液膜法处理含铜废水的试验研究
2016-09-19陈璐瑶湖南广益实验中学湖南长沙410000
陈璐瑶(湖南广益实验中学,湖南 长沙410000)
液膜法处理含铜废水的试验研究
陈璐瑶
(湖南广益实验中学,湖南 长沙410000)
以某湿法铜业公司外排含铜废水为研究对象,系统考察了煤油-LIX984-CTMAB(十六烷基三甲基溴化铵)液膜体系对含铜废水中铜的分离。考察内容主要包括料液酸度、内相酸度、搅拌时间、LIX984用量、乳化液用量、乳化剂(CTMAB)用量、膜相和内相体积比。在最优条件下,铜离子的萃取率达到95%左右。
含铜废水;液膜分离;LIX984;CTMAB
随着人类对金属的开采、冶炼、加工等生产活动的日益增多,伴随生产而产生的大量重金属废水污染了生态系统[1-4],这些废水中往往含有大量的铜、铅、锌、铬、汞、镉等重金属离子,由于这些离子很难被微生物降解,且能通过土壤、农作物、动植物等途径富集,因此会引起严重的环境污染。随意排放这种含重金属离子的废水不仅造成环境污染,而且还导致资源浪费。采用合理的方法回水废水中的重金属离子既可以避免环境污染,同时也能实现资源化利用。铜作为一种应用较广的金属,针对含铜废水的资源化利用具有深远意义。
含铜废水处理工艺主要分为物理法、化学法、物理化学法和生物法。常采用酸碱中和沉淀法、电解法、离子交换法、吸附法等来回收废水中铜,这些方法在处理含铜离子浓度较低的废水时存在以下缺点,成本高、效率低、无法满足生产要求等问题[5-6]。液膜分离技术由于具有设备简单、分离速度快、选择性高、能耗低、操作简便和易于实现自动化等优势,并且可实现资源综合利用等优点。在处理重金属废水方面体现了优越的性能,已经成为近年来应用较为广泛的一种新型分离技术[7-9]。
某矿业公司是一家以氧化铜矿为主要原料生产海绵铜的企业,其工艺流程为氧化铜矿直接入堆,采用酸喷淋浸出工艺得含铜浸出液,利用铁屑置换方式获得含铜85%~95%的海绵铜,过多的生产滤液经石灰中和至pH为6~7后外排。酸性废水中含铜约0.2 g/L,每天外排含铜废水约300 m3;如果将外排废水中的铜回收利用,则每天预计能回收金属铜60 kg,年回收约21.9吨铜。这样不仅可以有效的解决铜离子对环境的污染问题,而且可以回收利用外排液中的铜,能够显著提高公司效益。
1 试验
1.1试剂与仪器
十六烷基三甲基溴化铵(CTMAB)、硫酸,分析纯;煤油,长沙兴达化工贸易有限公司,工业级,LIX984,溧阳市瑞普新材料有限公司,工业级。仪器包括H·SWX-600BS恒温水浴箱和MYP2011-100电动搅拌器。
1.2实验操作
料液制备:将生产现场料液50 L至于阴凉处保存,每次取样前搅拌均匀。
