活塞式压缩机的改进
2016-09-05俞传河张述金
俞传河,张述金
(陕西煤业神木天元化工有限公司, 陕西 榆林 719319)
活塞式压缩机的改进
俞传河,张述金
(陕西煤业神木天元化工有限公司, 陕西 榆林 719319)
陕西煤业神木天元化工有限公司使用的活塞式压缩机在运行过程出现刮缸、气阀变形、活塞环断裂、缸套磨损严重等故障和隐患,影响了压缩机的长周期稳定运行。通过对压缩机的结构改进,消除了上述现象。
活塞式压缩机;运行;隐患;结构改进
1 基本情况
陕西煤业神木天元化工有限公司2台新氢压缩机,型号:MW-49.2/11-182,参数如表1:
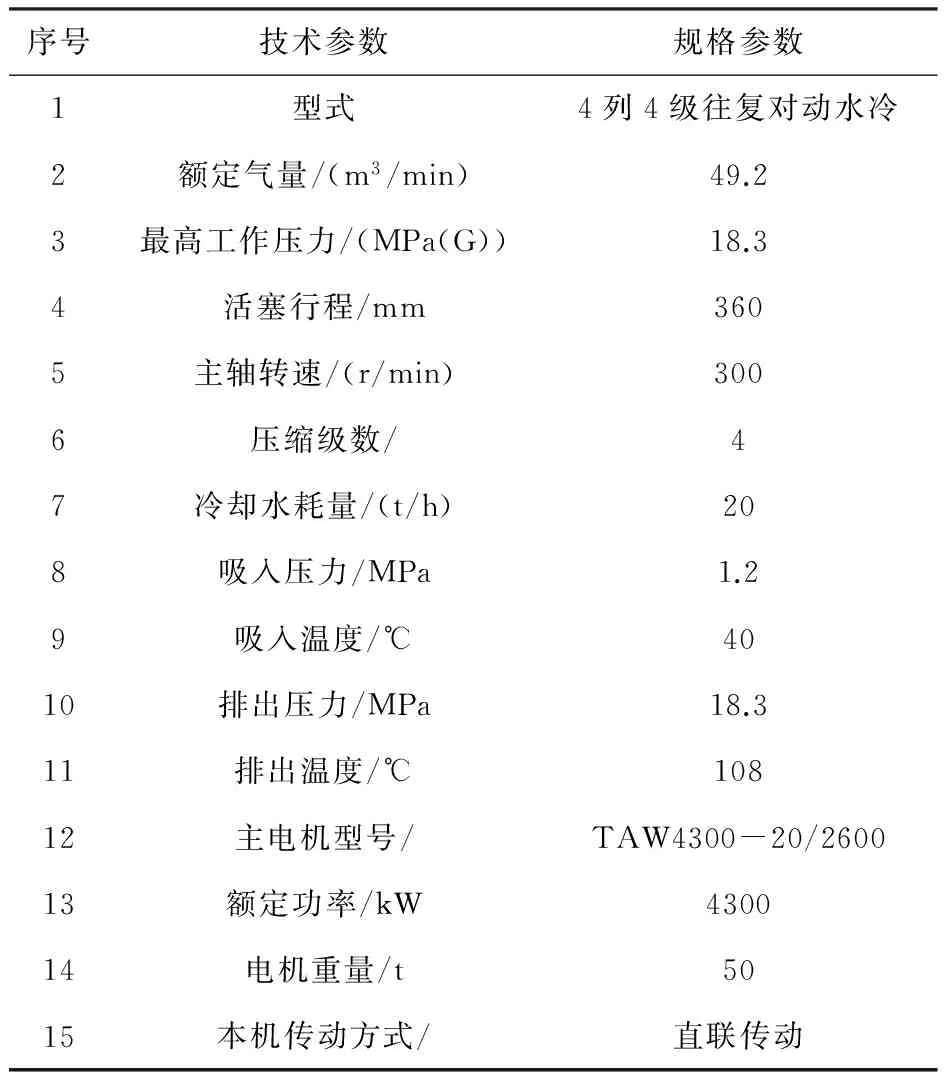
表1 压缩机参数
2台压缩机2007年5月进厂安装,从2007年10月开始调试试车,到现在压缩实际运行时间满6年左右,总计50000h。每台机组运行时间为25000h左右,约为2年左右。在2015年8月前2台机组运行中多次出现故障,影响安全稳定长周期生产运行。增大了操作运行、维护保养、生产技术人员的工作,多次检修切机增大了运行、检修成本。
2 故障现象
(1)有频繁刮缸干磨的异常响声,给生产操作带来较大安全隐患。缸体装上气阀后有变形现象,缸体内径∮600+0.063mm,安装到机体上后测量变成椭圆,圆度、圆柱度都超差,达到0.70mm左右。
气缸检测(内径Φ600mm)单位0.01 mm,结果见表2。
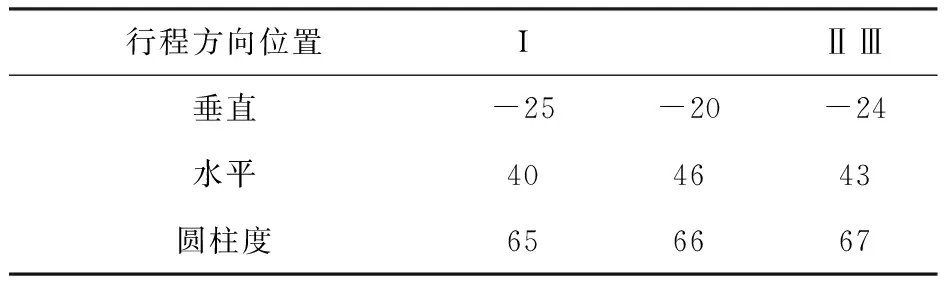
表2 气缸检测结果 ×10-2mm
压缩机厂家给的结论是6进6排12个气阀布置时一级缸体刚度有些偏弱,重新设计成气阀4进4排均匀布置新结构以增加一级缸体刚度。同时进排气阀增加加强筋以减少变形量,新结构缸体安装气阀后垂直、水平方向变形数据如表3(单位0.01 mm):

