超大型液化石油气船液罐分段精度控制技术研究
2016-09-16孙少华蔡传文
陈 聪, 孙少华, 蔡传文
(上海江南长兴重工有限责任公司, 上海 201913)
超大型液化石油气船液罐分段精度控制技术研究
陈聪, 孙少华, 蔡传文
(上海江南长兴重工有限责任公司, 上海 201913)
围绕超大型液化石油气船A型液罐分段阶段的精度控制技术,根据A型液罐分段的特点,对其建造过程中的精度控制环节、典型控制要点进行阐述,并结合实际生产提出可行性的精度控制技术方案。
超大型液化石油气船液罐精度控制技术
0 前言
液化石油气船的用途为运输丙烷和丁烷为主要成份的石油碳氢化合物或两者混合气,船价为同吨位常规运输船的2~3倍,是一种高技术、高附加值的船舶。随着世界能源需求的不断增长和能源消费结构的转变,液化石油气船正日益受到各国的青睐。虽然近年新船市场低迷,市场竞争激烈,价格不断下跌,但液化气船的运费市场却开始呈现出上升趋势,在新船订单及价格方面也呈现出增长趋势。长期以来国际上超大型液化石油气船的建造,被日本和韩国的4家船厂(三菱、川琦重工、现代重工、大宇造船)垄断。
在此背景下,上海江南长兴重工有限公司承建了国内首艘83 000 m3超大型液化石油气船。尽管近年来我国船舶工业发展迅速,但在建造此类高附加值船型上与日韩两国还有很大差距。超大型液化石油气船的关键建造技术主要集中在液罐区域,液罐内部最大允许设计压力不大于0.07 MPa,工作温度不低于-55℃。由于液罐建造可以借鉴的相关经验很少,因此建造技术难度较大。
1 A型液罐分段的特点
超大型液化石油气船相对于其他船型最大的区别在于采用了四个大型A型液罐,A型液罐是超大型液化石油气船的重要结构体,目前国内建造的其他中小型的液化石油气船的液罐主要采用加压式,液罐形状为小球型或圆柱型。而A型液罐采用全冷式独立液货舱,两者建造方式差异较大。为了满足A型液罐建造的工艺要求,并根据其特点,将四个液罐分别划分为23个、22个、22个和26个分段分别建造。根据A型液罐分段类型的不同,可以将液罐分段划分为:顶部分段、底部分段、旁侧分段、液罐首尾端封盖分段、内部小分段5种类型,如图1所示。
