MJ螺纹分析检验与塞规标准之应用
2016-09-16车明枝
车明枝
(沈阳飞机工业集团有限公司,辽宁 沈阳 110034)
MJ螺纹分析检验与塞规标准之应用
车明枝
(沈阳飞机工业集团有限公司,辽宁沈阳110034)
通过螺纹牙型和螺纹塞规尺寸对比分析,MJ螺纹中径的检验方法分析和实际应用,解决国标螺纹塞规用于检测MJ螺纹零件这一关键问题,同时提供MJ螺纹零件的具体检验方法和检验依据,完善MJ内螺纹产品零件的检验过程,为生产制造和检验提供技术支持。
机械设计;MJ螺纹;公差带位置;M螺纹塞规;MJ螺纹塞规;MJ螺纹检验分析;塞规应用
[DOI编码] 10.13237/j.cnki.asq.2016.04.005
GJB 3.1A-2003《MJ 螺纹 第1部分:通用要求》规定的MJ螺纹主要应用在航空和航天结构件中,螺纹零件较普通螺纹零件的强度高,抗冲击能力强,构件多为高强度和钛合金材质,是航空领域30多年来最主打构件,因此使用规格和尺寸系列在不断扩充,应用的标准不断增加和完善。在型号工程俄标MR螺纹标准的国产化应用中,由于MJ和MR两种螺纹标准相近,由此国产化转化时将MR转化为MJ螺纹,使得在实际生产使用中MJ螺纹零件公差等级增多,目前由于GJB 3.1 A-2003的尺寸和公差不能全部覆盖MR的尺寸和公差规格,使得转化后MJ规格增多,特别是公差等级和公差带位置上,出现了未纳入标准GJB 3.1 A-2003的尺寸和公差, MJ螺纹零件公差等级的增多,同时需要测量MJ内螺纹产品零件的螺纹塞规,而对于现有MJ螺纹塞规标准HB 4226~4227《MJ螺纹塞规 》和QJ 2761-1995《MJ螺纹量规应用尺寸》只能测量公差带4H5H的螺纹零件,不能满足使用需求,这不仅加大了专用塞规设计的工作量,而且增加了生产制造周期。
通过对MJ和M内螺纹基本牙型参数和MJ和M内螺纹尺寸和公差对比分析,解决国标螺纹塞规用于检测MJ螺纹零件这一关键问题,并通过MJ螺纹中径的检验方法分析,完善MJ内螺纹产品零件的检验过程,为生产制造和检验提供技术支持。
1 MJ螺纹和M普通螺纹标准对比分析
1.1MJ和M内螺纹基本牙型参数对比
1.1.1MJ和M内螺纹基本牙型
GB/T 192-2003《普通螺纹 基本牙型》中内螺纹的基本牙型见图1所示,GJB 3.1A-2003螺纹牙型见图2。
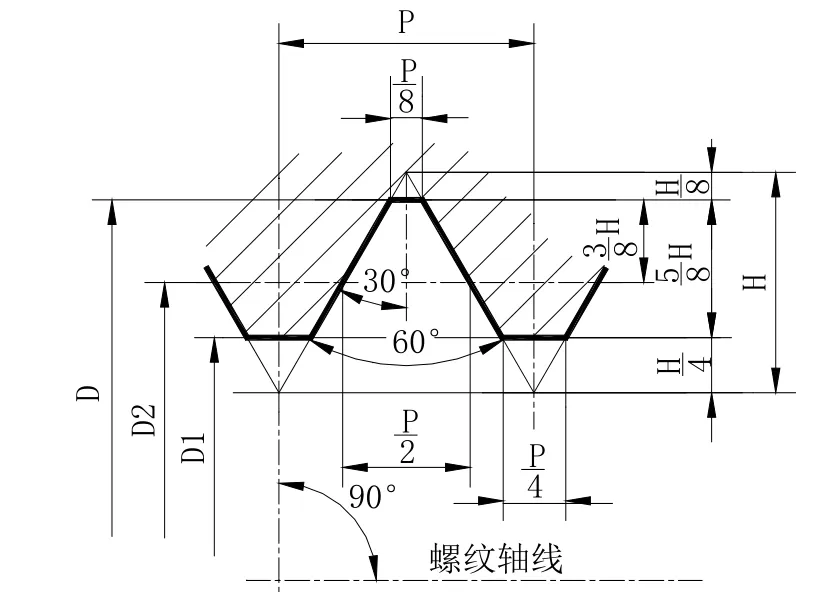
图1 GB/T 192-2003中内螺纹的基本牙型
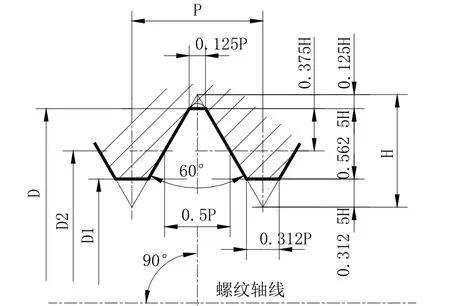
图2 GJB 3.1A-2003螺纹牙型
1.1.2对比分析
从图1和图2可以看出,这2种内螺纹标准(三径尺寸的位置)相同处为螺纹牙型角相同,螺纹大径位置相同,螺纹中径位置相同,不同处为螺纹小径的位置不相同,普通螺纹削平高度为0.25H,MJ螺纹的削平高度0.312H,2种螺纹位置对比,MJ内螺纹的小径比普通内螺纹的小径大0.062H。
1.2MJ和M内螺纹尺寸和公差对比分析
1.2.1将GB/T 196-2003《普通螺纹 基本尺寸》、GB/T 193-2003《普通螺纹 直径与螺距系列》与GJB 3.1A-2003中的基本尺寸、直径和螺距系列进行对照后,普通螺纹基本尺寸和直径螺距系列要比MJ螺纹基本尺寸和直径螺距系列范围多,基本包含了MJ螺纹直径尺寸,对于同一种规格的MJ螺纹直径、螺距系列和公差代号与普通螺纹M螺纹直径和螺距系列和公差代号,除特征代号不同外,其余是一致的。
