基于组态王的空调室外机全自动化检测系统设计
2016-09-08包亚萍童国道
石 炜,包亚萍,童国道,傅 兵
(南京工业大学 计算机科学与技术学院,南京 211800)
基于组态王的空调室外机全自动化检测系统设计
石炜,包亚萍,童国道,傅兵
(南京工业大学 计算机科学与技术学院,南京211800)
为加快空调生产线上检测工位的生产速率,提高整条生产线的生产效率。以组态王与空调检测的生产模式为研究对象,提出了一种更加智能化,人性化的检测系统。该系统在不改变原生产工艺与要求的前提下,通过优化上位机自动下发与存储功能,并增加自动诊断报警功能,将检测工位的空调平均生产耗时减少到10s,从而提高了整条检测线的智能化水平,继而向“智能工厂”的目标迈出了重要一步。
组态王;监测软件;上位机;空调检测
0 引言
随着人们生活水平的提高,以及对生活的高质量追求和对空调选择的差异,造成了空调生产企业由单一订单、同一机型、小规模制造向多订单、多机型、大规模、零库存的生产模式的转变。这促使空调生产企业对空调出厂性能提出了更高的要求。另一方面,德国的工业4.0为全球制造业描绘出了第四次工业革命的宏伟蓝图。而实施工业4.0的核心问题之一就是构建智慧工厂的生产线,通过大幅提高生产效率,将生产线的精益化水平推向新高峰。
空调生产线分为上线工位、出厂性能检测工位、下线工位等13个工位,其中出厂性能检测工位是整个生产线中最复杂但又最重要的一个环节,掌握着空调出厂前最后一道关卡,直接决定出厂空调的工作性能。在测试环节,测试台需要在制热和制冷等多个步骤下对空调外机的出风温度、温差、电流等多种参数进行测试。由于检测参数的众多,导致空调检测工位成为整条生产线上最慢的工位,直接决定整条生产线的生产节奏。所以提高该工位的生产速率显得尤为重要。
传统外机的检测模式是,由人工控制外机的运行。检测采用定工位的方法,当室外机运行至安装在固定位置的检测设备时,被获取该性能参数。这种检测方法的特点是设备简单、成本低廉但存在许多缺陷。首先,定工位检测具有不合理性。其次,定工位检测所获取的信息不够完备。定工位检测只能获取某个时刻的数据,却无法记录时历信息,而且有些数据无法检测。在汽车自动检测线上出现过数个工位同时进行性能检测的方式[1],虽然这种方法解决了上述定工位方法的某些缺点,但是此方法生产速度过于缓慢,并且上位机软件也不能适应空调的生产模式,无法适应如今大订单的生产要求。
随着生产规模的不断扩大、空调种类的推陈出新、空调制造企业对生产工艺不断改进以及对出厂空调质量的精益求精,传统的室外机性能测试方式已经不能满足现在多元化机型的生产需求。分析了传统的空调室外机检测方式的各种技术特点,经过长时间的生产实践和科学规划,现运用一种基于组态王的空调室外机智能化检测系统,能够有效地提高了生产线的诊断能力与产能。
1 新型智能化检测系统设计