整个A型液罐全部采用低温钢材料建造,分段设计板材薄,平均板厚为10 mm~12 mm,容易产生焊接变形。且建造要求特殊,脚手眼板不保留,需切除干净,并打磨等。分段涉及转圆和大线型较多,线型控制难度大。
2 液罐分段精度控制环节
针对液罐分段结构独特,精度要求高的特点,除重点控制分段精度的主尺寸外,对液罐分段的中心线、肋检线、8 m水线、鞍座MARK线、液罐分段转圆的线型、内部结构角尺的精度也需要进行严格控制。
2.1液罐分段施工中精度控制流程
超大型液化石油气船对液罐要求严格,生产周期紧张,为了使液罐舱容满足合同要求,保证后道快速合拢,以减少生产周期,应严格根据精度要求对分段建造的全过程进行跟踪,严格控制其精度质量。
分段中组阶段施工过程中精度控制流程为:胎架+拼板自检→划线自检→装配自检→精度抽检→焊后自检→精度检查→出胎。
分段大组阶段施工过程中精度控制流程为:胎架+拼板自检→精度检查→划线自检→精度检查→装配定位自检→精度检查→焊后自检→精度检查→出胎。
2.2胎架模板精度控制环节
由于液罐分段的线型变化较大,应在液罐首尾端转圆处和强线型肋位附近增设线型模板胎架。设计时,在模板下料图中标注高度定位线与胎架支柱位置线,安装时可以根据喷粉线进行定位。线型胎架模板的精度管理标准为±2 mm。液罐分段外板胎架如图2所示。

图2 液罐分段外板胎架图
2.3拼板角尺度精度控制环节
由于液罐分段在涉及3块及以上板材拼接时,易产生角尺不良等情况,因此在拼板阶段应对角尺度进行控制。根据各组成钢板的实际尺寸角尺度,在拼板端头吊线锤与地脚线基准点进行核对。施工人员需注意拼板收缩量尺寸的加放,如图3中2条COVS焊缝,每条焊缝收缩0.5 mm左右,并对其焊前、焊后拼板精度尺寸进行测量。拼板主尺寸精度管理标准为±3 mm、角尺度为±1 mm。
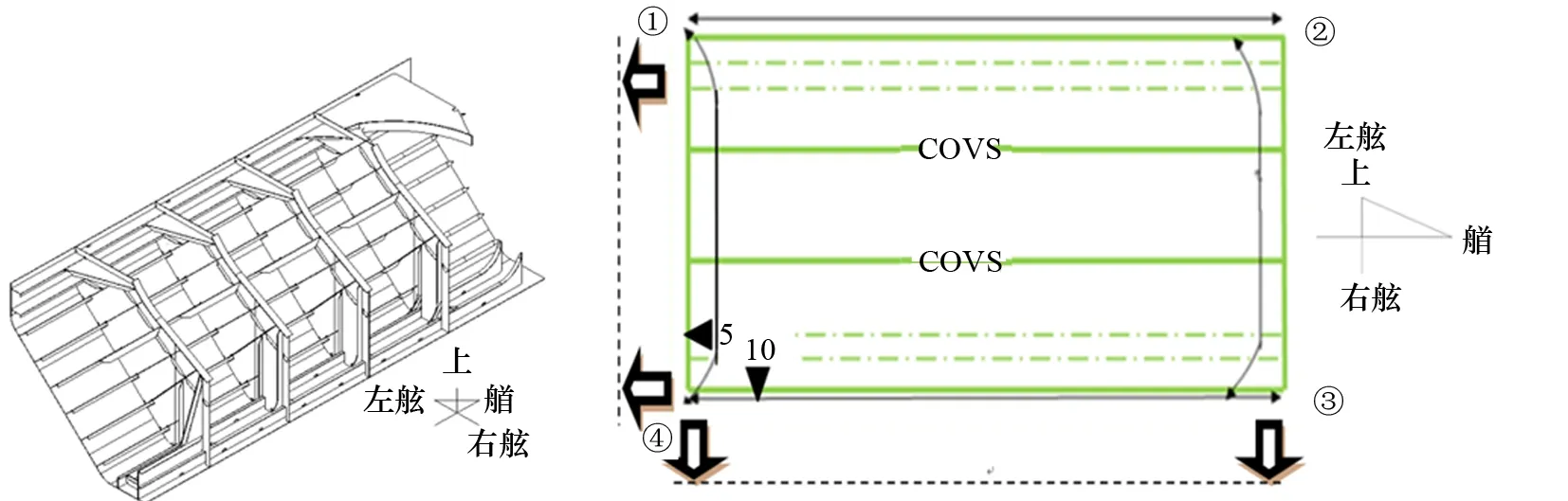
图3 线型外板拼板图
2.4二次划线基准线精度控制环节
