大长度海底电缆铅套生产工艺控制要点
2016-09-05任思佳宋程成江苏亨通高压电缆有限公司江苏常熟215500
任思佳, 狄 健, 宋程成, 李 健(江苏亨通高压电缆有限公司,江苏常熟215500)
大长度海底电缆铅套生产工艺控制要点
任思佳, 狄健, 宋程成, 李健
(江苏亨通高压电缆有限公司,江苏常熟215500)
针对海底电缆长度长,铅套需长时间连续稳定生产、工艺难以控制的特点,通过设备选型布局、工装模具选配以及工艺过程控制,解决了铅套长时间连续稳定生产的难点问题。
铅套;工艺控制;大长度;海底电缆
0 引 言
近年来,随着海上风电项目、海上石油平台及新岛屿资源的开发,海底电缆需求量与日俱增,单根海缆长度越来越长,电压等级由原先的10~35 kV逐渐上升到220 kV乃至500 kV。海上风电及岛屿供电等常采用铅套+聚乙烯护套的径向阻水结构海底电缆。
与聚合物护套和综合护套相比,铅套能够阻挡水分的入侵和潮气的渗透。然而如何长时间稳定生产铅护套成为生产大长度海底电缆的一个重点问题。本文将针对铅套生产工艺特点,从设备选型布局、线芯保护、铅套质量控制等方面进行阐述。
1 设备选型布局
目前,活塞式间隙压铅机逐渐被螺杆式连续挤铅机所取代,螺杆式挤铅机的挤出压力比间隙式压铅机压力小,通过温度的控制很好地解决了铅套厚度不稳定的问题。因为铅或铅合金本身机械强度低,往往在生产大长度海底电缆的铅护套时,同时配备一台挤塑机,使聚乙烯护套一起联动挤出生产,从而避免了铅套间发生粘连、拉坏、横向竹节环等现象。
液体铅进入螺杆式挤铅机机身后,在机身内移动过程中逐渐冷却,凝固挤出成型,在模套和均压环的作用下推动线芯移动。这样的工艺特点,决定了铅套和聚乙烯护套联动生产时,应以铅护套生产速度为基准。挤铅机在长时间开机的情况下,需要定时加入硬脂酸清洗螺杆,在加入硬脂酸后会出现短时间内的负载电流降低,生产线速度降低的问题。这就需要在挤铅机和挤塑机中间配置储线装置,便于挤塑机进行速度调整。我公司根据铅套生产工艺特点,确定了大长度海底电缆生产所需挤铅机和挤塑机的布局,如图1所示。
2 工装模具选用
2.1 过线导辊
众所周知,铅和铅合金非常柔软,在生产过程中必须防止机械损伤。根据以往的生产经验,常见的问题有:因过线导辊未对齐造成铅套开裂;因过线导辊有尖锐点造成铅套划伤;因过线导辊材质过硬导致铅套与导辊接触面挤压变形。经过不断的改良,选用邵氏硬度为50~60的橡胶在尼龙过线导辊上进行包胶处理,可以解决铅套开裂、划伤及挤压变形等问题。
