浅谈拆装悬吊式水轮发电机组推力头的新方法
2016-09-10农体健
农体健
(南宁发电设备公司,广西南宁530031)
浅谈拆装悬吊式水轮发电机组推力头的新方法
农体健
(南宁发电设备公司,广西南宁530031)
主要介绍了悬吊式水轮发电机组在安装与检修过程中,利用加热升温的办法来套装、拆卸推力头的工艺,对拆装推力头的工作具有较好的参考价值和指导意义。
悬吊式机组;推力轴承;推力头;温度计算;热套;拆卸
悬吊式水轮发电机组的推力轴承位于转子之上,上机架中,其装配简单,运转稳定,广泛应用于小直径、高转速的机组。该机型的推力轴承由推力头、推力瓦、镜板、刚性支柱螺钉等部分组成,不仅是机组承重部件之一,同时也巧妙利用自身的位置特点,将机组重量通过推力轴承本身传递给上机架,再由上机架转移到混凝土基础部分[1]。
推力头作为推力轴承的重要部件,业内人士都亲切的称它为“小转子”。其材质多为锻钢,机组运转时,起着承受、传递轴向力和扭转力的先导作用,是受力繁重、精度要求很高的零件,与主轴的轴颈配合后不允许有任何不良的松动情况发生。为了方便运输以及不影响转子支架、磁极等其它零部件与主轴的配装,在主轴上完成配车、精加工后的推力头需要拆卸拔离主轴,待到电站安装时,才将推力头套装回主轴上;检修时,如果发现推力头有松动或者需要拆装和调整其它零部件,同样需要起拔推力头。由于推力头的安装质量直接影响到机组运行时的摆度、振动的大小,因此如何可靠、安全的拆装推力头一直是水轮发电机组安装检修工作的攻克难点之一[1]。
以广西A电站为例,浅析在安装与检修机组的过程中,南宁发电设备公司的技师们巧妙利用加热升温的办法拆装推力头的工艺过程。
1 广西A电站简介
广西A电站总装机容量:2×12.5 MW
发电机组型号:SF12.5-24/4600
水轮机组型号:ZZ550-LJ-280
额定功率:12.5/15.625 MW/MVA
额定电压:10 500 V
额定电流:859.15 A
额定转速:250 r/min
其中推力头基本参数:
最大外径:¢1220mm
与主轴配合三段内径:¢408 mm、¢416 mm、¢410 mm
重量:2 214 kg
该电站推力头材质为锻钢35,与主轴采用普通平键C型连接,基孔制过盈配合,一共有3处配合尺寸,结构如图1所示。

图1 推力头结构示意图
2 套装、拆卸推力头新方法——加热升温
2.1热套推力头的可行性分析
用加热升温的办法来套装零部件的工作,俗称“热套”。根据热胀冷缩的原理,通过加温,使推力头的内孔产生膨胀,原本加工尺寸中推力头与主轴的过盈配合临时转变为间隙配合;只要利用吊车起吊推力头,调整推力头与主轴对正后,即可下落推力头,一次套装到底。推力头热套到位后,在静待温度自然冷却的过程中,推力头与主轴的间隙配合又转变为过盈配合,使得推力头紧抱主轴,达到套装、抱紧的目的[2]。
这种热套的办法既避免了传统人工套装时借助大锤敲击,硬套推力头的耗时费力,又无须担心对称方向敲击时,力度会因人不同而造成推力头与主轴配合段间隙不均匀或前进速率不一致导致套装失败的后果。
(1)加温前的测量
加温前,推力头应吊挂在吊车的挂钩上,在同一室温下,用同一只内径千分尺测量推力头3段配合尺寸¢408 mm、¢416 mm、¢410 mm,每个截面上根据X、Y方向对称测得两组数据;同样,在主轴上各对应位置也用同一只外径千分尺进行测量。通过测量,检查推力头和主轴的配合尺寸应符合设计要求,倒角的径向和轴向配合应当合适,然后再确定推力头配合孔径膨胀量。
(2)加温计算
加温的计算采用如下公式:ΔT=K/(αD0)[3]
式中:
ΔT为加热的温升(℃);
K为人为选定推力头配合孔径膨胀量,一般取0.20~0.50 mm,该例取0.20;
α为钢材的膨胀系数,α=1.1×10-6(℃-1);
D0为室温下推力头与主轴配合的孔径;该例取最小配合尺寸¢408 mm;
因此,热套A电站的推力头需要加温:
