某骨架零件加工工艺研究
2016-09-10王国峰王东升
王国峰,王东升
(中航工业空空导弹研究院,河南洛阳471000)
某骨架零件加工工艺研究
王国峰,王东升
(中航工业空空导弹研究院,河南洛阳471000)
分析了一种复杂结构骨架零件的工艺特点和加工难点,并根据零件特征制定了合理的加工工艺方案,针对工艺难点深腔小孔加工,数控铣装夹困难以及加工工步、刀具和切削参数选择等采取了相应的工艺解决措施,经产品试制验证,措施有效。
复杂结构;工艺方案;措施;装夹
某骨架零件结构复杂,如图1所示,由于需求数量较少,使用铸件毛坯加工,模具成本较高,故从经济性考虑确定此零件由机械加工来完成。但由于其结构较为复杂,工艺性差,零件装夹较为困难,故需要探索加工工艺技术,制定合理工艺方案,尽快提供合格零件,满足装配需要。本文通过对零件工艺特点和加工难点进行深入分析,设计了较为合理的工艺方案,并针对工艺难点采取了相应的解决措施,保证加工出的零件合格,满足了产品研制需要。
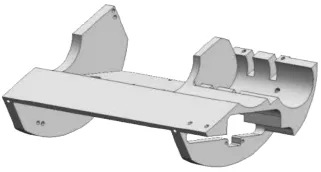
图1 骨架结构图
1 零件工艺性分析及加工难点
该骨架零件材料为45#钢,其广泛应用于机械制造行业,是最常用的中碳钢,它的机械性能好,但淬火性能不好,水淬时易产生裂纹,根据零件使用要求,即作为产品内部固定传感器及线缆插头等使用,使用过程中不承受大的载荷,对硬度无要求,因此,零件可不进行调质处理,零件硬度不高,切削加工性较好。但由于其结构复杂,特征繁多,工艺实现起来难度较大,主要难点如下:
1.1零件特征多,工艺流程安排难度大
根据图1所示,零件形状不规则,结构复杂,零件上各种型腔、槽、孔等特征较多,加工顺序安排及工艺基准的确定较为困难,每一道工序安排必须考虑后续工序的装夹定位问题,以及设计基准转换为工艺加工基准后的尺寸换算问题,如果加工顺序选择不当,会出现后边加工时无法装夹,或设计图纸尺寸难以保证等情况出现。
1.2装夹定位困难,切削变形大
如前所述,零件的结构复杂,可用于装夹定位的面少,需要在安排工艺流程时解决装夹定位问题,特别是图1中上半部分特征的加工,装夹定位较为困难,必须设计专用的铣工夹具,便于装夹和角向定位。另外,由于零件去除余量较大,材料去除率高,加工中极易发生变形,需要确定合理的加工工步,选择合适的刀具和切削参数,减少切削变形。
1.3深腔小螺纹孔加工难度大
