航空发动机叶片专用制造装备设计研究*
2016-09-08刘翠煜钟建琳
刘翠煜,钟建琳
(北京信息科技大学 机电工程学院,北京 100192)
航空发动机叶片专用制造装备设计研究*
刘翠煜,钟建琳
(北京信息科技大学 机电工程学院,北京 100192)
航天技术的竞争愈演愈烈,制造业作为国民经济的基础力量,是国际间竞争的关键性因素。叶片是飞行器发动机的重要组成部分,需具有高的精度和加工质量。文章以五轴联动叶片加工中心为例,对其结构构件进行了动态特性分析,并对薄弱环节进行了优化设计。最后通过优化前后结果对比分析,验证了优化的合理性和可行性,为今后的设计提供了一定的参考。
叶片;加工中心;动态特性;优化设计
0 引言
科学技术飞速发展,航空制造领域的先进性成为了影响国家国际地位的又一重要标志。航空发动机的叶片属于高、精、尖产品,多年来高精度和高表面质量的自由曲面零件的加工一直是制造业的难点。目前,国内、外对叶片制造进行了大量的研究,主要包括以下三个方面:①运用计算机分析手段对叶片进行多学科优化设计[1-4];②优化叶片生产过程的加工工艺,选取适当加工参数和加工方法;③提高叶片制造设备的性能,保证其加工质量。其中,提高制造装备研究的主要手段之一就是机床动态特性研究。本文即从改善制造装备入手,通过应用计算机辅助软件对某单位自主研发的航空发动机叶片专用生产设备的主要结构进行分析和优化来提高机床的动态特性,改善叶片加工质量。验证合理的优化设计,不但提高了本台机床的性能,为今后机床结构的设计尤其是主要受力部位设计也提供了一定的参考。
1 机床设计
研究发现,产品的制造成本超过 70%是在设计阶段被决定的,但设计阶段的成本仅占整个开发阶段的6%,由此可见设计阶段对产品的发展十分重要[5]。机床是制造业的基本装备,其设计可以划分为产品规划、方案设计、技术设计和工艺设计四个阶段。传统的设计方法在功能、周期及成本方面已经无法满足新的需求。现代设计理论采用先进的CAD/CAE技术,结合有限元对产品进行分析、优化,省去了产品样机反复试制、测试及改进过程,提高产品的动态性能的同时,有效缩短了设计周期,实现了企业低成本快速响应市场、产品批量化生产及大规模生产条件下的个性化需求[6]。
2 叶片加工中心设计
叶片是发动机结构及功能实现的主要组成部件,其形状、强度以及抗热疲劳等性能决定了发动机的工作效率和使用寿命。五轴联动加工中心是目前更高效、高精的数控加工设备,被广泛应用于复杂曲面的高效、精密、自动化加工,特别是在解决叶轮、叶片等方面具有独特的优势[7]。
2.1叶片加工特点及设计要求
应用环境的特殊需求使得发动机叶片一般设计的比较薄,本文加工中心生产的叶片,长约26.5mm,宽约28.8mm,前后缘转接R0.1~0.3,轮廓度R0.05~0.08,结构如图1所示。叶片的表面为自由曲面,采用数控铣削方法加工时容易产生较大的加工变形[8]。为满足发动机高耐热性、高强度的使用要求,本文加工的叶片即采用性能较好的高温镍基合金材料GH4169,其加工需要的切削力大,导致切削温度较高,易造成切屑与刀具粘连以及机械的磨损,因此,对加工机床的性能提出了更高的要求。

图1 叶片
2.2叶片加工中心尺寸及参数设计
根据本文叶片的结构特点,国内某单位研制开发了叶片专用五轴联动加工中心如图2所示。该加工中心能够实现X、Y、Z轴及 A、C 轴联动,X、Y、Z 轴直线移动距离分别为300mm、250mm、300mm,主轴最高转速可达24000r/min,移动部件尽量采用方形框架结构,整体采用对称结构,稳定性较高。

图2 叶片加工中心示意图
3 叶片加工中心结构分析
在高速切削加工过程中,机床各结构部件的动态性能将直接影响机床的精度、抗振性能、切削效率以及寿命[9],从而影响到零件表面成形运动轨迹的准确性。因此,对加工中心重要构件的动、静态特性进行了分析。
3.1床身动态特性分析及优化
3.1.1床身模型简化与处理
使用三维软件进行模型简化,例如删除小孔、倒角和圆角等特征,对小曲率、小锥度的直线和平面进行处理等。该床身与地面间通过M16的地脚螺栓连接,采用线性弹簧-阻尼单元法进行建模。根据张学良[10]建立的数学模型对螺栓结合面刚度特性进行识别、计算,将结合面特性简化为一组空间弹簧-阻尼单元。文献[11]中提出结合面刚度参数识别经验公式为:
k=αpβΔS
(1)
式中,k—法向刚度kn或切向刚度kτ,单位为N/μm;P—压力,单位为MPa;α、β—与结合面的材料、加工方式、表面粗糙度和润滑状况等有关因素;ΔS—实际接触面积,单位为m2。根据文献[12]中数据,法向:α=806256,β=0.8 ;切向: α=132786 ,β=0.37 。计算弹簧刚度为:kn=5.3×107N/mm,kτ=6.0×105N/mm。
3.1.2床身动态特性及静力分析
床身前3阶模态固有频率与振型描述如表1所述,各阶振型如图3所示。静力分析结果如图4所示,中间部位凹陷明显,最大变形量为9.34 μm。

