蒙皮类航空零件加工策略探究及CAM应用
2016-09-10张新喜
张新喜
(中航工业沈阳飞机工业(集团)有限公司,辽宁沈阳110850)
材料工程
蒙皮类航空零件加工策略探究及CAM应用
张新喜
(中航工业沈阳飞机工业(集团)有限公司,辽宁沈阳110850)
从装夹、加工策略以及计算机辅助制造等方面对蒙皮类航空零件制造难点进行分析探讨,并简要归纳蒙皮零件加工中所采用的解决方案。
装夹;加工策略;计算机辅助制造
蒙皮类零件属于航空制造中一类典型零件,与常规结构件不同,受尺寸及配合表面的精度要求,部分蒙皮类零件需要在铣切加工前先完成成型加工,由此一来便给蒙皮类零件的铣切加工带来诸多难题,其中以铣切加工中的装夹和数控编程中的加工策略选择最为突出,本文着力从这两方面给出解决办法。
1 蒙皮类零件在铣切中的装夹
蒙皮类零件的装夹是铣切加工中需解决的首要问题,装夹既要保证零件不能在加工过程中发生位移,又要尽可能减少加工过程中因二次装夹所造成的定位误差。固定式真空夹具和吸盘式真空夹具是蒙皮类零件铣切加工较为常见夹具,而对于已经过成型加工的蒙皮类零件而言,推荐采用的是吸盘式真空夹具。
1.1吸盘式真空夹具的工作原理
吸盘式真空夹具安装有真空吸盘,吸盘与蒙皮类零件接触并通过密封垫密封,真空吸盘与真空泵连接,真空泵从吸盘中抽出空气,使吸盘与零件之间的空气压强远小于大气压,从而达到装夹固定零件的目的。配有气管接头的真空夹具,可由多个真空吸盘组成,负载力大、深具灵活性、精确度又高且毫不损伤工件表面,而且它还有较大的灵活性,可迅速的从工装上安装或移除、调整方向和高度等等。
1.2固定式真空夹具与吸盘式真空夹具的区别
固定式真空夹具是专为铣切蒙皮设计的专用铣削夹具。普通机加行业通常在研制期间采用,由于它的结构固定,仅用于一个具体零件的具体工序,因而零件产量不是特别大的情况下,在经济性方面有所欠缺。
图1是固定式真空夹具。零件加工外形时,它的整个吸附面积已经很少,加工时因颤动、带刀,使得真空夹具漏气,蒙皮吸附不上,从而可能导致蒙皮边缘成锯齿状波纹出现,严重时整个零件偏离原来的定位位置,零件超差。工装整体构架为铝制作,与零件贴合面也是一整体弯板,其型面使用五坐标铣床制出,蒙皮靠定位孔进行定位,零件最后交付时定位孔需要铣去,这类蒙皮要求加工的部位为内形、外形和内部的孔位。其加工零件时,一个很大的问题是,当铣切完零件内形时,蒙皮的有效吸附面积已经很小,而且如果因为蒙皮变形或者加工时带刀现象的产生,势必会造成某一真空区漏气,蒙皮外形真空区是靠一两个吸气口吸气的,当某区漏气时,整个真空压就下降了,整张蒙皮肯定是吸附不了。如A320飞机蒙皮铣切时,其内形都为通孔,使用传统的真空平台势必得考虑内形和孔在铣切完后是否会漏气的问题。

图1 固定式真空夹具
固定式真空夹具和吸盘式真空夹具的另一个主要区别是装夹的准备时间。使用吸盘式真空夹具前的准备时间远远少于整体式真空夹具,蒙皮类零件由于厚度较薄,刚性差,在使用传统的工装装夹时需要人把蒙皮四周按住,且要多人按压零件。而使用吸盘式真空夹具需要的时间根据零件特征介于几分钟和十几分钟之间。而采用吸盘式真空夹具来吸附零件,因为它为单通道设计的,不会因为某一地方漏气,而导致整个气压下降。它的吸附区域是可以划分的,图2为某机蒙皮零件所使用的吸盘式真空夹具。
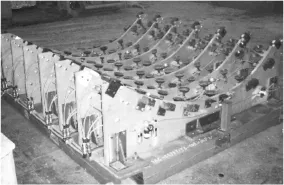
图2 吸盘式真空夹具
这类工装往往都是几个零件共用一套工装,这样有效地节省了加工时的辅助时间,如工装的定位,找正等耗时的步骤。另外,它也节省了工装制造的费用和周期。
2 吸盘式真空夹具的选择
2.1真空吸盘的选择
真空吸盘有三种基本类别,即扁平吸盘、波纹吸盘和具有特殊工作原理的吸盘。
蒙皮类零件选择的是前两种,扁平吸盘适合曲度不是很大,而且比较薄的蒙皮,波纹吸盘,即风琴式吸盘,它具有极高的水平和垂直保持力以及最大压缩行程,适合各种曲面金属薄板和蒙皮,特别是那些需要高度补偿的,而且曲度比较大的蒙皮,另外,像汽车制造业上的薄壁车身和对受压敏感的工件也可以使用它。加工蒙皮时,常采用的就是这两种吸盘制作的真空夹具。
2.2真空吸盘安装方位
真空吸盘用于两种不同位置工作时的安装方位。一种为吸盘水平安装时,除了要吸持住工件负载外,还应该考虑因蒙皮局部变形、内应力变化等因素对吸盘吸力的影响。另一种为吸盘垂直安装时,吸盘的吸力与吸盘与工件间的摩擦力有密切关系。而成形后的蒙皮进行机加设计时吸盘就采用了法向方向吸附零件,其水平方向和垂直方向都受到力的影响,但是工装上有型面支撑零件,所以,相对于平行吸盘表面方向受到的力很小,主要考虑的是垂直于吸盘表面方向受到的力。
3 数控加工策略
3.1工艺安排
蒙皮加工时,由于周边都要铣透,在铣切外形前,零件周边是用压板压紧零件余料的,铣完外形后,蒙皮几乎是个独立体,仅仅依靠吸盘吸附,已经脱离了定位孔的约束,而飞机零件精度是要求很高,如果因为外界环境的影响,如真空泵出现故障,而导致吸附在工装上的零件脱离工装,再找正加工非常困难,这势必造成零件报废。所以,在安排工序上必须先加工那些不改变定位状态的地方,而直接因素是两个定位孔,在保证不切断定位孔处部位的情况下,先加工其他部位,如内形开口、孔位等等。
