15CrMoⅢ管板堆焊技术应用
2016-09-16丁兴忠江苏省特种设备安全监督检验研究院江阴分院江苏江阴214401
丁兴忠(江苏省特种设备安全监督检验研究院江阴分院,江苏 江阴 214401)
15CrMoⅢ管板堆焊技术应用
丁兴忠(江苏省特种设备安全监督检验研究院江阴分院,江苏江阴214401)
本文重点介绍了15CrMoⅡ铬钼钢锻件堆焊焊接工艺过程、涉及金属材料、焊材的选用、工艺参数、焊接技巧、表面无损检测、焊前预热以及焊后消应力热处理等方面。针对制造过程中遇到的困难及问题,采用了一系列解决方案及措施,保证了产品的焊接质量及生产进度,确保了整台产品的按时交货。对类似设备的制造具有一定的参考价值。
15CrMo锻件材料;焊接材料;工艺参数;焊接技巧;焊后热处理无损检测;焊接质量
制造厂承接某化学品有限公司7万吨/年(以100%计)过氧化氢项目的一批设备,在3000Nm3/h制氢装置中的其中一台锅炉给水预热器,是一台U形管换热器Ⅱ类容器,换热管是S32168规格φ19×2.0材料,设计上面从管程、壳程的工作压力、工作温度、介质特性、焊接工艺、制造成本等因素综合考虑,图纸设计要求管板材质是15CrMoⅢ锻件堆焊E347焊材,堆焊后机加工成形厚度为5mm,换热管与堆焊后管板的焊接接头编号为D5焊缝(图1),这样堆焊层金属元素与换热管的金属元素成分相接近,属于同种钢焊接,保证了焊接质量。
1 材料要求及可焊性分析
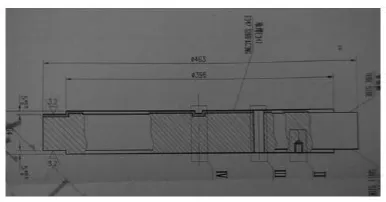
图2
15CrMo管板材料属低合金耐热钢,属于FeⅣ材料。具体结构见图2在焊接时会出现冷裂纹、焊接热影响区硬化和焊后热处理后出现再热裂纹倾向。管板基材是含有Cr、Mo的珠光体耐热钢有明显的淬硬倾向,在焊缝区和热影响区极容易出现硬脆的马氏体组织,产生很大的内应力。导致焊接接头产生裂纹;如果焊接线能量过大,热影响区晶粒明显粗化,在焊接残余应力作用下,焊接热影响区粗晶区极容易引起再热裂纹。所以进行过渡层焊后进行消应力热处理是管板堆焊焊后很重要且关键的工序,应引起重视。
2 堆焊层焊接过程及质量控制
2.1焊前预热
由于该类钢的淬硬倾向大,与异种钢焊接时各区域金属热膨胀系数不同,如果焊接速度过大容易形成马氏体组织,导致热裂纹产生。因此焊前预热非常重要。规定预热温度为200~250℃,在管板堆焊侧采用电加热带或火焰均匀加热,红外线测温仪检测。
2.2焊接过程
(1)焊前用丙酮清洗管板表面的油污、水分、锈斑等杂质。
(2)为了防止管板锻件表面可能出现裂纹、气孔、夹渣、分层等缺陷,待焊表面进行100%MT检测,按NB/T47013.4~2015评定Ⅰ级合格
(3)焊接材料过渡层选用A062φ3.2焊条,复层选用A132φ 4.0焊条。焊条应进行200~250℃烘培1~2h保温100℃左右,采用保温筒领用,做到随用随取。
(4)每层焊后在空气中静止冷却后逐层进行100%PT检测,按NB/T47013.5~2015评定Ⅰ级合格.具体工艺参数见下表

表1 焊接工艺参数
(5)复层焊接完成后立即用石棉毡覆盖管板全部堆焊层,保温并缓冷2h以上,然后去掉石棉毡在空气中冷却至室温。
3 焊后热处理过程及质量控制
根据HG/T20584~2011《钢制化工容器制造技术要求》第8章:焊后消除应力热处理的规定及技术要求,采用降低焊后消除应力热处理温度、结合管板实际厚度、延长保温时间的工艺进行过渡层焊后消除应力热处理,热处理工艺见图3
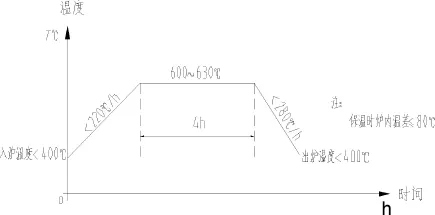
图3
4 工艺评定验证试验
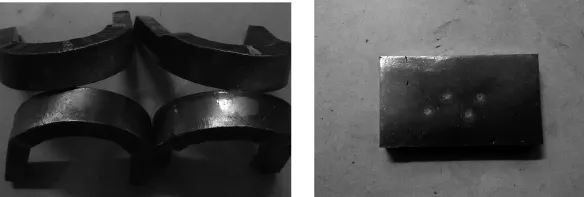
为了体现工艺的重要性及其科学性,在策划焊接工艺方案时监督制造厂对15CrMo管板堆焊按NB/T47014~2011《承压设备焊接工艺评定》规定及要求进行焊接工艺评定。按同产品工艺路线进行工艺评定试验。分别对试件过渡层、复层逐层做100%PT检测,评定Ⅰ级合格;依据耐蚀堆焊工艺评定检验要求与结果评价规则进行弯曲(侧面)试验;4个侧弯试件弯曲180°以后在拉伸面上的堆焊层内无任何开口缺陷;在熔合线内没有>3mm的开口缺陷;化学成分分析测定方法按7.3.1.3.2要求,测定数据如下:

表2:堆焊层化学成分
测定堆焊机加工表面至熔合线距离为3.5mm,经比对评定的化学成分数据符合产品要求,试样图片如下:
[1]GB150—2011《压力容器》.
[2]NB/T47015~2011《压力容器焊接规程》.
[3]《焊接操作技术速查手册》朱学忠编.
[4]《焊接手册》中国机械工程学会焊接学会编.