表3 新结构缸体安装气阀后垂直、水平方向变形数据 ×10-2mm
新结构缸体比旧结构缸体变形量变小,运行还是有响声,但频次比原结构缸体要弱、要少。
(2)一级活塞体为铸铝ZL401材质,前后两体中分式结构,分别有1个支撑环槽及2个活塞环。活塞环槽运行6个月左右磨损成梯形,外张口,活塞环槽磨损外张口达1mm,具体数据如表4。

表4 活塞环槽磨损数据 mm

表4(续) mm
(3)缸套不耐磨,新换的缸套运行1个月左右内径方向就磨损掉0.10mm以上,使用寿命只有1年多。
3 原因分析
以上几点问题从2007年装置运行到今,严重影响加氢装置的安全稳定运行,同时加大了非正常生产运行成本。压缩机厂家改为4进4排气阀对称均匀布置的缸体,试运行后以上现象仍存在。后来改用铸铁活塞环,一级缸没有异常响声,铸铁活塞环也没有断裂,但活塞环及缸套不耐磨,运行20天左右缸体直径方向磨损近0.30mm,活塞环也磨掉2mm左右,但铸铁活塞环没有断裂。为保证生产稳定运行,我公司备长期备用一个一级缸体,2个缸套。每年缸套都得返厂更换(缸套为过盈配合),一个月左右就需对一级缸进行拆检。异常声响使机组操作无法安全运行,有时活塞环更换不及时断成数段对缸套造成加剧磨损,严重影响安全稳定运行。运行、检修经济非正常成本过高,我公司内部技术人员通过多次现场拆检情况分析认为:
(1)一级缸体整体变形,安装把紧气阀后变形量达0.70mm,活塞及密封部件在运行过程中补偿变形密封介质时活塞环变形过大,活塞环在气体压力、缸体形变形成的应力共同作用下密封效果不好,产生漏气,发出异常的响声。
(2)活塞体材质表面硬度不够,活塞环槽短时间内磨损变成外张口的梯形,这样活塞环槽侧面同缸径内壁不垂直,造成活塞环外表面不能很好同缸体内表面接触,达不到密封目的。应对活塞体材质成份进行改善或硬化活塞体的表面硬度,提高活塞环槽的耐磨性。
(3)缸套表面加工精度不够,新缸套试运行二周左右拆检测量直径方向都要磨损掉0.10mm以上,活塞环也磨损严重,气缸内很多黑油泥。
4 及改进措施
多次与压缩机原厂家沟通都没有解决问题的情况下,我公联系了另外一家压缩机制造公司,把这些年的运行情况进行了详细的交流。重新设计一级缸,并制作相关部件,一级缸体要同原厂家的接口尺寸及形位尺寸配合合理,无安装偏差,我们把一级缸体、活塞体、活塞环、支撑环、活塞杆、缸座等部件运到新压缩机制造公司,统一测绘、设计一级缸相关部件,最终方案如下:改进后的缸体排列仍采用6进6排型式,但在圆周上采用均匀布置,使设备的整体受力均匀。缸套采用活缸套,尽可能消除缸体残余变形量,新缸体变形情况数据如表5。 活塞体材料仍采用ZL401,但表面进行硬化处理,提高硬度,增加耐磨性。
将缸体材质为HT250改成QT450,同时提高缸套内表面的加工光洁度。
改造后的压缩机2015年8月份安装后运行到现在已近8个月,在运行6个月时停车检修过此机组,各部件运行一切正常。没有异常声响,活塞环、活塞环槽、缸套磨损较小,不影响使用没有进行更换。现在运行过程在没有异常声响,运行平稳。同原缸体部件1个月之内就出现异常声响,需停车检修更换备件相比,极大地提高了操作的安全性、稳定性、长周期性。运行成本、检修成本大大降低。实现了长周期运行,低成本的稳定生产,经济效益非常明显。

表5 新缸体变形情况数据 ×10-2mm
(本文文献格式:俞传河,张述金.活塞式压缩机的改进[J].山东化工,2016,45(12):94-95.)
2016-04-21
俞传河(1970—),黑龙江哈尔滨人,本科,工程师,从事压力容器使用管理、制造工作。
TH457
B
1008-021X(2016)12-0094-02