该生产线测试房中一共有32个测试台工位,左线与右线各16个工位,生产中有32台空调室外机同时在进行出厂性能测试[3]。整个检测房程序按结构可分为三个层次:上位机监视层、触摸屏控制层、PLC执行层。上位机监视层是指空调测试信息采集的可视化界面以及对测试房工作状态的监控。触摸屏控制层主要是通过触摸屏上的按钮对测试台进行操作。PLC执行层是通过预设的程序及上位机发送给触摸屏的标准参数实现对待出厂室外机的性能检测过程。
现场使用以太网与现场总线相结合的方式,以太网以其开放性与兼容性,费用低廉,通信速率高,便于拓展,并易于Internet连接的特点,能够从各个工位获取数据集中管理,使得“智能工厂”的共享度提高到新层次。现场系统结构[4]如图1所示。
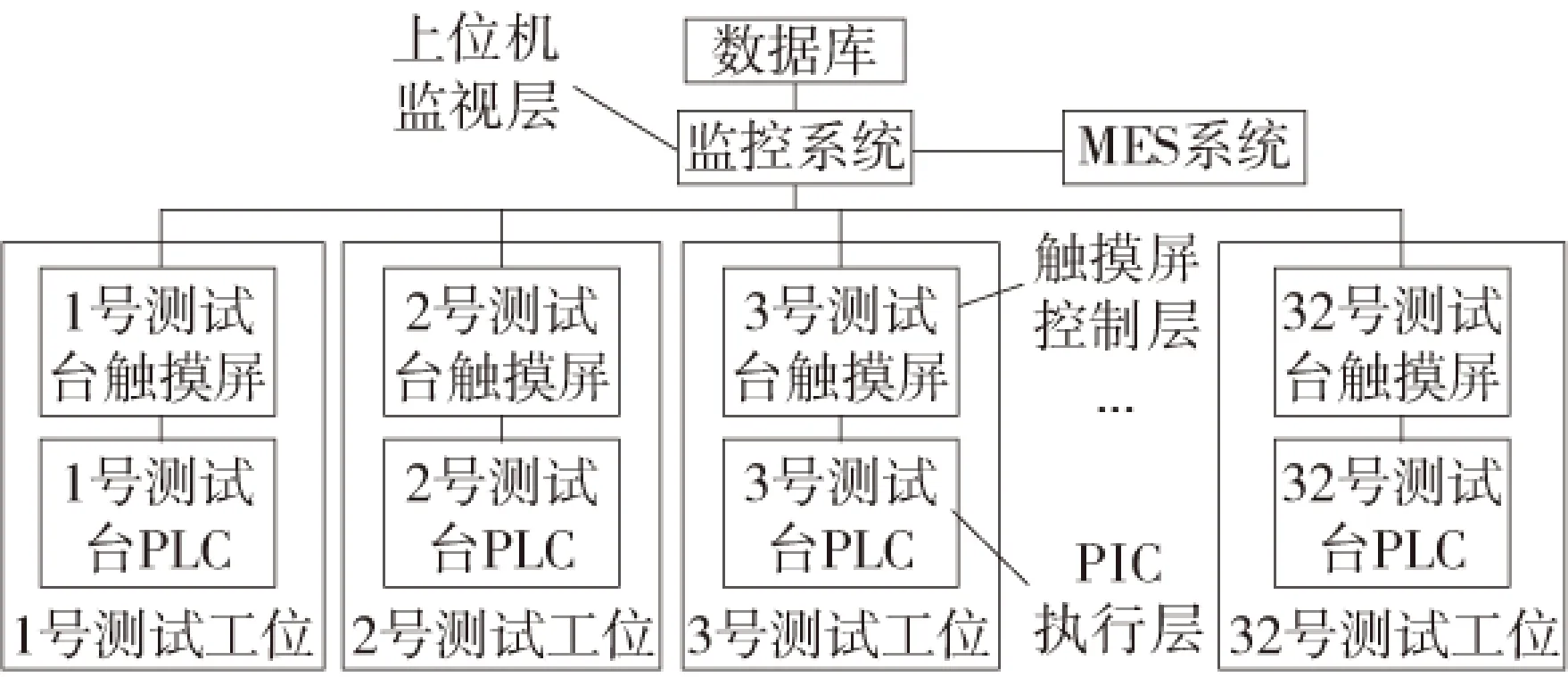
图1 测试房系统结构
1.1测试台端设计
测试台系统硬件设备主要包括:MCGS触摸屏、激光条码扫描枪、一组PLC和多个性能检测装置组成。
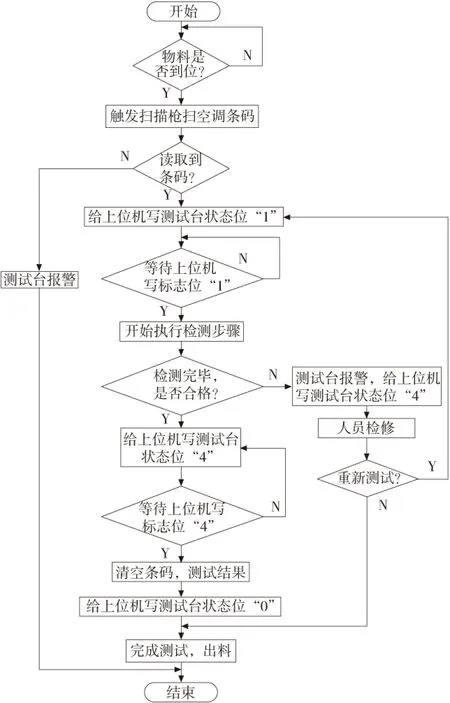
图2 测试台检测流程
空调条码是空调外机的唯一身份,所有需要记录的数据,例如上线时间、下线时间、焊接时间等都需要与条码一一匹配[5]。上位机获取到空调条码后把待测室外机的标准参数下发给测试台触摸屏,触摸屏与PLC通过这些标准参数启动该室外机的测试程序。测试台流程如图2所示。
具体步骤为:
(1) 待放置室外机的工装板到达测试台位置,金属探测器检测到工装板到位,触发PLC执行测试程序。
(2) 测试台触发扫描枪扫描条码,并给上位机发状态位“1”,通知上位机已扫到条码等待读取。
(3) 等上位机下发标准参数,并开始3个步骤的测试。
(4) 自动判断测试是否合格,不合格报警[6],并通知上位机存测试结果。
(5) 出料。
1.2上位机端设计
检测系统上位机软件运用的是我国现在很流行的kingview工业控制组态软件[7]。它的编程方式类C编程语言的方式,便于对C熟悉的工程人员直接使用,具有易开发、可扩展、高可靠性等优点[8]。Kingview运用的是类似面向结构的软件设计方法,其运用模块化设计及并行设计的思路将整个测试房系统分为32个相对独立的模块,使各个模块处于独立的线程,互不干扰。这样有利于查找各模块的问题所在,大大缩短了开发时间,利于维护。
1.2.1主检测模块
主检测模块通过微软公司提供的ODBC(OpenDatabaseConnectivity)数据接口[9]与SQLSEVER实现连接。ODBC技术的主要特点:它是一种使用SQL语言的程序设计接口,因而具有更广泛的通用性。它在使用过程中免去了潜在数据库的技术细节以及软件所需要的存取目标数据的通信问题。
主模块还提供了监测32个测试台运行状态的功能,当测试台正常工作时,指示灯显示为绿色,异常时为灰色。如图3所示,14和23工位测试台显示异常,其他工位正常工作。免去了工作人员逐个查看测试台工作状态的麻烦,便于工作人员直观地掌握测试房的整体状态。

图3 测试台状态监控