如图2所示,零件端部台阶面上两个M2小螺纹孔,由于其所在平面A距离端面距离25 mm,螺纹底孔深度约10 mm,总长度达到35 mm,而M2-6G螺纹底孔尺寸约为φ1.6 mm,长径比达22,需采用加长钻头。一方面,由于钻头本身强度低,刚性差,加之孔小,切屑不易排出,容易造成切屑堵塞,加工时易折断;另一方面,由于悬出部分较长,加工时容易出现偏斜,孔位置尺寸难与保证。此外,用丝锥攻螺纹时,普通标准丝锥长度也不能满足零件需要,需要购置加长丝锥或制作加长杆。
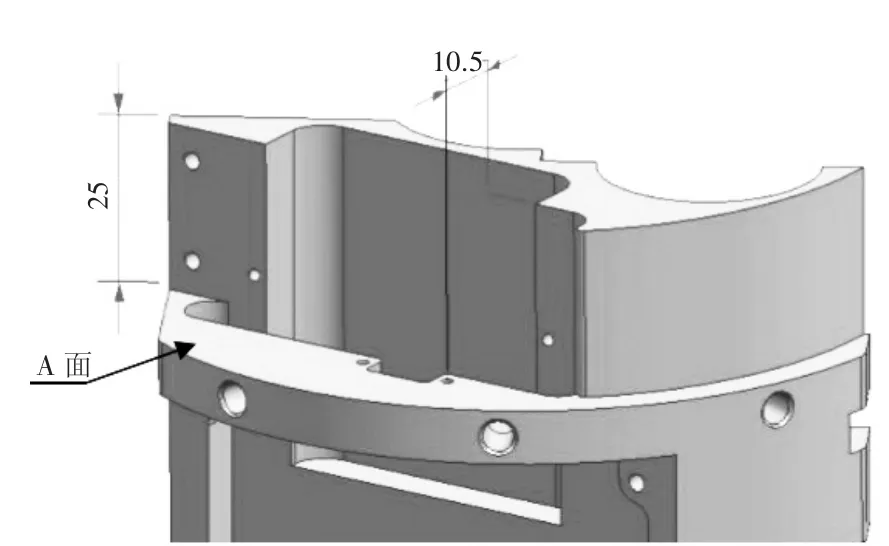
图2 螺纹孔
2 工艺方案及解决措施
2.1制定合理的加工工艺方案
根据对零件结构的详细分析,按照确保零件尺寸精度,减少装夹次数的原则,依据主要尺寸的设计基准,确定工艺加工基准形成顺序,初步确定工艺思路如下:使用130×190钢棒加工,每件毛坯加工两件零件。首先由车工分粗精加工完成零件外轮廓及内圆弧面加工,如图3所示,内孔由两端镗孔,将接刀痕留在后续铣削加工型腔可去除位置,保证内外圆同轴度要求,同时,对尺寸公差进行了控制,满足后续四轴加工堵头定位需要。
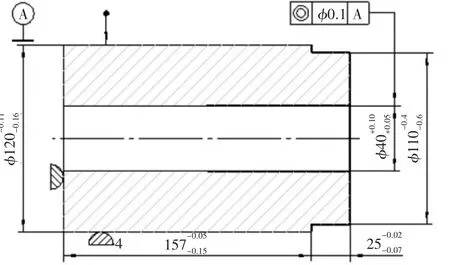
图3 车工加工
零件的轴线基准加工形成后,由四轴加工中心夹持已车削一端外圆台阶,另一端内孔堵头定位,顶尖顶紧,如图4所示,完成型腔、槽、孔的加工,圆周方向6-M5螺纹底孔加工并引螺纹3~5扣,型腔内平面上8处螺纹由于零件最终剖开后,装夹困难,攻丝不易保证与所在平面垂直,故需要在四轴加工时引螺纹3~5扣。此外,主视图中尺寸左侧端面由车工和铣工两次加工而成,必须控制压缩前期车工台阶轴向位置尺寸公差和后续铣工接刀,才能保证尺寸要求。
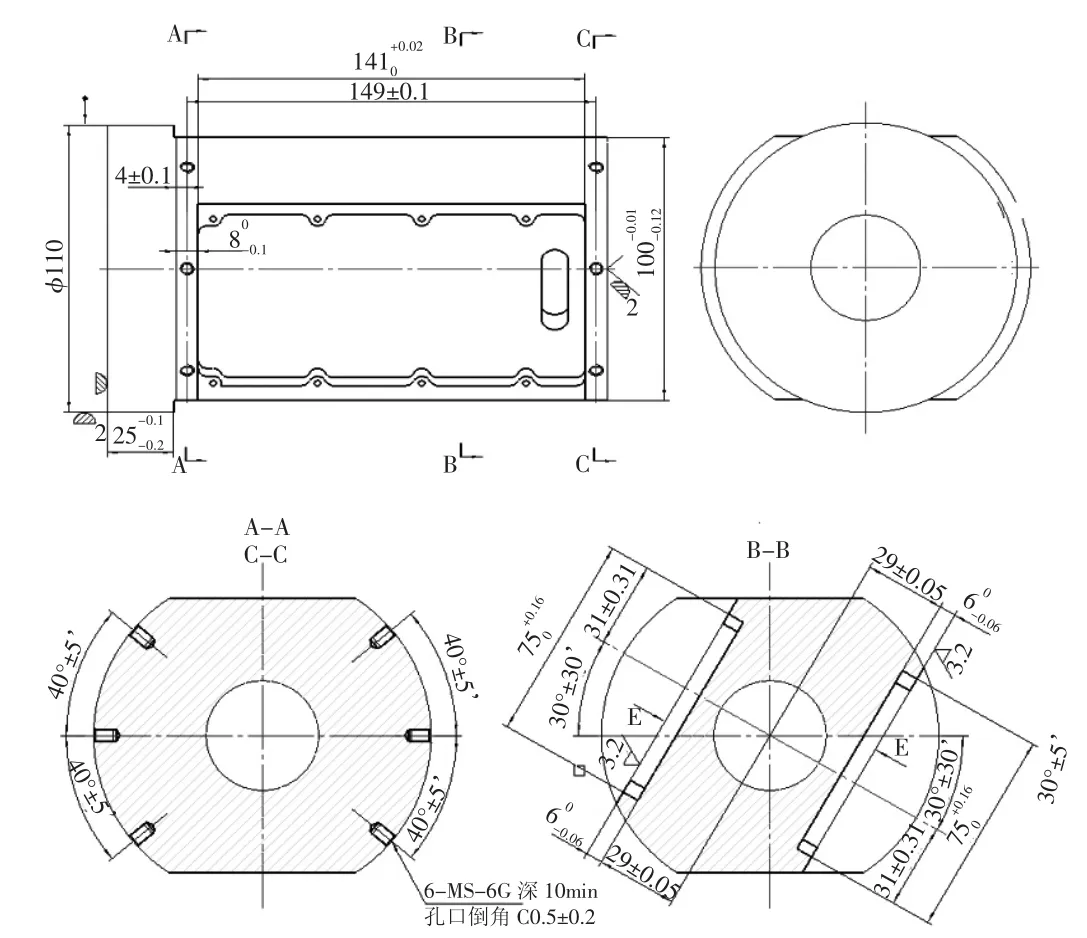
图4 四轴加工
在零件径向特征加工完毕后,安排五轴加工去除零件端部四轴夹持部分台阶,保证尺寸100 mm,加工型腔、槽、端面φ70 mm平底孔,同时一次完成端面和侧面共12处M2螺纹底孔加工。需要注意的是,H向旋转视图中尺寸5±0.1右端面接刀台阶凸出需控制在0.05以内,以保证尺寸8要求,φ70mm平底孔需压缩深度公差,便于后续孔底平面接刀控制。如图5所示。
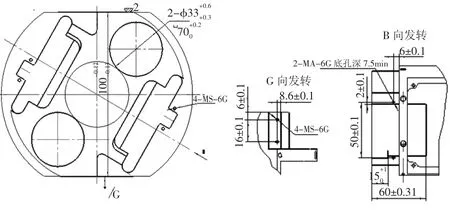
图5 五轴加工(1)
在外部特征加工完毕后,安排线切割将零件从中间切开,为防止零件切斜,在切断面留1mm余量,安排三轴立加加工切断面,保证尺寸51.5,并保证垂直度要求,从而形成加工内腔的基准面。如图6所示。