膜相制备:将煤油与LIX984按照一定的比例混合均匀,加入一定量的十六烷基三甲基溴化铵(CTMAB),恒温加热至50~60℃并保温15 min,溶解后冷却,得到膜相。
内相制备:将蒸馏水与硫酸按照一定的比例混合均匀,制得内相。
乳状液制备:将一定量的膜相与一定量的內相混合均匀,高速搅拌制得乳状液。
铜离子萃取:每次取50 mL料液,并加入一定量的乳状液,以300 r/min的速度搅拌一段时间,静止分层,取一定量的水相进行铜离子浓度检测。
2 结果与讨论
本研究以该公司外排废水为主要研究对象,考察了煤油-LIX984-CTMAB和液膜体系对含铜废水中铜的萃取回收的影响。在一定条件下,探究了内相酸浓度、搅拌时间、LIX984用量、乳化液用量、CTMAB用量、料液酸度(pH值)以及有机相和内相体积比对煤油-LIX984-CTMAB液膜体系萃取回收废水中的铜的影响。
2.1内相酸浓度对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,添加2.0 g十六烷基三甲基溴化铵(CTMAB)组成膜相;将蒸馏水与浓硫酸混合配置不同的內相,暂定膜相与内相以体积比10∶6,高速搅拌30 min得乳化液。在室温(25℃)、料液(pH值为2.0)与乳化液体积比10∶1、搅拌速度300 r/min、搅拌120 min,试验结果如图1所示。从图1可以看出,随着内相中硫酸浓度增高,水相中残余铜离子浓度逐渐减小,铜萃取率与酸浓度成正比。当酸浓度达到一定值时,铜的萃取率变化不大。考虑到成本以及铜萃余液后续的处理问题,内相硫酸摩尔浓度取0.915 mol/L比较合适,此时铜的回收率为89.4%。
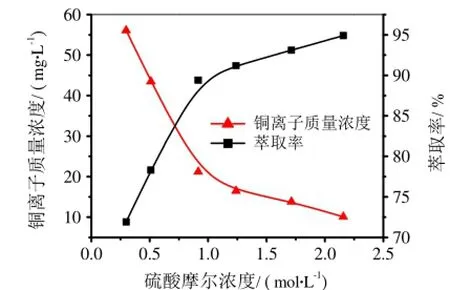
图1 酸浓度对铜萃取率的影响
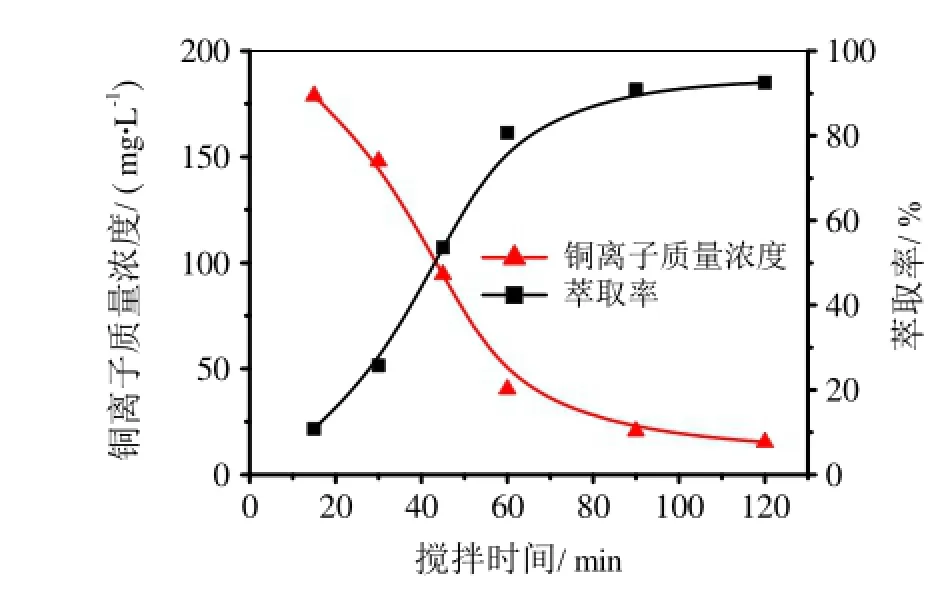
图2 搅拌时间对铜萃取率的影响
2.2搅拌时间对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,添加2.0 g十六烷基三甲基溴化铵组成膜相,内相硫酸摩尔浓度为0.935 mol/L,膜相与内相以体积比10∶6,在高速搅拌30 min得乳化液。在室温(25℃)、料液(pH值为2.0)与乳化液体积比25∶1、搅拌速度300 r/min,试验结果如图2所示。结果表明,随着搅拌时间的增加,萃余液中铜离子浓度逐渐减小,铜的萃取率逐渐增加;当搅拌时间超过90 min后,铜离子萃取率变化不大,搅拌时间选择90 min为宜。
2.3LIX984用量对铜萃取率的影响