在加工时,选刀不要太大,尽量选择小一点的刀,因为蒙皮比较薄,需要的切削力也不需要太大。
3.2数控编程
蒙皮类零件数控编程使用CATIA的CAM模块中的Advanced Machining高级加工模块。在加工中优先选用Multi-Axis Curve Machining(多轴曲面加工),此种加工操作依据定义的几何界限和加工策略参数沿着外形轮廓导动切削的。它有三种加工方式:多条曲线间接触、两条曲线结合曲面、曲线与零件面结合。
多轴曲面加工的加工策略主要包括刀具轨迹方式、径向策略、轴向策略、精加工控制、机加公差、切削方向等内容。一般加工时适合用第二和第三两种方式,既能保证刀具沿着零件轮廓线,又能垂直与零件底面加工,刀轴方式选用lead and tilt(引导和斜角)。进刀时选用斜向进刀,进刀点设置在零件外面,刀具直接插补到零件轮廓上。
在蒙皮加工中很多加工命令都适合去编程,但是使用有些命令通常会提示一些计算错误,如Nothing tomill,Tool path computation error等等。但是使用Multi-Axis Curve Machining编制加工程序是一种有效而又快捷的方式,它提示出错的几率也比较小。
3.3切削参数的设定
(1)轮廓加工参数设定
切削参数主要包括进给速度控制、拐角降速控制、主轴转速控制。蒙皮加工一般都是一次性加工完成,它区别于其它零件的加工,如板料、型材等零件,当刀具设定为以零件下表面为底面,外轮廓为导引时,零对零加工,会发现零件局部没有铣透这一问题,这主要是因为当铣切零件外形时,原本周边余料是和零件相连的,而且余料是被压板或工艺夹等压住的,当局部铣透时,就会造成零件变形,主要是支撑零件的型面不是整体,它是通过型面夹板和吸盘来定位,型面夹板之间是有200 mm左右距离,中间的吸盘又不是刚性的,零件周边的吸盘吸附时会使零件变形,但是并不影响整个零件的位置,这就需要在加工时,刀在轴向方向上(不是Z向)有一个下刀,使得刀具能够切断零件,这一步由程序给出或者直接由机床控制都能实现。
(2)孔的加工参数和宏指令的设定
钻孔的程序参数设定时,因蒙皮类零件钻制的孔一般都为导孔,其特点是数量多,孔径小,其进给速度不能太大,因而在钻孔时,宏指令去控制其进给的速度,优化空走刀时间。下刀时,整个进给过程不能直接设置为进给速度,在零件10 mm以上都设置为退刀速度,退刀时直接退出即可,孔与孔间的抬刀距离可以设置为30 mm或20 mm,空行程走刀速度可以设置为20 000 mm/min,退刀速度可以设置为8 000mm/min.
4 技术创新点和难点
此类技术的成功,解决了以往蒙皮加工时,难吸附,难铣切内形和难钻孔的问题,它有以下创新点:
(1)工作时能快速定位。因为吸盘是分区域,吸附时不需要考虑整张蒙皮是否漏气,只要保证吸附区域能够吸附上即可,然后依次吸附其他区域,而且它靠单独的吸盘去吸附,在某区域里面也不必考虑是否得一次性吸上的问题。
(2)采用了以线、面定位的方式,能够很好地躲避因钻制孔,铣切内形而导致的漏气问题。
(3)该技术具有创造意识,在国内没有同类产品的比较和借鉴的条件下,而国外又对此类技术带有封锁性的前提下,克服了这些困难,取得了设计制造和应用于零件加工的成功。
技术难点:
(1)解决零件变形问题。
(2)几个零件共用一套工装时吸盘躲避孔和内形的问题。
(3)解决吸附时能恰好把蒙皮吸附到定位面的问题。
这种吸盘式真空夹能快速的定位,装夹时不需要借助太多的人力。随着其不断的改进和尝试,矢量的吸盘式真空夹具会在蒙皮加工中使用,但需要不断的完善和创造。
[1]胡翔云.机械制造基础[M].上海:上海交通大学出版社,2007.
[2]詹熙达.CATIA V5R20数控加工教程[M].北京:机械工业出版社,2013.
Thin-Gauge Skin Manufacturing Strategy Analysis and the Application of CAM
ZHANG Xin-xi
(Aircraft Industry Shenyang Aircraft Industry(Group)Co.,Ltd.,Shenyang Liaoning 110850,China)
This thesiswill focus on fixture、manufacture strategy and computer aided manufacture(CAM),by which the author analyses the difficulties in thin-gauge skin manufacturing,and the solutions adopted will be summarized in this theory.
fixture;manufacture strategy;CAM
TG659
A
1672-545X(2016)05-0128-03
2016-02-15
张新喜(1982-),男,浙江浦江人,本科,工程师,主要研究领域为数控加工。