1mm铝壳脉冲激光立焊力学性能实验研究
2016-09-10陈一峰
陈一峰
(武汉船舶职业技术学院,湖北武汉430050)
1mm铝壳脉冲激光立焊力学性能实验研究
陈一峰
(武汉船舶职业技术学院,湖北武汉430050)
以1mm厚的铝板为实验研究对象,采用脉冲激光进行铝壳立焊焊接实验,对焊接速度、脉冲能量进行优化。通过对焊接试样抗拉强度测试、焊缝的形貌和显微硬度的分析,焊缝热影响区较小,焊缝区的强度、硬度和母材接近。
铝板;立焊;脉冲激光;实验
激光焊接是一种新兴的焊接工艺,它相对各种传统焊接最大的优势就是热影响范围小,变形小,焊缝精美。铝合金具有良好的物理、化学和机械性能[1],目前被广泛用于新能源汽车行业,为了减轻其自重,采用激光焊接其车身,可以延长电池巡航能力。本文以光纤激光器为热源进行铝合金的立焊实验,从脉冲能量和焊接速度角度出发,对铝合金的激光立焊力学性能进行了系统分析。
1 焊接实验设计
1.1实验设备
实验采用IPG光纤激光器,波长为1064 nm,最大输出功率2 kW,光束质量因素BBP=20 mm mrad,准直F=120mm,聚焦镜焦距F=200mm.
1.2实验材料
焊接试件尺寸为250mm×250mm×1mm长方体,材料为铝合金,其化学成分(质量分数,%)见表1.

表1 铝合金的化学成分(质量分数,%)
1.3实验方法
焊接试验中,分别调节脉冲能量(60J-125J)和焊接速度(25 mm/s~50 mm/s)二个工艺参数,每个参量分别进行6组实验,焊接前对试件进行清洗,采用100倍的放大镜对焊缝的宽度进行测量,用线切割切割焊缝的横断面,再进行微观组织分析,利用万能试验机对样件进行拉伸测试,分析各焊接参数对焊缝强度的影响[2-3]。
2 试验结果与分析
2.1脉冲能量对立焊焊缝形貌的影响
采用脉冲焊接,离焦量均设为零,速度设为40 mm/s,脉冲宽度设为30 ms,保护气体氮气的流流量设为15 L/min,焊接工艺参数见表2.