2.2 挤铅模具
铅套模具在工作环境温度290~310℃,压力24~34 MPa下,需要保持完好的结构尺寸和光洁度,才能保证挤出的铅套表面光滑圆整。表1为不同挤铅模具材料的使用效果对比,可见模具材料对铅套生产的重要性。
对比三组试验发现,45#钢材质的模具在模套成型区粘有少量铅渣,铅套表面有明显划痕,如图2所示,并且模芯内孔收缩约1 mm;5CrMnMo钢材质的模芯内孔收缩1 mm,整体长度增加0.1 mm;3Cr2NiMo钢的模具未见明显结构变形。从以上试验结果可知,3Cr2NiMo钢经热处理后,加工成的模具可满足大长度海缆铅套的生产要求。
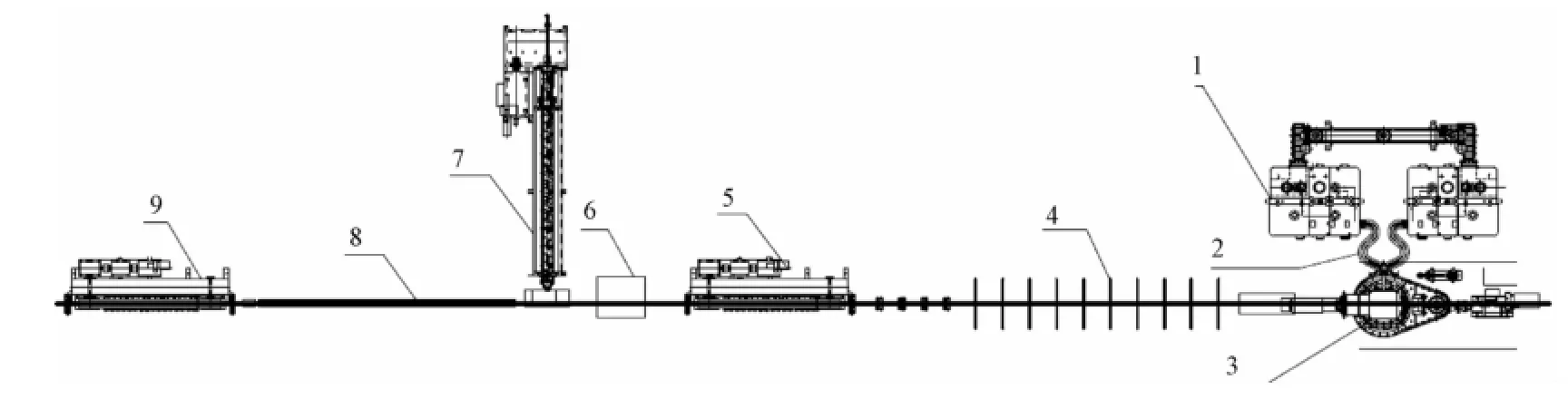
图1 挤铅机及挤塑机布局图1—铅炉 2—输铅管 3—挤铅机机身 4—储线轮 5—挤塑机放线牵引 6—沥青涂覆装置7—挤塑机 8—冷却水槽 9—挤塑机收线牵引

表1 不同挤铅模具材料的使用效果对比

图2 不同挤铅模具铅套表面质量1—45#钢 2—5CrMnMo钢 3-3Cr2NiMo钢
3 工艺过程控制
3.1 挤铅机温度
铅套生产工艺中温度是极其重要的控制点之一。挤铅机内部各个温度体系相互关联、相互影响,并与铅管质量息息相关。挤铅机各部位温度对铅套质量的影响见表2。
其中,针对机身温度分布不均引起的问题,可以采用模座温度补偿来解决,从而保证铅上下左右各向温度分布均一,使得铅管各向挤出性能相近、稳定。根据我公司多年挤铅生产实践经验,总结出挤铅工艺温度参考范围如表3所示。

表2 挤铅机各部位温度对铅套质量的影响
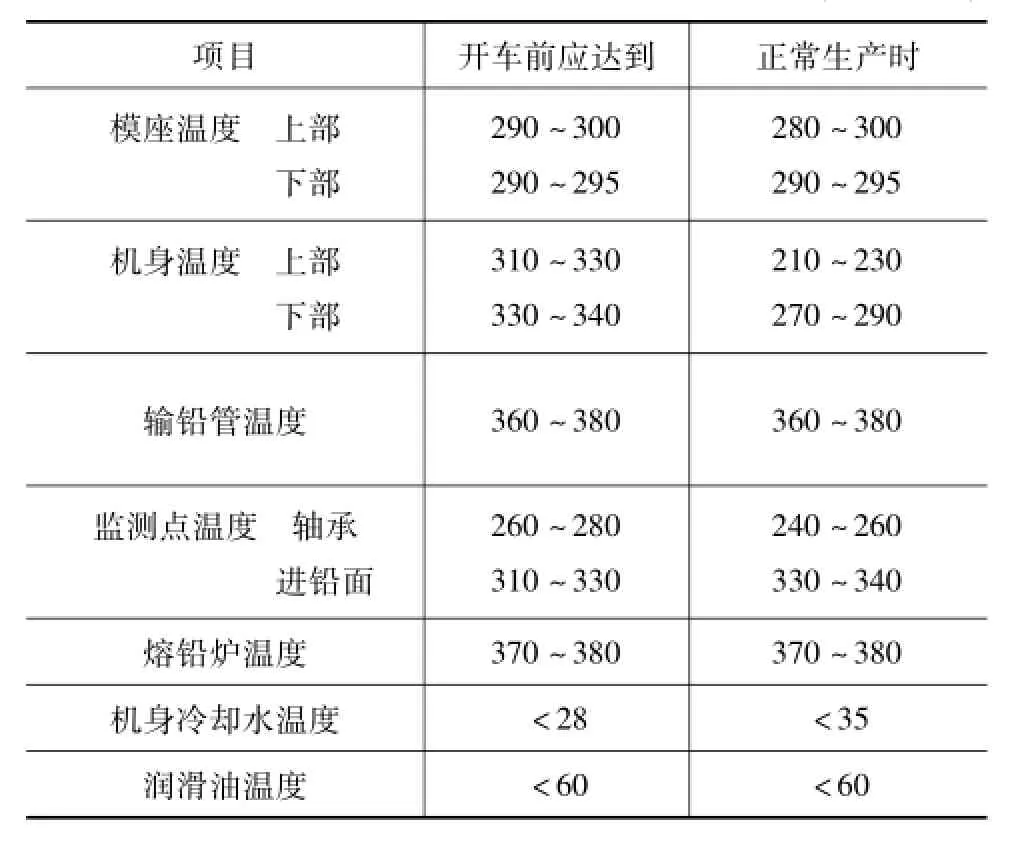
表3 挤铅机温度参数(单位:℃)
3.2 挤铅机速度
挤铅机的速度是影响铅套质量的另一个重要因素。起车时,要以低转速4.5~5 r/min启动。由于刚开始时机身内铅的温差大,挤铅线速度要小,防止因提速过猛而造成铅护套裂口。当铅的温度趋于动态平衡时,可以缓缓提高挤铅线速度,正常开车时螺杆转速在8~10 r/min。