表1 床身前3阶固有频率及振型

图3 前三阶模态振型图

图4 静力分析结果
3.1.3床身模型优化及改进结果
分析仿真结果可知,在低阶时,床身出现整体移动、变形,静力分析显示变形部位较为集中、变形量大,且为实际加工中的重要承载位置。因此,需对模型进行优化以提高其稳定性。为尽量避免增加工艺的复杂性,采取的主要措施为加大床身底面的支撑面积,同时针对静力变形较大的主要承载部位,对其床身底部对应位置的回型筋板进行填充和加固处理。优化前后模型对比如图5。

图5 优化前后模型对比
优化后的模型模态分析结果与优化前对比如表2所示,各阶固有频率均有较大提高,且相近固有频率下床身的变形情况改善明显,振型图如图6所示。静力分析结果如图7所示,最大变形量为5.74 μm,与优化前相比,变形量减少约4 μm。

表2 床身模型优化前、后前三阶结果对比

图6 模型优化后前三阶模态振型图

图7 模型优化后的静力分析结果
3.2X轴导向滑座动态特性分析及优化
3.2.1X轴导向滑座模型简化与处理
模型简化与处理方法参照3.1.1,X轴导向滑座通过M24螺栓与床身连接,计算等效弹簧刚度kn=4.14×1010N/mm,kτ=5.36×108N/mm。
3.2.2X轴导向滑座动态特性及静力分析
结合X轴导向滑座在机床整体布局中的受力特点,重点分析其在X方向的振型及受力变形情况。前3阶模态固有频率与振型描述如表3所述,各阶振型如图8所示。静力分析结果如图9所示,最大变形量为11.6 μm,前侧主要受力部位变形明显。

表3 X轴导向滑座前3阶固有频率及振型

图8 模型优化后前三阶模态振型图

图9 静力分析结果
3.2.3模型优化及改进结果
分析结果可知,低阶X轴导向滑座前侧变形量较大,会严重影响刀具的位置精度。观察其机构可知,X轴滑座的前侧中间位置设计了一段凹槽,如图9中棕色变形位置中间。结合加工中心整体布局及各部件运动要求,发现此段凹槽并无特殊工艺要求,且考虑到处为承受X轴滑座及主轴重量的主要部位,应具有足够的强度,尽量减少变形。因此,设计优化时对凹槽位置进行了填补,模型对比如图10。

图10 优化前后模型对比
对优化后的模型进行了分析,其模态分析结果与优化前对比如表4所示,各阶固有频率均有较大提高,且相近固有频率下床身的变形情况改善明显,振型图如图11所示。静力分析结果如图12所示,最大变形量为6.9 μm,与优化前相比,减少约4.7μm。

表4 X轴导向滑座模型优化前、后前三阶结果对比
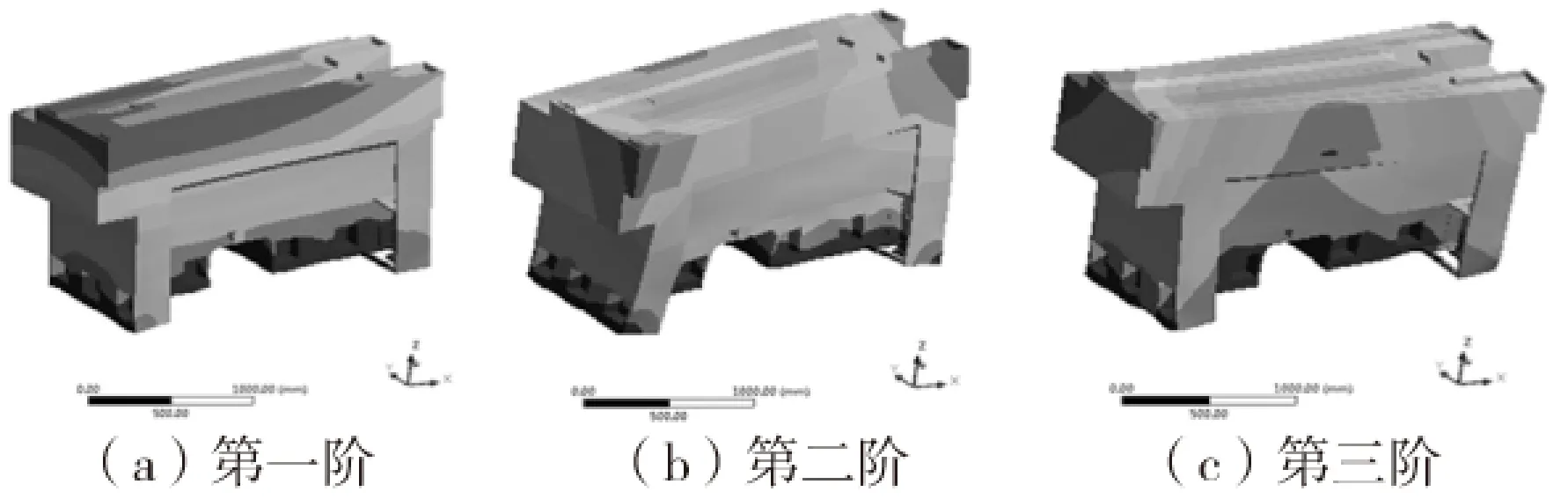
图11 模型优化后前三阶模态振型图