液罐分段由于涉及转圆,因此在二次划线时,应根据转圆弧的围长尺寸划出纵横向基准线,如图4所示。在距拼板上口正作端L1处,选取一条贯通且易开角尺的线作为预备线A。沿预备线A距首端面正作端取L2距离得到点O,以点O为中心在预备线A上向两侧取L3距离后以大于L3的距离划弧取交点做出一条预备线B (A线的垂直线)。测量上下口位置B线到首端面的距离是否与L2一致,根据尺寸偏差对预备线进行微调后,确定两条边口基准线。确定基准线后,按照二次划线图上的要求,划出各结构线。划线的角尺度精度管理标准为±1 mm,结构划线精度管理标准为±1 mm。
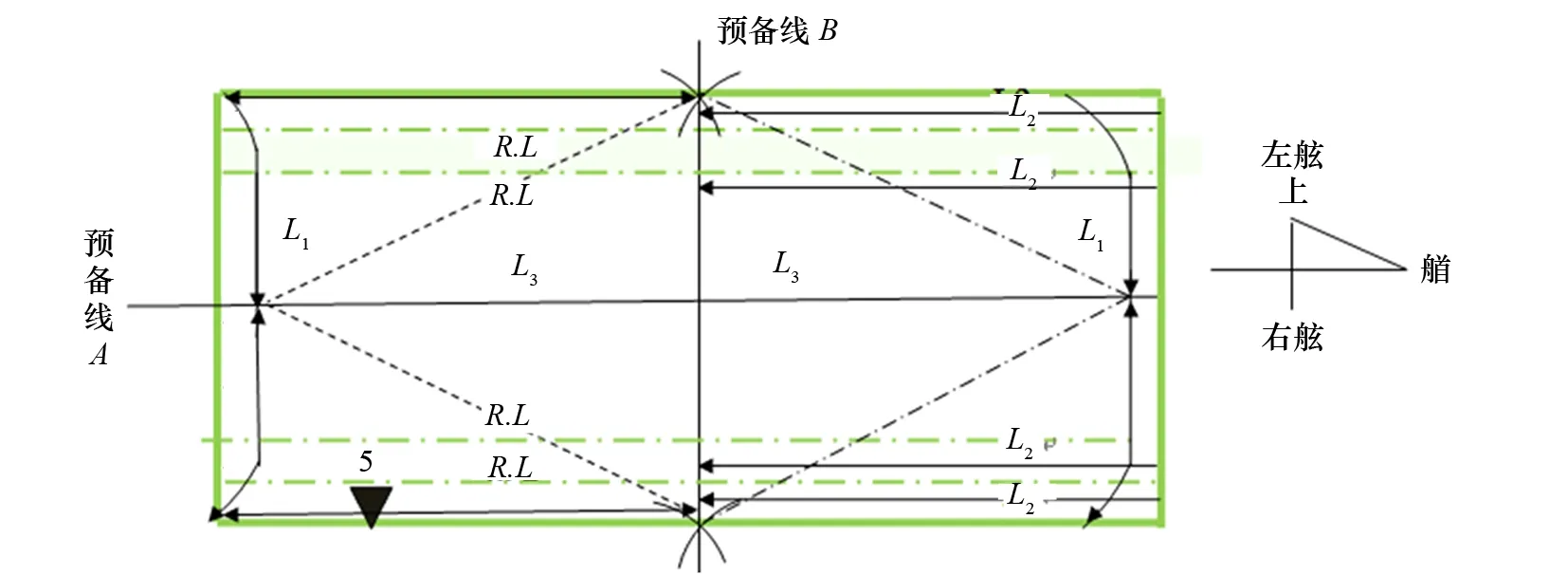
图4 线型外板划线图
2.5结构合拢精度控制环节
液罐分段片段合拢相对来说比较繁琐,因为片段板材薄,容易产生扭曲变形。片段精度如果出现偏差,在合拢时常出现 “端差”、“硬档错位”、“同面度不良”“卡住”等现象 。
旁侧分段封板片段焊接后与主板合拢如图5所示。封板片段在建造时,应利用吊线锤等方式,确保其同面度良好。如在吊装时发现封板片段扭曲变形,应在片段定位前予以修正。
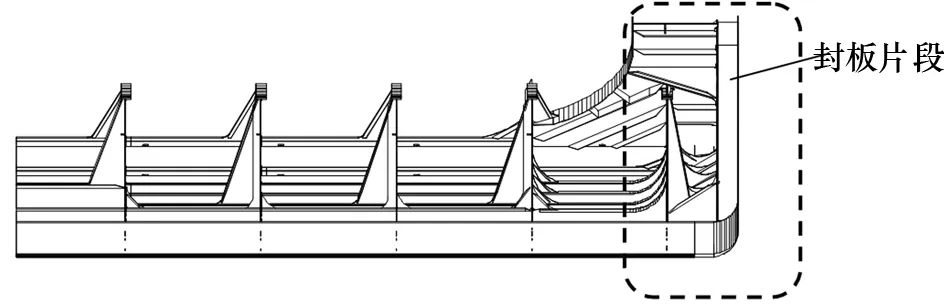
图5 旁侧分段合拢
3 典型A型液罐分段精度控制方案
3.1底部分段精度控制方案
以701分段(见图6)为例,其外底板与垂直支撑鞍座和限位装置相连,在建造过程中控制好外底板水平度十分重要。为保证纵骨硬档与底部鞍座对接时不发生错位,在分段二次划线时应注意控制中纵到舷侧结构线的间距,分段吊装时按线装配。因分段转圆与转圆需进行对接,应对转圆对接处的线型进行严格控制。二次划线后中心线和肋检线需反拨弹出,敲洋冲做标记以确保分段总组时准确定位。

图6 701分段
3.2液罐首尾端封盖分段精度控制方案