挤铅机的线速度由电缆直径和铅层厚度共同决定。通常,电缆直径越大,挤铅量就越多,挤铅线速度就会降低。同样,铅层厚度越大,挤铅线速度应降低,不然会因为速度过快而使得铅套冷却不充分,最终造成铅套表面有裂纹、波浪等缺陷,严重影响铅套质量。此外,应维持整个挤铅过程中速度基本不变,从而保证铅套厚度均匀。
3.3 挤铅挤塑联动
为了防止螺杆因粘有铅灰等杂质而导致出铅异常或停车等问题,根据负载电流波动情况,约每3 h加一次硬脂酸,进行螺杆清洗。单次硬脂酸加入量约1 g,氮气压力0.4~0.5 MPa,阀门打开时间0.1~0.2 s,阀门打开角度60°~120°。
尽管如此,硬脂酸的加入仍然会引起挤铅线速度的降低。因此,与挤塑机联动生产时,需要在挤铅机及挤塑机间配备上下振幅式储线装置,如图3所示。
储线装置中,横导辊长度为2~3 m,竖直导辊应高出横导辊30 cm,以防止线芯在横导辊上滑落而受损。所有导辊均为包胶导辊,避免铅套在导辊上滚动时,铅套与导辊接触面发生挤压变形。这种上下振幅式导辊组合,可以存储5~10 m线芯,给予挤塑机足够时间调整速度,配合挤铅机生产,此方案经实践证明可以稳定可靠运行,避免因挤铅挤塑速度不一致引起的铅套被拉脱节、擦坏等问题。
此外,为了强化质量监管,对铅套厚度进行在线监测,确保大长度海缆连续生产铅套的均匀性,避免挤包缺陷的出现。通过定时记录负载电流、铅套厚度、各区温度等关键参数,可以有效地对产品进行质量追溯。
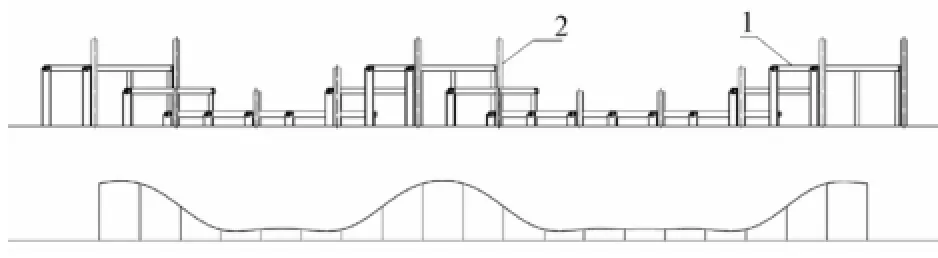
图3 上下振幅式储线装置1—横导辊 2—竖导辊
4 结束语
海底电缆长期在水下运行,径向阻水性能就显得尤为重要。铅套凭借其优越的韧性、密封性、耐腐蚀性以及封焊修补过程简单等特点,成为高压甚至是超高压海底电力电缆径向阻水层的首选。我公司对铅套生产工艺的控制,解决了铅套长时间连续稳定生产的难点问题,同时为大长度海缆的连续生产提供了可靠的技术支撑。
[1] 沈归舫.嵊泗大长度海底电力电缆[J].电线电缆译丛,1994,10(4):7-8.
[2] 沈佩芳.220kV大长度光纤复合海底电力电缆的研制[J].电线电缆,2010(6):1-3.
[3] Worzyk T.Submarine Power cab1es:design,insta11ation,rePair,environmenta1asPects[M].SPringer Science&Business Media,2009.