1.2.2通过对GB/T 197-2003《普通螺纹 公差》 、GB/T 15756-2008《普通螺纹 极限尺寸》、GJB 3.1A-2003和GJB 3.3A-2003《MJ 螺纹 第3部分:管路件螺纹极限尺寸》的公差带和螺纹极限尺寸进行对比,在GJB 3.1A-2003中公差规定,MJ螺纹的公差等级和公差带位置和上下基本偏差应符合GB/ T 197-2003规定,内螺纹中径尺寸控制型式相同, 螺纹三径的计算公式中内螺纹大、中径采用的公式基本相同,因此对于同一种规格的公差带相同时内螺纹大径,中径基本尺寸及极限偏差是完全相同,不同之处是小径极限尺寸不同,结果M和MJ螺纹中径的检验方法和理论依据应是一致的。
2 MJ内螺纹中径检验和分析
2.1MJ螺纹中径公差分析
不论是M普通螺纹零件和MJ螺纹零件都是注重于对螺纹中径的检验,而螺纹中径公差是螺纹几何精度的一个重要参数,对其检验要求是一个综合公差,包含单一中径误差和螺距,半角误差的中径当量及中径锥度圆度等误差。因此在判断MJ螺纹中径是否合格,则需满足以下3条规定。
a)实际螺纹的作用中径不能超出最大实体牙型中径,而实际螺纹的任何部位的单一中径不能超出最小实体牙型中径;
b)在中径公差范围内,积累误差(螺距误差,半角误差,圆度误差锥度误差等对应的中径当量的总和)不能超出中径公差的50%;
c)实际螺纹的螺距误差和半角误差各自中经当量均不得超出中径公差的40%。
2.2MJ螺纹中径的检验方法分析
正确合理的检测中径是保证产品质量的重要环节,MJ螺纹中径的检验按标准规定采用4种方法:极限量规法,作用中径检测法,单一要素测量法和差值测量法。目前这4种方法广泛应用生产中,应用最多生产中常用的方法是极限量规检验法。
2.2.1极限量规法
通端螺纹量规检查产品螺纹的作用中径不超过最大实体牙型中径,从而保证螺纹装配的互换性。止端螺纹量规检查产品螺纹不超过最小实体牙型的中径,止端螺纹的作用中径控制产品螺纹的最小实体牙型的中径,当螺纹参数如螺距半角,锥度和圆度误差很小时,止端螺纹量规可将螺纹控制在最小实体牙型的中径之内,严格说止端螺纹塞规不能准确控制单一中径是否在最小实体牙型中径之内。
2.2.2作用中径测量法
测量产品的实际螺纹的作用中径值的方法,需使用具有实际牙型,其螺纹旋合长度符合标准规定的滚轮和扇形的测量头的螺纹中径测具,该方法只能判析产品实际螺纹作用中径的任何部位是否超出最大牙型的中径,而不能判断单一中径是否超出最小实际牙型的中径。
2.2.3单一要素测量法
检查产品螺纹单一中径、螺距、半角、中径锥度、圆度各项参数的测量方法。
2.2.4差值测量法
通过使用具有不同类型测量头的螺纹中径测具所测得的2个螺纹参数相比较的测量方法。此法在生产中是一种很经济和简单易行的方法。
3 MJ内螺纹塞规标准分析与应用
3.1M和MJ内螺纹塞规标准的对比分析
工作螺纹塞规是用于综合检验内螺纹零件的,是MJ螺纹中径检验方法中常用极限量规法,应用广泛,螺纹塞规型式和使用规则,是用通端工作塞规控制工件内螺纹大径和作用中径的最大实体尺寸,应于工件内螺纹旋合通过,牙型结构是完整牙型,止端塞规控制工件内螺纹零件的单一中径的最小实体尺寸,牙型结构是截短牙型,我国对于普通螺纹零件检验用塞规是按GB/T 3934-2003《普通螺纹量规》和HB 3908-1986《普通螺纹量规技术条件》的设计标准进行设计的,已形成HB 3888-1986~3889-1986《普通螺纹塞规》标准进行应用的,对于MJ螺纹塞规是按HB 4235-1989 《MJ螺纹量规技术条件》和QJ 2761-1995《MJ螺纹量规应用尺寸》设计而形成HB 4226~4227《MJ螺纹塞规》和QJ 2761-1995《MJ螺纹量规应用尺寸》进行应用,通过对上述标准塞规对比后,HB 3888~3889《普通螺纹塞规》规格相对于HB 4226-1989~4227-1989《MJ螺纹塞规 》和QJ 2761-1995 《MJ螺纹量规应用尺寸》标准的规格较多,在螺纹塞规结构形式和尺寸上基本相同。