当扫描枪发生异常,需要手动下发参数至指定测试台时,选中下发参数记录,勾选指定测试台工位,点击“选定发布”按钮即可,如图4所示。此画面还有增加、修改和删除参数记录的功能。

图4 手动发布参数
1.2.2子检测模块
整个检测房程序分为32个子检测模块,每个模块通过测试台状态位来获取此时上位机需要执行的命令:
0:测试过程重置,上位机给测试台标志置0;
1:测试台空调外机到位,已扫到空调条码,等待上位机读取空调条码,同时检索并下发对应标准参数,下完完毕给测试台标志置1;
2:空;
3:空;
4:测试台室外机测试报警或完毕,等待上位机读取测试结果,存储完毕给测试台标志置4;
当测试台状态变量变为1时,上位机主动读取空调条码变量。由于空调条码中包含机型编码、物料编码、生产日期和空调具体编号等信息。上位机通过ODBC数据接口自动连接数据库,根据空调条码前9位判断出机型编码,并据此检索测试机型具体标准参数,完成自动下发标准参数过程。
检测程序要利用条码自动提取标准参数,首要任务是条码的采集和清晰的工作流程。设计的工作流程如图5所示。
检测时,当工装板通过皮带运送至测试台时,金属探测器检测到工装板上的金属片,即触发扫描枪扫描放置在工装板固定位置的空调条码。同时通知上位机已扫到条码,等待上位机读取条码并下发标准参数。当上位机读取到新条码,自动连接数据库,根据机型编码把两表中的信息读取到相应的变量中,然后下发至对应的测试台以完成测试台准备工作。在很大程度上减少了检测人员的劳动量,大幅提高了工厂的生产效率。
该企业室外机由数十种不同机型组成,系统首先在数据库中建立“测试房”表来存储待测室外机的机型编码、电源输入等基本信息,同时有另一个步骤参数表存储待测机型的详细标准参数。由于经常有新机型研发出来,工作人员将新机型的标准参数通过增加记录功能录入数据库。
检测过程一般分为三个阶段:制热、制冷和停机。在测试过程中,测试台会实时读取运行中室外机的各项数据,并显示在触摸屏上。在任何一个阶段内,当PLC检测到某一项数据超出标准参数上下限时,会立刻发出报警并通知监测系统存储错误测试结果并分析报警原因[10],原因存入返修表中,从而完成自动诊断功能。
1.3主要特点
与国内以往的空调生产线相比,本系统具有易维护、使用方便、易于扩展、功能齐全、更智能化等特点,主要表现在:
实现了全自动检测功能。系统能够自动读取空调条码,检索对应的标准参数并自动下发到测试台,进一步实现黑灯化的控制与检测。
良好的生产监视功能。当日生产空调的订单号,机型,合格信息全部显示在本系统的监控画面。有利于生产线员工快速了解整个检测房的生产状态。
手动与自动切换功能。在测试台扫描枪发生故障时,无法读取到空调条码,从而检索不到标准参数。员工可在上位机选择手动下发检测参数功能,快速完成自动检测,不影响生产线的正常运行。
