特点
(1)针对常规气浮工艺能耗较高,且有预氧化中间产物醌类物质产生,本项目预处理采用隔油沉淀工艺,其操作简单、维护容易,能使预处理更彻底,为后续生物处理提供保障。
(2)生化处理采用厌氧-两级生化的多级生化处理工艺,通过两方面改良,大大提高生化处理效果,一是在一级AO池中投加炭粉、控制参数实现同步脱碳脱氮;二是在改良AO系统内,根据工艺需要(NH3-N硝化和反硝化脱氮)调节AO氧化池回流比。
(3)深度处理采用臭氧氧化-曝气生物滤池工艺,该工艺在类似工程上均有良好运行效果,增强了本工程可靠性。
4 主要处理构筑物及设计参数
4.1预处理
(1)调节池。1座,钢筋混凝土结构,尺寸为31.0 m×30.0 m×7.9 m,有效水深为7.1 m,水力停留时间为18.3 h,设潜水搅拌机2台,废水调节池提升泵3台。
(2)隔油沉淀池。2座,钢筋混凝土结构,单座尺寸为23.0 m×4.5 m×3.5 m,有效水深为2.5 m,水力停留时间为1.4 h,设刮油刮泥机2台,絮凝反应搅拌机2台。
4.2生化处理
(2)一级AO系统。2座,钢筋混凝土结构,单座尺寸为45.0 m×31.0 m×6.8 m,有效水深为6.0 m,水力停留时间为46.5 h,设计容积负荷为1.5 kg[CODCr]/(m3·d),污泥质量浓度为5 000 mg/ L,污泥负荷为0.30 kg[CODCr]/(kg[MLSS]·d),污泥龄大于100 d;设潜水搅拌机12台,潜水推流器4台,潜水回流泵4台。采用鼓风曝气,离心风机4台(与改良AO池共用),管式曝气器2 504根,厌氧沉淀池刮泥机2台。
(3)改良AO系统。2座,钢筋混凝土结构,单座尺寸为41.0 m×31.0 m×6.8 m,有效水深为6.0 m,水力停留时间为42.3 h,设计容积负荷为0.5 kg[CODCr]/(m3·d),污泥质量浓度为2 500 mg/ L,污泥负荷为0.20 kg[CODCr]/(kg[MLSS]·d),污泥龄大于100 d;设潜水搅拌机8台,潜水回流泵4台。采用鼓风曝气,设管式曝气器2 160根,二沉池刮泥机2台,污泥泵4台,消泡水泵8台。
4.3深度处理
(1)高密度沉淀池。2座,钢筋混凝土结构,单座尺寸为12.0 m×12.0 m×8.3 m,有效水深为7.3 m,水力停留时间为5.8 h,沉淀表面负荷为1.5 m/h;设潜水搅拌机1台,提升式刮泥机2台,提升式搅拌机2台,混合搅拌机2台,回流污泥泵3台,剩余污泥泵2台,污水提升泵3台。
(2)臭氧氧化系统。臭氧制备间1座,钢筋混凝土结构,尺寸为19.0 m×8.0 m×5.0 m(净高),设臭氧发生器3台。
(3)曝气生物滤池。分4格,钢筋混凝土结构,单格尺寸为7.0 m×7.0 m×7.3 m,滤料高度为3.5 m,停留时间为3.5 h;火山岩滤料686 m3;承托层58.8 m3;滤板196块;长柄滤头9 604个;单孔膜扩散器7 740个;曝气风机4台,反洗风机3台(与V型滤池共用),反洗水泵3台(与V型滤池共用)。
(4)V型滤池。分2格,钢筋混凝土结构,单格尺寸为7.0 m×7.4 m×4.9 m,滤料高度为1.2 m,停留时间为1 h;均粒滤料100.8 m3;承托层8.4 m3;滤板98块;长柄滤头4 704个。
5 工程运行效果
本工程2014年5月开始调试运行,经过3个

表2 工程运行监测结果Tab.2 Monitoring result of actual effluent water quality
6 技术经济分析
本工程废水处理装置总投资约12 000万元,总处理成本为3.8元/t,运行成本为2.4元/t。
7 结论
(1)设计采用匀质-隔油-厌氧-两级生化-絮凝沉淀-高级氧化-曝气生物滤池-V型滤池多级生化组合工艺对煤化工酚氨回收废水进行单独处理,在设计进水条件下,各项出水指标能够达到HG/T 3923-2007中再生水用作循环冷却水的水质要求(除TDS外),为煤化工废水的零排放提供了技术支撑。
(2)本工艺具有改善煤化工废水可生化性、能耗省、运行费用低的特点。工程运行结果表明,该组合工艺具有良好的处理效果和较强的抗冲击负荷能力。月调试运行后,出水水质稳定达到设计指标。进、出水监测结果见表2。
[1]黄开东,李强,汪炎.煤化工废水“零排放”技术及工程应用现状分析[J].工业用水与废水,2012,43(5):1-6.
[2]童莉,郭森,周学双.煤化工废水零排放的制约性问题[J].化工环保,2010,30(5):371-375.
[3]于海,孙继涛,唐峰.新型煤化工废水处理技术研究进展[J].工业用水与废水,2014,45(3):1-5.
[4]周跃,李强.煤化工废水“零排放”技术进展[J].煤炭加工与综合利用,2014,(2):54-59.
[5]韩洪军,徐鹏,贾胜勇,等.厌氧/生物增浓/改良AO/BAF工艺处理煤化工废水[J].中国给水排水,2013,29(16):65-67.[6]江清华,王荣昌,杨殿海.污水低氧脱氮机制及其应用研究进展[J].环境污染与防治,2009,31(11):68-74.
Engineering design example of coal gasification wastewater treatment
XUE Yu
(Anhui Donghua Environment and Municipal Engineering Co.,Ltd.,Hefei 230088,China)
In view of the characteristics of coal chemical wastewater such as complex water quality,high concentration of hard-degradable organic matters,high toxicity,great fluctuation of water quality and quantity and so on,a multi-stage biochemical combined process of homogeneous material-oil separation-anaerobic unittwo stage biochemical unit-flocculation sedimentation-advanced oxidation-biological aeration filter-V type filter was adopted for single treatment of coal chemical wastewater of a project.The treatment scale of the said project was 360 m3/h;the treatment flow and design features of the above process were introduced with the design parameters of the main structures provided at the same time.The actual operation results of the project showed that,the effluent water quality met the requirement of recycled water used as circulating cooling water(expect TDS)in HG/T 3923-2007 Reusing Wastewater Quality Standard for Industrial Circulation Cooling Water.
coal chemical wastewater;anaerobic;biochemical treatment;advanced treatment
X784.031
B
1009-2455(2016)04-0067-04
薛宇(1984-),男,江苏徐州人,工程师,本科,主要从事污水处理工程设计,(电话)0551-62523554(电子信箱)xueyu@chinaecec.com。
2016-05-10(修回稿)