ΔT=0.20/(1.1×10-6×408)≈45℃
考虑装配现场的环境温度,
T=ΔT+T0+Δt
式中,
T为套装推力头实际应该达到的温度(℃);
ΔT为加热的温升(℃);根据前式的计算,取45℃;
T0为装配现场室温,该例取25℃;
Δt为考虑套装推力头准备工作前可能下降的温度,该例忽略不计。
因此,热套A电站推力头实际应该达到的温度为:
T=45+25+0=70℃
(3)电热总容量估算
如果采用电加热的方法时,其电热总容量可根据下式进行估算:

(4)具体实施热套的工艺
加温前,应对推力头与主轴间的切向键进行研配。研配时可用角磨机适当修磨平键的毛刺、飞边。为防止修磨过度,发生不平行、扭角的现象,只允许单边修磨键。最终键能轻轻推入槽内,并能上下移动,研配好后装在主轴上。
如电站条件良好,砌有热烘炉的,可以将推力头整体吊入热烘炉内加热,使推力头整体在加热环境中均匀的受热,温度的监测也较为方便——只需监视热烘炉上的温度变化情况即可。因A电站加温条件简陋,因此选择了10 kW功率的电阻炉进行加温,电阻炉直径可略小于推力头端面法兰¢1 220 mm.为了防止加温过程中受外部环境影响,应选用厚厚的石棉布围拢住推力头进行保温,具体加温示意如图2所示。
式中,
P为电热总容量(kW);
K0为热损失系数,有良好保温条件时,可取K0=2.0~2.5;该例取2.0;
G为推力头的重量;该推力头设计重量为2 214 kg;
Δt为加热升温速度;根据实际情况,该例取15℃/h;
C为热容量,钢材C=0.12 kcal(kg.℃);
A为功率热当量,A=0.24 kcal(S.kW);
因此,A电站推力头加热所需的电热总容量为:

图2 推力头加温示意图
加温的速度不宜太快,温升一般控制在15~20℃/h.经过4~5 h的加温,推力头温度达到70℃时,维持恒定温度2~3 h以保证推力头受热均匀、膨胀同步,然后切掉电源。用专用内径千分尺检查孔径膨胀量,达到要求后用吊环扭紧至推力头上端面本身设计有4-M48工艺孔进行起吊。吊钩调整推力头使得键槽与装在主轴上的平键对正后,下降吊钩,靠自重将推力头一次性套装到位;热套到位后,待温度降至室温时才能安装卡环。
2.2拆卸推力头
(1)传统拆卸推力头的方法和优缺点
传统拆卸推力头的方法是加工一套拔推力头的专用工具:2根方头螺杆、1块顶板和2颗固定顶板于主轴顶端的螺栓。操作时,人工利用板手收紧对称方向的方头螺杆,方头螺杆被逼紧到位后仍继续受到外力的拧紧,由于反作用力的原故,方头螺杆拉动推力头向外移动,脱离主轴,从而完成起拔过程,具体如图3所示。
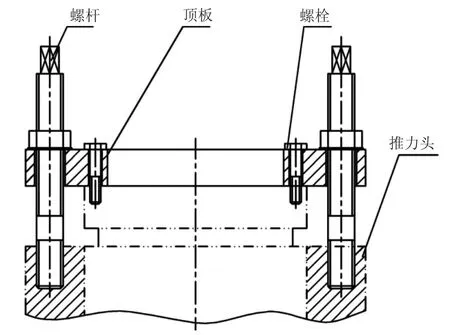
图3 传统拆卸推力头示意图
传统拆卸方法的优点是:操作简单、工具简易。缺点是:起拔推力头的整个过程是主轴与推力头内孔配合表面相互摩擦的过程,由于受人为因素的影响,在对称方向上产生的拉力大小和作用时间极易出现不同步,从而造成单边侧拉的现象,加大起拔失败的风险;因为是纯手工出力拧紧板手,仅是拧紧的时间就消耗1~2 h,因此劳动强度较大,速度慢、费时耗力。
(2)改进传统拆卸工艺
拆卸A电站的推力头时,发电设备公司的师傅们在沿用传统拆卸工具原理的基础上再增加预热的环节来起拔推力头。同样是利用热胀冷缩的原理,当推力头加热到一定温度时,推力头与主轴之间的过盈配合临时改变为间隙配合,由于是整体发生膨胀,所以整个配合圆周表面的间隙是均匀的,这就避免由于单边拉力过大或者对称方向不均匀受力,产生应力集中区表面被卡涩、剪切面受磨损,甚至是拉伤配合面、别出毛刺的现象。同时再增设一套液压千斤顶,以轻松提升千斤顶起升杆的方式代替费力的人力拧紧螺杆,减少了劳动强度、加快起拔速度。
(3)预热前的准备工作