自动诊断报警功能。该系统不仅可以自动存储测试结果,而且能够自动诊断测试台报警原因,将原因存入数据库。在测试房返修工位,工作人员扫描待修空调条码,可自动调取数据库中该室外机的报警原因,无需员工再去查找空调问题所在,有利于返修员工加快空调返修速度,提高生产线生产效率。
2 界面设计与生产分析
生产中,工作人员需要随时查看检测房的生产状态,如图6所示,在30号测试台的条码为AA1P5406T20EEF7G1413的空调室外机测试结果为不合格。点击记录,下方显示出本台机器的具体测试结果与标准参数的对照表,不在标准参数范围内的异常测试结果显示为红色字体。
通过对图6中生产空调测试时间的分析,在159s内测试了17台空调,平均每台空调测试耗时控制在10s以内,速度较传统的生产模式大幅提高。本系统的运用不仅节省了大量的劳动力,大大加快了生产速度,并且还人性化地增加了测试不合格自动诊断功能。当测试结果为不合格时,上位机把异常原因存入数据库中,如图7所示。工作人员在返修工位扫描此台返修室外机条码,可直接调取异常原因显示在返修工位MCGS触摸屏上。
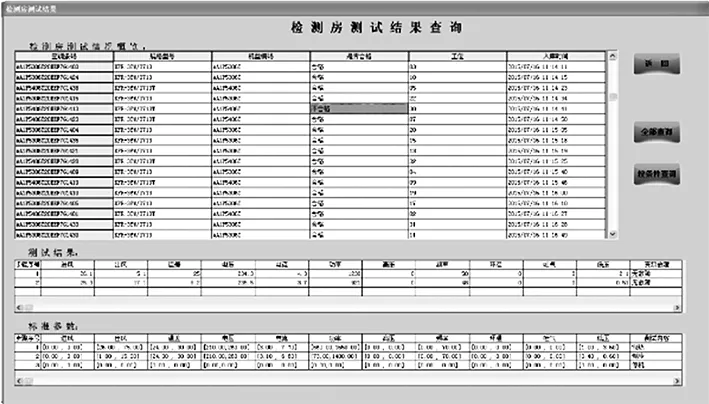
图6 生产状态显示
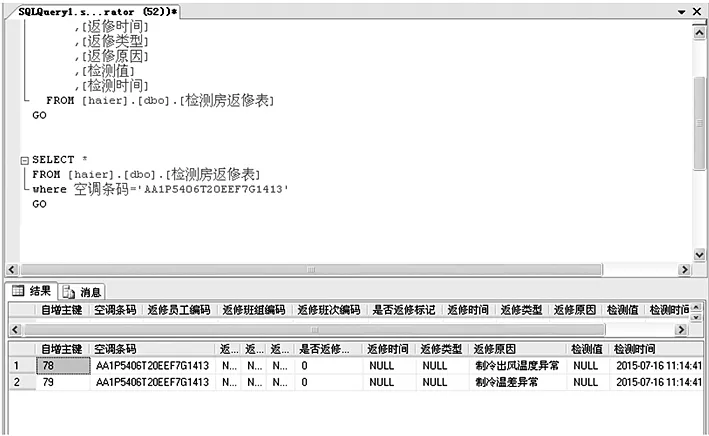
图7 异常原因
3 结束语
本文针对大型空调生产企业未来大订单和混合机型的生产模式,介绍了一种基于组态王的自动化检测线上位机监测系统,这种新型监测系统通过优化上位机自动下发与存储功能,改进报表系统,并增加自动诊断报警功能,解决了传统生产线检测工位生产过慢的问题,不仅加快了生产节奏,减少了人力成本,而且能够满足了工厂大批量、多样化、定制化的柔性生产需
求。目前该系统已成功运用于某大型电器生产企业的空调生产线,生产情况良好,生产指标达到企业技术要求。生产结果表明该系统控制下的室外机检测线生产速度可以达到10秒/台以内,比传统模式检测有较大幅度提升,从而提高了整条生产线的智能化水平,继而向工业4.0的目标更近一步。
[1] 梁勇,马兴平.汽车自动检测线计算机控制系统的研究[J].实验技术与管理,2013,30(9):107-110,121.
[2] 严荣智.基于ARM9的空调自动化检测系统[D].广州:华南理工大学,2012.
[3] 覃家仁,刘汉平.汽车生产线柔性化改造[J].装备制造技术,2013(11):198-197.
[4] 刘景华,王辛杰,吴则举.基于组态王的数据采集监控系统[J].青岛理工大学学报,2008,29(4):105-108.
[5] 陆远,胡莹,夏芳臣.面向汽车混线生产的柔性生产数据采集系统[J].制造技术与机床,2010(5):31-33.
[6] 靳亚铭,刘振娟,李宏光.空调设备自动检测计算机专家控制系统[J].仪器仪表学报,2006,27(10):1354-1357.
[7] 潘高峰,谢勇,薛军.基于组态王的标校远程监控系统软件设计[J].电讯技术,2011,51(12):83-86.