[4] 王国忠,游靖华.海底电力电缆径向挡水层[J].电线电缆,2013(3):9-12.
[5] Kenneth E Bow著,王国忠译.中压电缆的防水综合护层[J].电线电缆,1996(6):9-13.
[6] 王金锋,郑晓泉,孔志达,等.防水型交联聚乙烯绝缘电力电缆结构分析[J].电线电缆,2009(6):4-8.
[7] 杨玉智,田红叶.阻水型电力电缆的主要结构和关键工艺[J].电线电缆,2003(1):14-16.
[8] 官文彤,王贤灿,徐晓立.浅谈高压XLPE电缆金属护套的选用[J].福建电力与电工,2006,26(3):21-22.
Process Control During Lead Sheath Production for Long Length Submarine Cable
REN Si-jia,DIJian,SONG Cheng-cheng,LIJian
(Jiangsu Hengtong HV Power Cab1e System Co.,Ltd.,Changsha 215500,China)
Due to the 1ong 1ength of submarine cab1e,it requires 1ead extruder shou1d be stab1e for a 1ong time.What's more,the 1ead sheath Production Process is difficu1t to contro1.In order to fix a11 these issues,the PaPer shows some ideas about equiPment se1ection 1ayout,reasonab1ematching too1ing,and detai1ed Process contro1measures.
1ead sheath;Production Process contro1;1ong 1ength;submarine cab1e
TM247.9
A
1672-6901(2016)03-0021-03
2015-08-28
任思佳(1986-),男,助理工程师.
作者地址:江苏常熟市经济开发区通达路8号[215500].