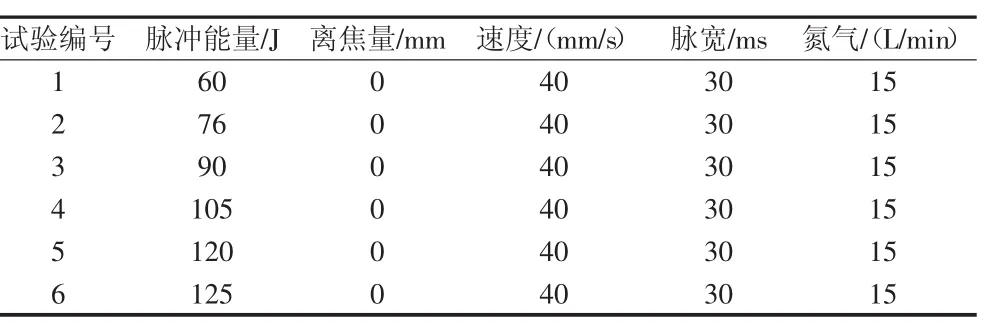
表2 焊接工艺参数
在本组实验当中,当脉冲能量较低时,焊缝表面不平且无法焊透,成型不良;当脉冲能量逐渐增大时,焊缝宽度随脉冲能量增加而逐渐增大,但当脉冲能量增加到一定程度时,焊缝表面鱼鳞纹形貌尤为突出,图1中的(a)图是脉冲能量等于60J时的形貌,焊缝过窄,且没有焊透,(c)和(d)虽然都焊透了,但是焊缝过宽,热影响严重,尤其是脉冲能量上升到125J时,焊缝出现过烧现象,而(b)是脉冲能量为90J时的形貌,焊缝表面成型最佳,因此90J为最佳脉冲能量。
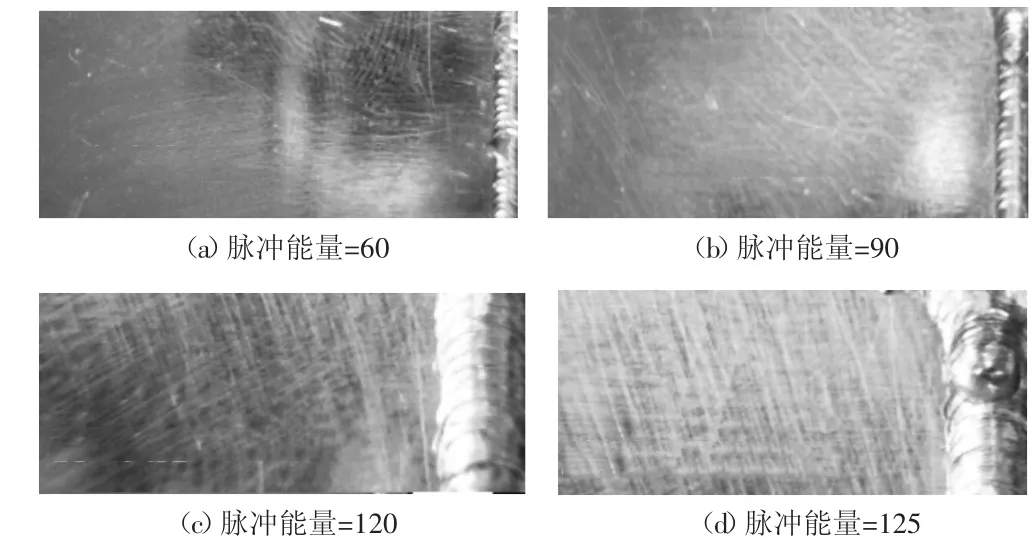
图1 焊缝表面宏观形貌
2.2焊接速度与立焊焊缝宽度的关系
速度与立焊焊缝宽度的关系如表3所示。
表3 速度与立焊焊缝宽度的关系
实验结果显示,当焊接速度在25mm/s~50mm/s时,焊缝都能焊透,且表面形貌较好,焊接速度对焊缝宽度的影响如图2,图3所示。
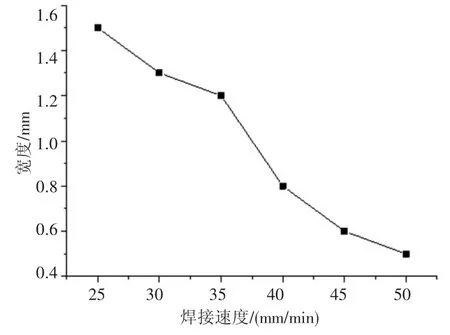
图2 焊接速度与焊缝宽度的变化关系
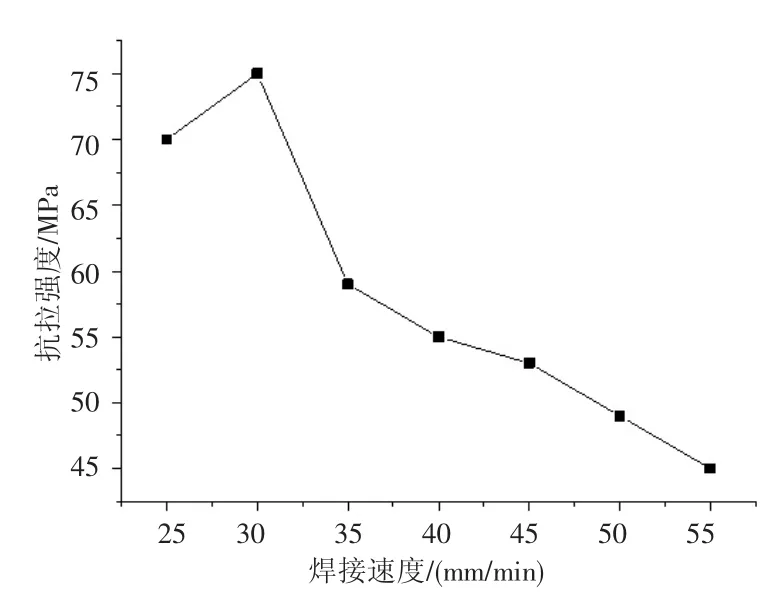
图3 焊接速度与抗拉强度关系
在图2中,我们看到,随着焊接速度的提高,焊缝宽度下降,是因为保持脉冲能量不变,当提高焊接速度,激光与铝板作用时间减少,熔化的材料也减少,导致立焊缝宽降低。
2.3焊接接头拉伸强度
本组实验中采用的焊接接速度由25 mm/s到50 mm/s变化,共6组数据,所有试件均能焊透,当焊接速度较慢时,出现焊缝变黄、变宽,背部出现塌陷,热影响区增加;当焊接速度较快时。当焊接熔深不够,焊缝过窄。根据脉冲能量大小变化,对焊接接头按标准切割成拉升试件进行拉升强度测试,试件1 mm厚,20mm宽,其它参数见表4.