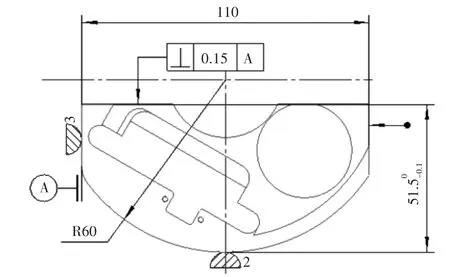
图6 零件切开
基准修复后,安排五轴进行内侧型腔、槽、孔的加工。此时可供夹持面较少,需重点解决零件装夹定位问题,此外由于此时去除余量大,零件切削变形较大,需确定合理的加工步骤、刀具和切削参数等,减小切削力和切削变形。如图7所示。
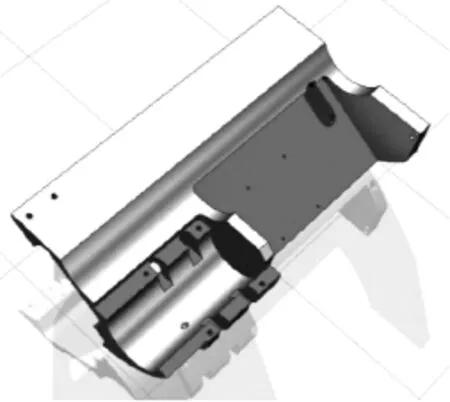
图7 五轴加工(2)
五轴加工完后,安排卧加以零件底面定位,两端外圆弧面处压紧,一次完成端面及侧面孔加工,如图8所示。
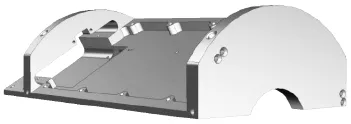
图8 卧加工序
2.2深腔小孔加工措施
首先,加工此几处小孔时,由于零件结构所限,所使用钻头长径比较大,钻孔时轴向受力增大,必须对钻头的横刃进行修磨,这是由于钻尖是钻头承担切削最重要的部分,而横刃对钻头的切削性能影响很大。钻头入钻时横刃起着定心的作用,从而影响到所钻孔的形状、位置和尺寸精度;横刃产生的轴向力占钻削轴向力的50%~60%[1],适当修磨横刃长度可减小切削阻力。通常钻头直径d=1.5~12mm时,钻心厚度取(0.2~0.15)d,因此,φ1.5钻头实际钻心厚度达到0.225~0.3mm.钻孔时,横刃的挤压作用就更加突出。为了提高钻头的钻削性能,必须对钻头的横刃进行修磨,钻心厚度修磨到0.1~0.2 mm,横刃长度为钻心的1/3~1/5,这样修磨后,切削阻力大大减小。
其次,在钻小孔时,须先用中心钻进行引钻,防止由于小钻头刚性差而引起倾斜,造成钻头损坏;在钻底孔前,先用φ1.3~φ1.4钻头进行粗钻6 mm深,然后用φ1.5铣刀插铣,以达到校正孔位置的作用,最后再用φ1.6钻头加工孔径及深度到尺寸。需要注意的是,钻孔过程中要及时排屑,防止铁屑堵塞,加工过程中需密切关注钻屑是否顺利排出,若有异常及时退出钻头查看。
最后,在钳工攻丝时,特别的侧面的螺纹孔,由于没有可利用的定位面,手工攻丝容易攻歪,普通丝锥长度无法满足要求,定制加长丝锥周期长,成本高,且刚性不一定满足要求,鉴于此,利用先用的标准M2合金丝锥,设计了攻丝加长杆,保证加长杆小孔和外径的同轴度在0.02以内,且加长杆小孔和丝锥柄部配合间隙不能过大,径向用紧定螺钉压紧,这样增强了丝锥的刚性,加工螺纹全部合格。