螺纹塞规中径公差带位置和位置要素,螺纹塞规大、中径尺寸和尺寸偏差的计算公式上都基本相同, 结合前段的对比和分析,因此对于相同螺纹尺寸和公差带的M螺纹塞规可替代MJ螺纹塞规使用进行MJ螺纹中径的检验 。对于目前按HB 4235-1989制订的HB 4226~4227和QJ 2761-1995的MJ螺纹塞规标准中,未纳入公差带5G、5H、5H6H等规格,可以选用HB 3887~3890标准中相同螺纹尺寸和公差带的M普通螺纹塞规标准,但对于MJ螺纹零件检验特殊要求时还需要采用附加的方式。
3.2MJ内螺纹检验和塞规标准的应用
3.2.1对于检验MJ内螺纹的作用中径是否超出最大实体牙型的中径可采用HB 4226~4227和QJ 2761-1995中的通端螺纹塞规,也可采用HB 3888~3889 中4H的通端螺纹塞规,对于生产中公差带5G、5H、5H6H可采用HB 3888~3889中5G、5H、5H6H的通端螺纹塞规,对于大尺寸的内螺纹可以采用具有完整牙型滚轮的螺纹中径测具测量。
3.2.2检验MJ内螺纹的单一中径是否超过最小实体牙型的中径可采用HB 4226~4227和QJ 2761-1995中的止端塞规,也可以采用HB 3888~3889中4H中的止端塞规,对于生产中公差带5G、5H、5H6H可采用HB 3888~3889中5G、5H、5H6H的通端螺纹塞规,对于大尺寸的内螺纹可以采用具有V型或圆弧滚轮的螺纹中径测具测量。
3.2.3MJ内螺纹最大大径由加工工具保证,最小大径由通端塞规或具有完整牙型滚轮的螺纹测具控制。
3.2.4MJ螺纹内螺纹小径检验,当采用HB 4226~4227和QJ 2761-1995中4H级通端塞规检验中径时,因同时已控制了最小小径,可不用HB 4224~4225《MJ内螺纹小径塞规 》中的小径塞规检验小径,若采用HB 3888~3892中的4H、5G、5H、5H6H级通端螺纹塞规检查中径时,还必须采用HB 4224~4225和企标Q/1AGJ 166~169《MJ内螺纹小径塞规 》和专用的小径塞规检验MJ内螺纹小径。
3.2.5检验MJ内螺纹的螺距,半角误差可采用下列任意一种方法进行:
a)剖切螺纹试件投影检验;
b)采用内螺纹的复制模型,进行投影检验;
c)采用差值法测量。
3.2.6对于小尺寸MJ内螺纹检验可通过检验丝锥的螺距,半角误差,达到控制产品内螺纹螺距,半角误差的检验方法。
4 结论
通过对MJ螺纹标准的对比分析、MJ内螺纹中径检验方法分析和MJ螺纹塞规标准分析应用对比的具体分析,了解和掌握在实际生产中MJ螺纹零件的检验方法和规则,正确和合理地检测MJ螺纹零件应用尺寸特别是中径尺寸的检验,是保证产品质量的重要环节。通过对M和MJ塞规标准分析和对比得出结论,在对于MJ标准中未纳入标准公差带5G、5H、5H6H等规格零件的综合检验,通过近一步的分析和对比,在选择塞规标准时,可选用相同螺纹尺寸和公差带的HB 3888~3892《普通螺纹塞规》对其中径尺寸的检测,在塞规标准的应用上既满足生产需要,又能降低费用和节约时间,充分发挥我国的现有的标准资源,更好的促进标准贯彻与应用等。在此,也希望通过上述分析和整理,能对MJ内螺纹塞规设计和MJ内螺纹零件检验提供帮助和技术支持。
(编辑:劳边)

V229
C
1003-6660(2016)04-0018-03
2016-04-20