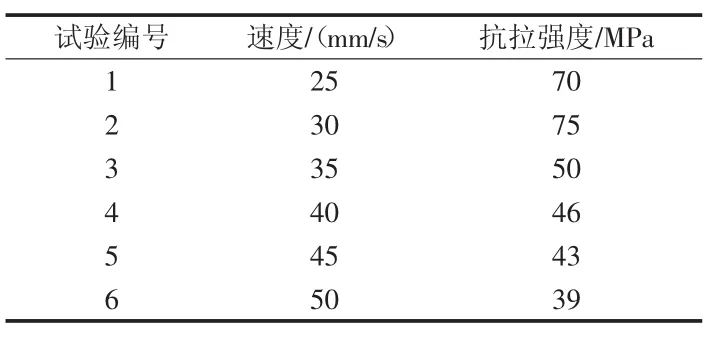
表4 速度与立焊焊缝宽度的关系
当焊接速度处于30mm/s时,试样的抗拉强度最高,与母材强度相当,而低于30 mm/s和大于30mm/s的抗拉强度均小于母材抗拉强度的,另外在测试中发现出现断裂的都在热影响区,因此在本实验焊接中30mm/s为最佳焊接速度。
2.4焊接接头显微硬度分布
显微硬度测试用来测定金属组织中组成相的硬度,以此鉴定合金相的类别和属性[4-5]。焊接焊缝微观形貌截面图如图4和图5所示。焊接接头区域内分布着奥氏体和铁素体,热影响区晶粒变化不大。
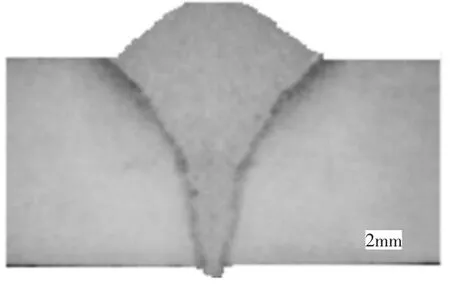
图4 焊缝截面形貌
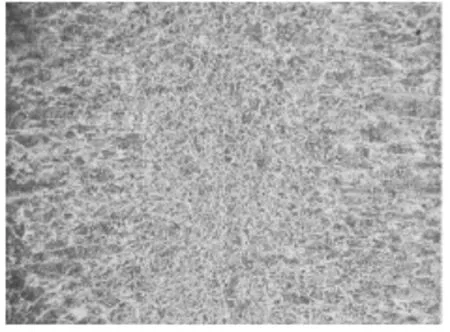
图5 焊缝微观组织
焊接接头分为母材区、焊缝区和热影响区,在焊缝区取7个点进行显微硬度测试,-2~-1.5和1.5~2为母材区,-1.5~-0.5和0.5~1.5为热影响区,-0.5~0.5为焊接区,从图6中可以看出,热影响区的硬度最低,由于热影响区宽度较窄,所以对接头性能影响不大,焊缝区的硬度和母材相近,焊接效果良好。
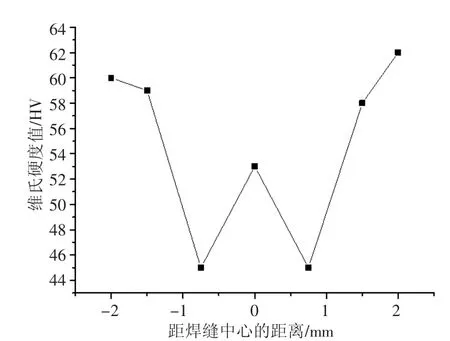
图6 立焊接接头硬度分布
3 结束语
脉冲激光立焊焊接过程中脉冲能量和焊接速度是对焊缝力学性能最大的因素,脉冲激光立焊焊接铝板获得的焊接接头抗拉强度与母材相当,热影响区抗拉强度略低于焊缝处,且容易发生断裂的也是热影响区,所以减少热影响是十分重要的。焊接接头硬度与略高于母材,但也是在热影响区内硬度降低明显。
[1]苗玉刚,陈彦宾,等.铝合金激光立焊特性分析[J].焊接学报,2007,28(10):57-60.
[2]洪蕾,吴刚,陈武柱.保护气流对CO2激光焊接铝合金的影响[J].中国激光,2005,32(11):1571-1576.
[3]马东升.超高强度钢激光焊接工艺与接头力学性能[J].电焊机,2011,41(12):35-38.
[4]李娜,马志华.AZ31镁合金激光-MIG复合焊接接头组织和疲劳性能研究[J].热加工工艺,2016,45(7):221-226.
[5]张大文.铝合金激光焊接工艺研究.硕学位论文北京:长春理工大学,2012.
ExperimentalStudy on Pulsed LaserWelding of 1mm Alum inum Shell
CHEN Yi-feng
(Wuhan Institute of Shipbuilding Technology,Wuhan Hubei 430050,China)
In this paper,the 1mm thick aluminum plate as the experimental research object,using the pulse laser to carry out the welding experiment of the aluminum shell,optimize the welding speed and pulse energy.Through the analysis of tensile strength test,weld appearance and micro hardness,the heat affected zone is small,the strength and hardness of the weld zone is close to that of the basemetal.
aluminum plate;vertical welding;pulsed laser;experiment
TM 743
A
1672-545X(2016)05-0241-02
2016-02-21
陈一峰(1976-),男,湖南长沙人,讲师,硕士研究生,主要研究方向:激光工程。