[8] 王晓伟,宁晓光,朱学军.基于组态王的立体钢样仓库控制系统设计[J].组合机床与自动化加工技术,2013(5):80-83.
[9] 马耀华,柏文阳,徐洁磐.数据库网络访问接口安全ODBC的设计与实现[J].计算机工程,2003,29(2):171-173.
[10] 郭辉,袁旭东,熊永福.实时故障诊断专家系统在空调中的应用[J].电气传动自动化,2004,26(3):41-43,62.
(编辑李秀敏)
ASystemDesignofAirConditioningAutomatedDetectionSystemBasedonKingview
SHIWei,BAOYa-ping,TONGGuo-dao,FUBing
(SchoolofComputerScienceandTechnology,NanjingTechUniversity,Nanjing211800,China)
Inordertospeeduptheproductionrateofairconditioningautomateddetectionandimprovetheproductionefficiencyofthewholeproductionline.Thispapermainlytalksaboutkingviewandtheproductionmodeofairconditioningautomateddetectionandpresentsamoreintelligentandhumandetectionsystem.Withoutchangingtheoriginalproductionprocessandrequirements,thissystemcanreducestheairconditioningaveragedetectiontimeconsumingto10seconds,improvestheintelligentlevelofthewholeproductionlineandmakesanimportantsteptotheSmartfactorybyoptimizingautomaticallyissuedandstoragefunctionandincreasingtheautomaticdiagnosticalarmfunction.
kingview;monitoringsoftware;hostcomputer;airconditioningdetection
1001-2265(2016)08-0089-04DOI:10.13462/j.cnki.mmtamt.2016.08.025
2015-08-14;
2015-09-02
石炜(1991—),男,江苏南通人,南京工业大学硕士研究生,研究方向为工业自动化与信息化,(E-mail)ntsw8080@163.com;
包亚萍(1965—),女,南京人,南京工业大学教授,硕士研究生导师,研究方向为工业智能控制系统。
TH122;TG506
A