首尾端封盖分段涉及的片段合拢多、分段线型大。以008分段(见图7)为例,其底部片段在烧焊时易发生收缩上翘变形,导致底部外板和中纵舱壁角尺度不良,应在装配时在底部外板下口放置5 mm的外板反变形,保证外板和中纵的角尺度。底部外板下方连接垂直支撑座,必须保证外底板水平度良好,因为分段采用卧造的建造方式,所以装配过程中,通过吊线锤并参照地脚线标记进行控制。该分段涉及转圆较多,在拼板阶段需控制转圆间的围长、转圆高度尺寸和水平距离,以保证转圆的线性。旁侧外板安装后,应主要通过吊线锤并参照地脚线标记进行初步定位,并运用全站仪对定位精度进行测量。另外注意分段中心线标记、MARK线标记的划制,以确保分段总组的准确定位。
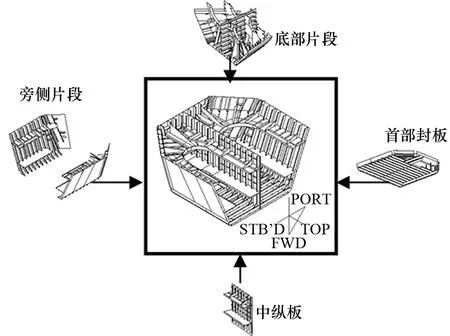
图7 008分段
3.3旁侧分段精度控制方案
旁侧分段位于液罐的转角处,连接防倾斜支撑座,如精度控制不到位会导致分段扭曲,分段对接时开刀量大,从而增加探伤工作量。这里以743分段(见图8)为例,由于该旁侧分段的纵向构架与横向构架不垂直,因此该分段角尺度精度确认与其他分段不同。应根据图纸以分段距分段正作端为基准,分别选取一根交叉并贯通的纵骨线(BL18B)和肋骨线(FR62A),作为预备线,如图8所示。在两条预备线交叉点沿着(BL18B)线和(FR62A)线X和Y的距离分别做出点A和点B,将点A到点B距离的理论尺寸F与实际对比后,根据尺寸偏差对预备线进行微调后,确定两条边口基准线。通过这两条基准线线勘划其余结构线。为了避免外板出现剪刀口,影响分段对接的情况,应在外板拼板时,采用外板正作端两侧端头吊线锤的方式与下方地脚线标记进行匹对。在拼板阶段应在外板正作端吊线锤并参照地脚线标记进行拼板,避免外板拼板出现剪刀口,影响分段对接的情况。艏部FR70封板组立定位时,将水平桁的位置按线对齐之后,检查封板的位置是否到位,并用吊线锤保证封板垂直度。在拼板阶段对两转圆激光线间距和围长进行测量和控制,注意焊缝和焊接收缩量的加放。另外注意划制肋检线、水线标记和MARK线标记,确保分段总组时的准确定位。
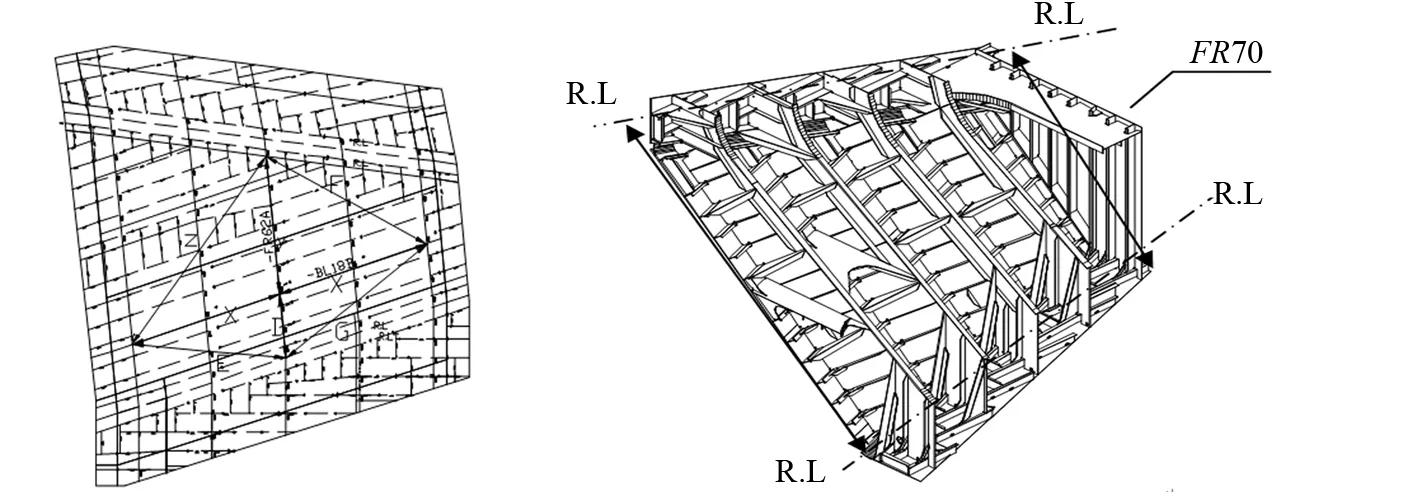
图8 743分段
4 结语