2.3保证零件装夹刚性,确定合理加工工步
首先,根据零件特点,选取长度方向的两个尺寸面作为夹紧面,宽度方向的两个面及R60外圆弧面定位,确定零件角向中心,同时由于零件加工过程中材料去除量大,零件主体部分加工完后只有5 mm厚,刚性较差,故夹具需要有足够刚性,设计专用铣工夹具如图9所示。

图9 铣工夹具
2.3.1零件装夹要点
由于零件刚性差,为了减少零件加工后的变形,在装夹过程中,零件与夹具之间不能采取紧配合,必须采用间隙配合的方法。但是间隙配合会对零件角向定位的可靠性造成影响,因此在尺寸100的定位面与零件之间的间隙中需塞入铜皮,保证其定位的可靠性,最后找正时找平零件的上表面作为加工基准。
2.3.2零件加工工步
首先,去除左边深腔的大余量,在侧面及底面均留0.5的精加工余量,再去除右边型腔及四个槽大余量,同样侧面底面留0.5 mm的余量,如图10所示。完成半精加工工序后,松开零件,释放零件残余应力。然后,适当减小夹紧力,重新找平上表面后再次夹紧。改变切削参数后,加工零件至尺寸。
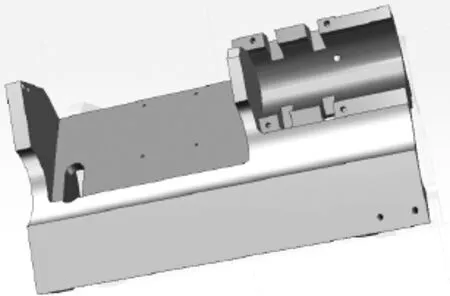
图10 铣工加工
2.3.3加工刀具及切削参数的选择
(1)刀具选择
由于零件刚性极差的特点,在刀具选择方面,尽量选择直径较小的刀具,从而降低切削力,减小零件变形。综合加工效率来考虑,右边部分型腔半精及精加工均采用直径为φ10 mm的刀具,左边部分型腔半精加工采用φ10 mm的刀具,精加工时四个槽采用φ6mm的刀具。刀具参数的选择上考虑选用螺旋角小的刀具,从而降低刀具加工时产生的轴向拉力。同时,选用刀尖圆角小的涂层合金铣刀。刀尖圆角小是为了保证刀具的锋利,减小切削力[2]。因为材料未经过热处理调质,因此存在材料内部组织不均匀的情况,使切削条件变差,选用涂层合金铣刀的目的是为了保证刀具的耐磨性,最终减小切削力。
(2)切削参数选择
在本工序加工时,考虑到零件刚性差极易变形的特性,切削参数的选用原则是小切深、低切速、中等进给速度的原则。粗加工时ap=0.5 mm,V=30 m/min,f=0.2 mm/r;精加工时ap=0.2mm,V=30 m/min,f=0.1 mm/r[3].
3 结束语
本文分析了骨架零件的工艺特点和加工难点,通过修磨刀具及采用粗钻、插铣、扩孔的方法解决深腔小孔加工问题,通过设计专用工装提高了工艺系统刚性,通过优化加工工步和切削参数,有效控制了切削变形,经过试制批次加工,最终零件全部合格,满足了装配需求,证明了工艺方案安排合理,加工顺序安排得当,针对工艺难点深腔小孔加工、铣工装夹困难以及切削变形大等采取的工艺措施可行、有效。
[1]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2010.
[2]乐兑谦.金属切削刀具[M].北京:机械工业出版社,2011.
[3]原北京第一通用机床厂.机械工人切削手册[M].北京:机械工业出版社,2009.
The Craft Technique Scheme Studies Of Some Framework Spare Parts
WANG Guo-feng,WANG Dong-sheng
(AVIC China Airborne Missile Academy,Luoyang Henan 471000,China)
Analyzed the craft characteristics of a kind of complicated structure framework spare parts and process a crux,and drew up according to the spare parts characteristic reasonable of process a craft project,process to deep chamber eyelet of craft crux,count control Xian to pack to clip difficulty and process work to tread,the knife have and sliced to pare parameter choice etc.to adopt a homologous craft to solve measure,Be manufactured a verification on a trial basis by product,themeasure is effective.
complicated structure;process plan;measure;pack to clip
TH162
A
1672-545X(2016)05-0119-04
2016-02-22
王国峰(1984-),男,河南洛阳人,学士,工程师,研究方向:机械加工工艺技术;王东升(1978-),男,河南洛阳人,硕士,工程师,研究方向:机械加工工艺技术。