于100 mL煤油中加入不同比例的LIX984,同时添加2.0 g十六烷基三甲基溴化铵组成膜相,配置0.935 mol/L的硫酸溶液构成内相,膜相与内相以体积比10∶6,在高速搅拌30 min得乳化液。在室温(25℃)、料液(pH值为2.0)与乳化液体积比10∶1、搅拌速度300 r/min搅拌120 min,试验结果如图3所示。结果表明,随着LIX984用量增加,分离后料液中铜离子浓度逐渐降低,铜的回收率增加,综合考虑药剂成本和萃取回收铜离子的效果,煤油与LIX984的体积比选为为20∶1较合适。
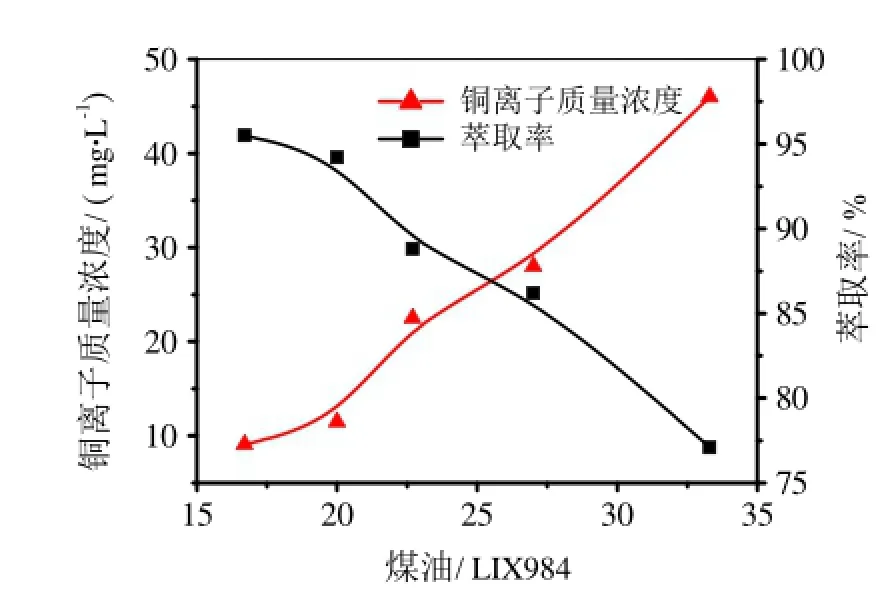
图3 LIX984用量对铜萃取率的影响
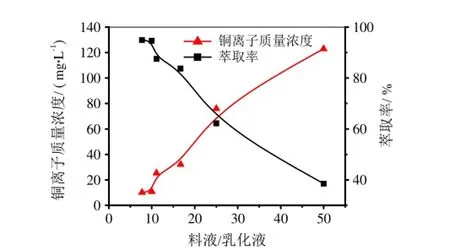
图4 料液和乳化液体积比对铜萃取率的影响
2.4乳化液用量对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,同时加入2.0 g十六烷基三甲基溴化铵组成膜相,配置0.935 mol/L的硫酸溶液构成内相,膜相与内相以体积比10∶6,在高速搅拌30 min得乳化液。在室温(25℃)、搅拌速度300 r/min搅拌120 min条件下,改变料液(pH值为2.0)与乳化液体积比,试验结果如图4所示。结果表明,乳化液用量的增加有利于铜离子的提高铜的萃取率,但料液与乳化液体积比小于10后,铜回收率变化很小,综合考虑药剂成本和萃取率,料液与乳化液的体积比为10∶1较合适。
2.5CTMAB用量对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,同时加入不同量的十六烷基三甲基溴化铵组成膜相,配置0.935 mol/L的硫酸溶液构成内相,膜相与内相以体积比10∶6,在高速搅拌30 min得乳化液。在室温(25℃)、料液(pH值为2.0)与乳化液体积比10∶1、搅拌速度300 r/min搅拌120 min,试验结果如图5所示。从图5可以看出,随着十六烷基三甲基溴化铵(CTMAB)用量的增加,水相中残余的铜离子浓度先下降后增加,相应的铜萃取率先增加后减低。当用量为2.35 g/100 mL煤油时,铜萃取率最大,故100 mL煤油中加入2.35 g十六烷基三甲基溴化铵(CTMAB)较合适。
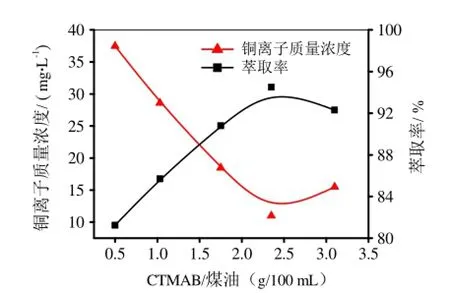
图5 CTMAB用量铜萃取率的影响
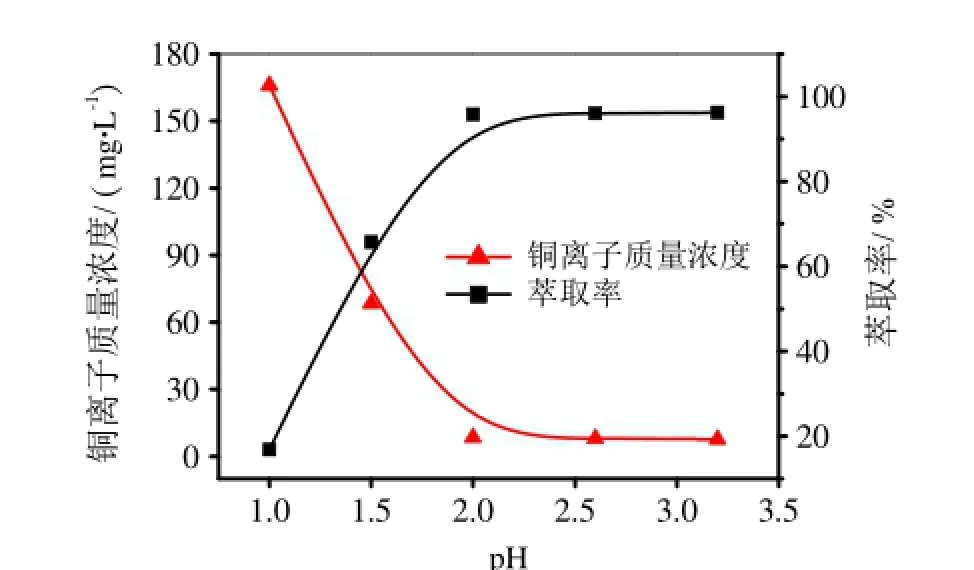
图6 料液pH值对铜萃取率的影响