图12 模型优化后的静力分析结果
综上所述,对床身和X轴导向滑座优化后,其固有频率明显提高,静力变形量有所减少。因此,该实例的优化方案合理可行,达到了改善加工中心刚度、稳定性的效果,有效提升了机床整体的加工性能。
4 结束语
航空发动机应用环境的特殊性决定了航空零件制造以及生产设备的特殊性。相比于一般的零件制造,面向航空应用的零件,其制造精度要求更严格,工艺过程更为复杂,制造设备的刚度及稳定性要求更高。本文以叶片五轴联动叶片加工中心为例,对其主要结构进行动态特性及静力分析,并对薄弱环节进行了优化。优化前、后结果对比,验证了优化设计的合理性,为之后的设计提供了一定的参考。
[1]MartinBuβmann,JürgenKraus,ErwinBayer.AnIntegratedCost-EffectiveApproachtoBliskManufacturing[C].InternationalSymposiumonAirBreathingEngines17th.MunichGermany:AmericanInstituteofAeronauticsandAstronautics, 2005:1100-1108.
[2] 于红英,唐德威,伞红军.汽轮机叶片参数化设计关键技术研究[J].计算机集成制造系统,2006,12(10):1537-1542.
[3]IdahosaU,GolubevVladimirV,BalabanovVladimirO.AnautomatedoptimaldesignofafanbladeusinganintegratedCFD/MDOcomputere-nvironment[J].Engineeringapplicationofomputationalfluidmechanics,2008,2(2):141-154.
[4]BeirowBernd,KiihhomArnold,SchrapesSven.Adiscretemodeltoconsidertheinfluenceoftheairflowonbladevibrationsofanintergralbliskcompressorrotor[C].Berlin:ProceedingsoftheASMETurboExpo, 2008:38-392.
[5] 马超民. 产品设计评价方法研究[D]. 长沙:湖南大学,2007.
[6] 张兴朝. 基于有限元分析的模块化数控机床结构动态设计研究[D].天津:天津大学,2001.
[7] 陆启建, 楮辉生. 高速切削与五轴联动加工技术[M]. 北京:机械工业出版社, 2003.
[8] 刘维伟, 李杰光, 赵明.航空发动机薄壁叶片加工变形误差补偿技术研究[J].机械设计与制造,2009,(10):175-177.
[9] 徐开元, 徐武彬, 张宏献, 等.VMC-1000型立式加工中心立柱结构分析与动态设计[J]. 组合机床与自动化加工技术, 2010(4):11-17.
[10] 张学良. 机械结合面动态特性及应用[M]. 北京:中国科学技术出版社, 2002.
[11] 穆希望, 米洁. 基于关键螺栓结合面的立主轴模态分析[J]. 制造技术与机床, 2014(8):78-82.
[12] 翁德凯, 程寓, 李奎, 等. 基于结合面参数的机床整机有限元建模与分析[J]. 组合机床与自动化加工技术, 2012(3):29-33.
(编辑李秀敏)
AeroEngineBladeEedicatedManufacturingEquipmentDesignResearch
LIUCui-yu,ZHONGJian-lin
(SchoolofMechanicalandElectricalEngineering,BeijingInformationScienceandTechnologyUniversity,Beijing100192,China)
Thecompetitioninaerospacetechnologyisintensifiedandmanufacturingstrengthasthebasisofthenationaleconomyisakeyfactorintheinternationalcompetition.Bladesasanimportantpartoftheaircraftengineshouldhaveahighprecisionandprocessingquality.Inthispaper,takingthefive-axisbladesmachiningcenterasanexample,thedynamiccharacteristicsofitsStructuralmembersareanalyzedandweaklinksareoptimized.Finally,theresultsbeforeandoptimizedarecomparedtoverifytherationalityandfeasibilityoftheoptimizationandthisconclusionprovidesacertainreferencetothefutureoptimizeddesign.
blades;machiningcenter;dynamiccharacteristics;optimizationdesign
1001-2265(2016)08-0137-03DOI:10.13462/j.cnki.mmtamt.2016.08.037
2015-09-16
国家重大专项资助项目(2013ZX0400-1061)
刘翠煜(1989—),女,石家庄人,北京信息科技大学硕士研究生,研究方向为机械制造及自动化,(E-mail)liucuiyu0311@163.com。
TH113;TG506
A