精度控制在整个造船过程中意义非常重大,特别是A型液罐作为液化石油气船的核心构件,其材料和结构特殊、板材薄、对精度控制要求较高。精度控制需保证液罐的主尺寸和线型误差在允许范围内,以确保液罐结构的强度和安全,使液罐舱容误差达到合同规定的要求,同时可以减少装焊作业的现场修整工作量,提高效率,降低成本,缩短建造周期。
本文通过对液罐分段精度控制技术的研究,总结出一套液罐分段精度控制方法并阐述了如何运用精度控制技术提高液罐分段的精度质量,为后续大型液化石油气船的建造积累宝贵的建造经验。
[1]刘杰.造船精度控制及管理相关技术工艺探讨[J].华东科技:学术版,2014(3):6-7.
Research on Precision Control Technology of Tank Section of Very Large Gas Carrier
CHEN Cong, SUN Shao-hua, CAI Chuan-wen
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
The precision control of the type A tank section for the very large gas carrier was introduced. According to the characteristic of type A tank section, the precision control stage and the main control points in the constraction of type A tank section was recommended. Base on the actual production situation, feasible precision control technical solutions were proposed.
Very large gas carrierTankPrecision control technology
陈聪(1985-),男,助理工程师,研究方向为精度管理。
U671
A