2.6料液pH值对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,同时加入2.0 g十六烷基三甲基溴化铵组成膜相,配置0.935 mol/L的硫酸溶液构成内相,膜相与内相以体积比10∶6,在高速搅拌30 min得乳化液。添加酸碱调节料液pH值,在室温(25℃)、料液与乳化液体积比10∶1、搅拌速度300 r/min搅拌120 min,试验结果如图6所示。结果表明,随着料液pH值升高,分离后水相中铜离子浓度逐渐减小,相应的铜离子的萃取率逐渐增加,当料液pH>2.0,铜离子萃取率变化不明显,所以料液pH为2.0为宜。
2.7膜相与内相体积比对铜萃取率的影响
将5 mL LIX984与100 mL煤油混合均匀,同时加入2.0 g十六烷基三甲基溴化铵组成膜相,配置0.935 mol/L的硫酸溶液溶液构成内相,配制不同体积比的膜相与内相的混合液,高速搅拌30 min得乳化液。在室温(25℃)、料液(pH值为2.0)与乳化液体积比10∶1、搅拌速度300 r/min搅拌120 min,试验结果如表7所示。结果表明,随着膜相与内相体积比增加,水相中残余的铜离子浓度先降低后增加,相应的铜萃取率也先增加后降低。从结果可知,当体积比为1.67时,即100ml膜相加60ml内相时,铜萃取率最大,继续增加体积比,铜回收率则降低。原因可能是内相用量少时,内相容纳铜离子的容量有限,导致铜离子反萃量不足。

图7 膜相与内相体积比对铜萃取率的影响
3 结论
通过探究内相酸浓度、搅拌时间、LIX984用量、乳化液用量、CTMAB用量、料液酸度(pH值)以及有机相和内相体积比对煤油-LIX984-CTMAB液膜体系萃取回收废水中的铜的影响,确定了煤油-LIX984-CTMAB液膜体系萃取回收废水中的铜的最佳条件为内相酸浓度为0.935 mol/L,搅拌时间为90 min,煤油与LIX984的体积比为20∶1,料液与乳化液的体积比为10∶1,十六烷基三甲基溴化铵(CTMAB)用量为1.85 g/100 mL煤油,料液中的铜离子保持在200 mg/L时,料液pH为2.0,膜相与内相体积比为1.67。最佳条件下,铜离子的萃取回收率达到95%左右。
[1] 刘有才, 钟宏, 刘洪萍. 重金属废水处理技术研究现状与发展趋势[J]. 广东化工, 2005(4): 36-39.
[2] 王绍文. 重金属废水治理技术[M]. 北京: 冶金工业出版社, 1993.
[3] 朱建华, 王莉莉. 不同价态铬的毒性及其对人体的影响[J]. 环境与开发, 1997, 12(3): 46-48.
[4] 王吉中, 李胜荣, 刘宝林. 国内矿物治理重金属废水研究进展与展望[J], 矿物岩石地球化学通报, 2005, 24(2): 159-164.
[5] 雷兆武. 含铜废水处理技术现状[J]. 中国环境管理干部学院院报, 2009, 19(1): 61-63.