机组检修时需要拆卸、起拔已经套装在主轴上的推力头,此时如果再用热烘炉或电阻炉对推力头进行预热都是不太可行的,因此可以选用另一种简单的加热装置——履带式电加热毯。市面上普通的履带式电加热毯都具有弯曲性好、拆装简单的特点,专用于管道、环形设备的预热、保温,有的最高温度甚至可达到1 000℃左右。因此加热时只需在推力头整个圆周外部包裹一层电加热毯即可,如有必要,也可多层包裹。电热毯之间采用并联接法,接好后全部接入电源控制柜。为了保温,同样需要在推力头外圆用厚厚的石棉布围拢、包裹。拆卸推力头的温度也适用热套时的加温公式:ΔT=K/(αD0)进行计算,此处不再赘述。预热前将2根M48螺杆对称扭紧至推力头上端面2-M48工艺孔;将厚约30 mm,长度大于或等于推力头外径的长条形顶板、液压千斤顶准备就绪。
(4)具体实施拆卸的工艺
在利用电加热毯预热的过程中,于主轴端面的起吊孔和推力头上端面的工艺孔内分别插上温度计,实时监测两者间的温差。如温差过小,说明两者温度相似,难以达到间隙配合所需的膨胀量,因此需要对主轴采取相应的降温措施,通常使用压缩空气对准主轴中心孔吹气降温。当温度达到70℃时,保温2~3 h后切断电源,开始拆卸推力头。
拆卸推力头时,将事先准备好的液压千斤顶置于主轴、推力头前端,再用顶板、螺母码紧于2根M48螺杆之间。操作液压千斤顶使起升杆缓慢升高,当起升杆升到一定高度时,受反作用力的作用,螺杆带动推力头向外移动,拔离主轴。具体操作详如意图4所示。
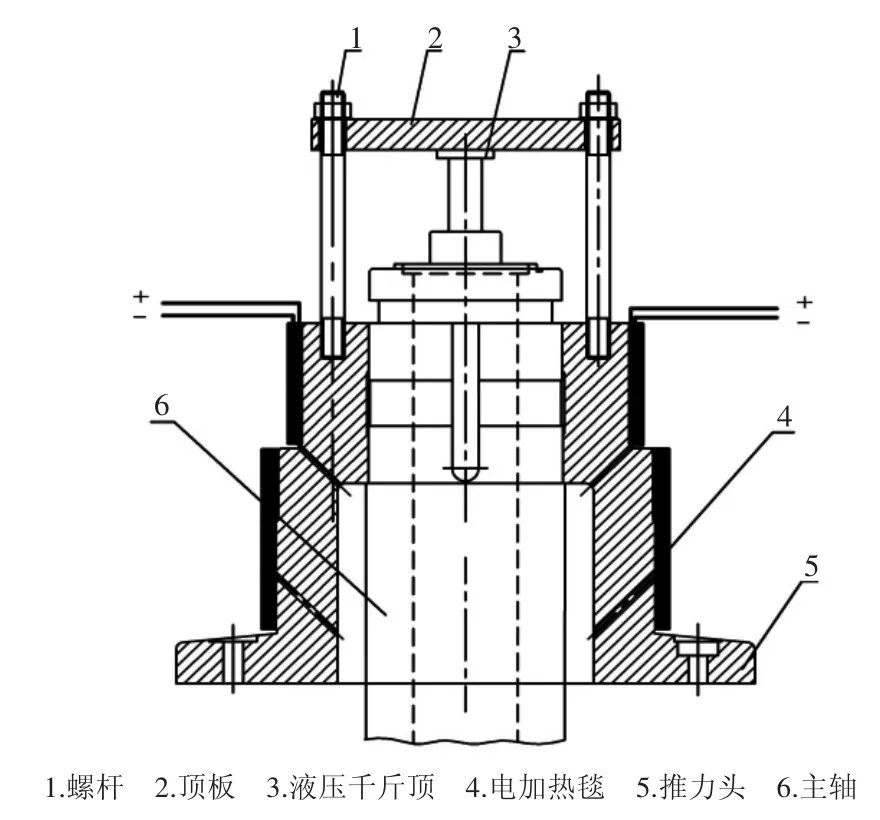
图4 利用液压千斤顶拆卸推力头示意图
3 结束语
通过计算确定预热所需的温度和电热容量,从而保证了拆装推力头时间隙配合所需的膨胀量。这种利用加热升温的办法配合使用液压千斤顶、螺杆等拆装工艺,改变了传统人工锤击、硬拔的粗爆方式,既减轻了工人的劳动强度,又加快拆装速度。A电站2台套机组安装时均采用热套法套装推力头,根据最终机组盘车数据显示,推力头热套很成功,没有松动的现象,是符合水轮发电机组的安装技术规范要求的;4年后机组大修时又通过预热起拔、拆卸推力头,经对推力头与主轴配合表面详细检查,发现其表面光滑、无拉伤、无毛刺,效果非常理想。南宁发电设备公司多年来一直延用这种工艺拆装悬吊式机组的推力头,既节省安装成本,缩短检修周期,又保证了产品的外观质量、设备完好,具有经济、技术双重效果,这对类似机型、相同结构的推力头安装与检修工作具有很好的实用推广价值和抛砖引玉的启发作用。
[1]于兰阶.水轮发电机组的安装与检修[M].北京:中国水利水电出版社,1995.
[2]GB8564-2003,水轮发电机组安装技术规范[S].
[3]中国机械工程学会热处理学会主编.热处理手册[Z]. 2008.
Discussion on the New Method of the ThrustHead of the Suspension Type Hydraulic Turbine Generator
NONG Ti-jian
(Nanning Power Equipment Company,Nanning 530031,China)
This papermainly introduces the suspension type hydro generating unit in the process of installation and maintenance,the heating way to suit,removing and thrust head technology,work on dismantling the thrust head has a good reference value and guiding significance.
suspension unit;thrust bearing;thrust head
TM 312
B
1672-545X(2016)05-0146-04
2016-02-09
农体健(1982-),女,广西宁明县人,助理工程师,大专,南宁发电设备公司重型装配车间技术员。