[6] 罗胜联. 有色重金属废水处理与循环利用研究[D]. 长沙: 中南大学, 2006.
[7] 顾忠茂. 液膜分离技术进展[J]. 膜科学与技术, 2003(4): 213-224.
[8] 燕启社, 李明玉, 马同森, 等. 液膜分离技术及其研究应用进展[J]. 南阳师范学院学报, 2003(6): 53-57.
[9] 余喜理, 张宝华, 张剑秋. 液膜萃取技术及其应用研究进展[J]. 化学世界, 2002(1): 187-188.
Research on the Recycling Copper from Wastewater Containing Copper by Liquid Membrane
CHEN Lu-yao
(Hunan Guangyi Experimental Middle School, Changsha 410000, China)
The wastewater containing copper of this study was from a copper hydrametallurge plant. The effects of kerosene-LIX984-CTMAB (cetyl trimethyl ammonium bromide) liquid membrane systems on separation of copper in the wastewater containing copper were studied. The study mainly focused on the following factors: pH value of feed liquid, sulfuric acid concentration, stirring time, the dosage of LIX984, the dosage of emulsified liquid, the dosage of emulsifier and the volume ratio of membrane phase and internal phase. Under the optimum conditions of separation of copper in the wastewater, satisfactory results could be achieved (recovery>95%).
wastewater containing copper; liquid membrane; LIX984; CTMAB
X75
A
1009-220X(2016)04-0074-05
10.16560/j.cnki.gzhx.20160419
2016-07-06
陈璐瑶(1999~),女,湖南永兴人,中学生。
